



任务描述
1.熟悉电阻点焊机的结构。
2.熟悉凸焊机和缝焊机的结构。
3.熟悉电阻对焊机的结构。
4.掌握电阻点焊机的操作方法。
任务分析
本任务主要涉及电阻焊电源及电极,电阻点焊机、凸焊机、缝焊机及电阻对焊机的结构等知识点,并使学生通过电阻点焊机操作练习来进一步加深对电阻点焊机结构的理解并掌握电阻点焊机的操作方法,为后面电阻焊的学习打下基础。
相关知识
一、电阻焊电源及电极
1.电阻焊电源
电阻焊设备应能以一定压力压紧工件,并向焊接区传送电流。它由机座、焊接变压器、加压机构及控制箱等几部分组成。
与常用变压器及弧焊变压器相比,电阻焊变压器具有以下特点:
(1)功率大、可调节 虽然电阻焊时电压不高,但是由于焊接电流很大,因此焊机仍可达到比较大的功率。一般电阻焊电源的容量均可达几十千伏安,大容量电源甚至高达1000kV·A以上。另外,为了适应各种不同工件焊接的需要,还要求电阻焊机的功率应方便调节。
(2)电流大、电压低 电阻焊是以电阻热为热源的。为了将工件加热到足够的温度,必须施加很大的焊接电流。电阻焊时常用的焊接电流为2~40kA,在铝合金电阻点焊或钢轨电阻对焊时甚至可达150~200kA。由于焊件焊接回路中的电阻通常只有几微欧姆,所以电源电压低,固定式电阻焊机通常在10V以内,悬挂式电阻焊机电压为24V左右。
(3)断续工作状态、无空载运行 电阻焊通常是在工件装配好之后才接通电源的。一旦接通电源,变压器就在负载状态下运行,一般无空载运行的情况发生。其他工序如装卸、夹紧等,一般不需接通电源,因此变压器处于断续工作的状态。
2.电阻焊电极
电阻焊电极用于导电与加压,并决定主要散热量,所以电阻焊电极材料、形状、工作端面尺寸和冷却条件对焊接质量及生产率都有很大影响。
(1)对电阻焊电极材料的要求
1)为了具有良好的抗变形和耐磨损能力,电极应具有足够的高温强度和硬度。
2)为了延长使用寿命,改善焊件表面的受热状态,电极应具有高导电率与高热导率。
3)电极材料与焊件金属形成合金化的倾向小,物理性能稳定,不易黏附。
4)电极的加工要方便,并便于更换,且成本要低。
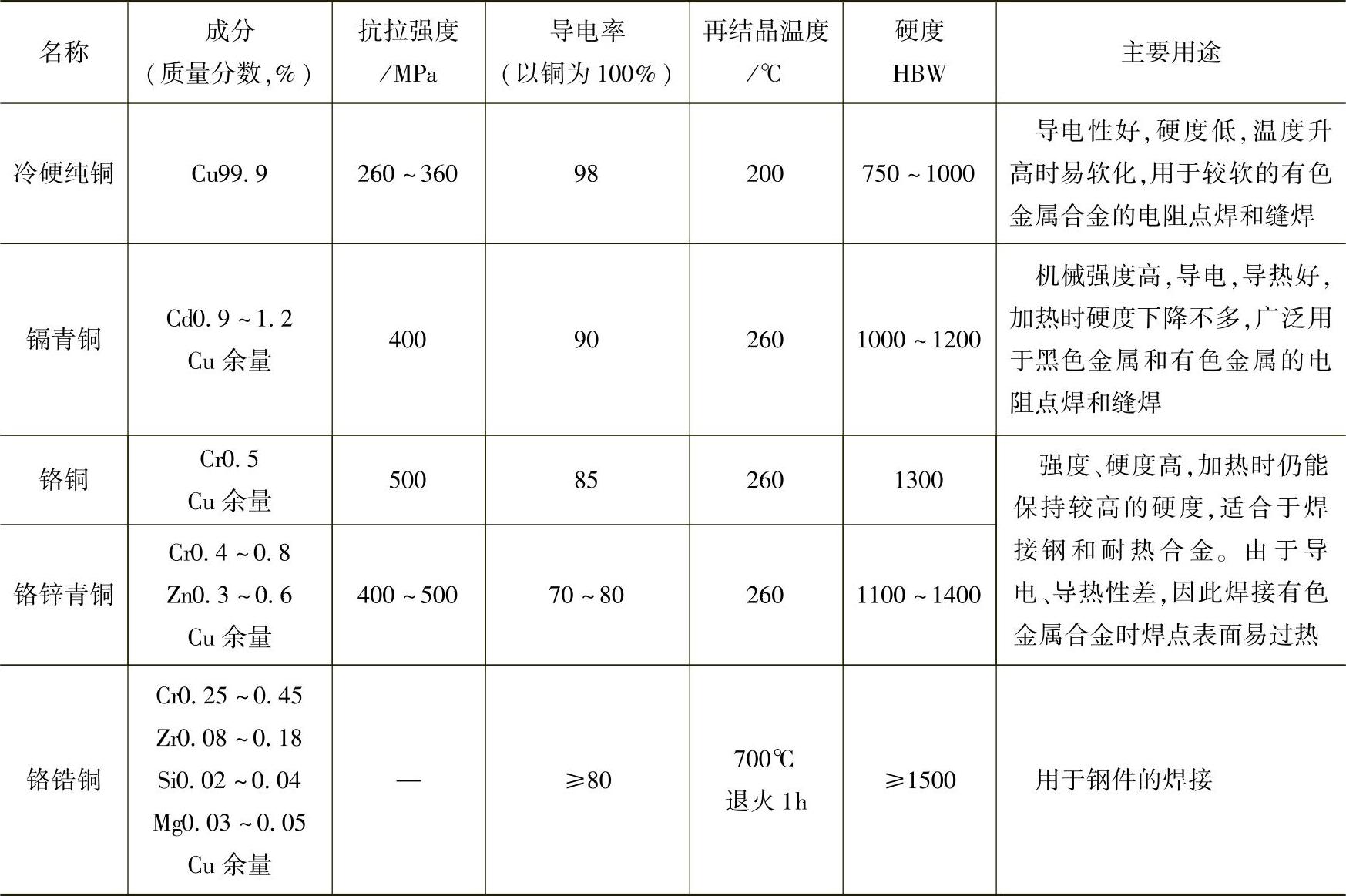
(2)常用的电极材料与应用范围 电极材料主要是用含有Cr、Cd、Be、Al、Zn、Mg等合金元素的铜合金加工制作的。
电阻焊电极材料的名称、性能及用途见表8-2。
表8-2 电阻焊电极材料的名称、性能及用途
二、电阻点焊机
1.分类
电阻点焊机的种类很多,可按下列特征进行分类:
1)按用途的不同可分为通用型、专用型和特殊型。
2)按安装方式的不同可分为固定式、移动式或轻便式(悬挂式)。
3)按焊接电流波形的不同可分为交流型、低频型、电容储能型和直流型。
4)按加压机构传动方式的不同可分为脚踏式、电动凸轮式、气压式、液压式和复合式。
5)按活动电极移动方式的不同可分为垂直行程式、圆弧行程式。
6)按焊点数目的不同可分为单点式、双点式和多点式。
2.结构
固定式电阻点焊机的结构及外形如图8-5所示。它是由基座、加压机构、焊接回路、电极、传动与减速机构和开关与调节装置等组成的。其中,主要部分是加压机构、焊接回路和控制装置。

图8-5 固定式电阻点焊机的结构及外形
a)结构 b)外形
1—电源 2—加压机构 3—电极 4—焊接回路 5—基座 6—传动与减速机构 7—开关与调节装置
(1)加压机构 加压机构是电阻点焊机的重要组成部分。由于各种产品的要求不同,因此电阻点焊机上有多种形式的加压机构:在无气源的车间,用电动机、凸轮加压机构;小型薄壁工件多用弹簧、杠杆式加压机构;在实际操作中采用最多的是气压式和气、液压式加压机构。
(2)焊接回路 焊接回路是指除工件之外参与焊接电流导通的全部零件所组成的导电通路。焊接回路包括变压器、电极夹、电极、机臂、导电盖板、母线和导电铜排等。
(3)控制装置 控制装置是由开关和同步控制装置两部分组成的。在电阻点焊机中,开关的作用是控制电流的通断,同步控制装置的作用是调节焊接电流的大小,精确控制焊接程序,且当网路电压有波动时,能自动进行补偿等。
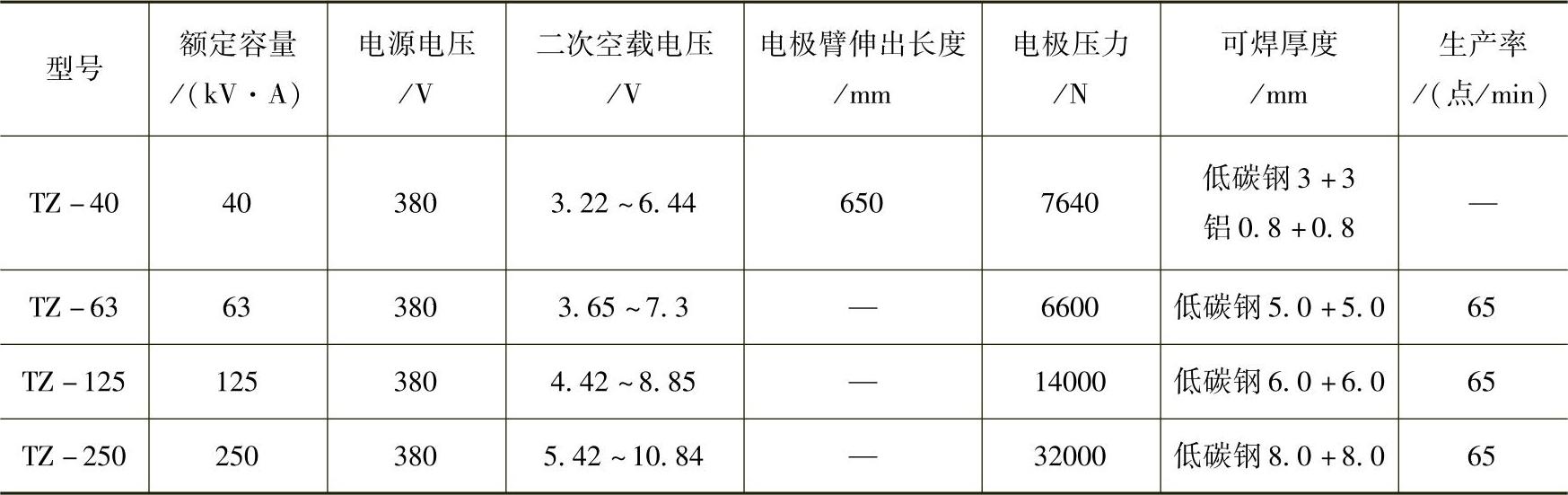
3.常用电阻点焊机的型号及技术数据
常用电阻点焊机的型号及技术数据见表8-3。
表8-3 常用电阻点焊机的型号及技术数据

三、凸焊机
凸焊机的结构与电阻点焊机的类似,只是凸焊机一般采用平板形电极,要求活动部分灵敏。常用凸焊机的型号及技术数据见表8-4。
表8-4 常用凸焊机的型号及技术数据
四、缝焊机
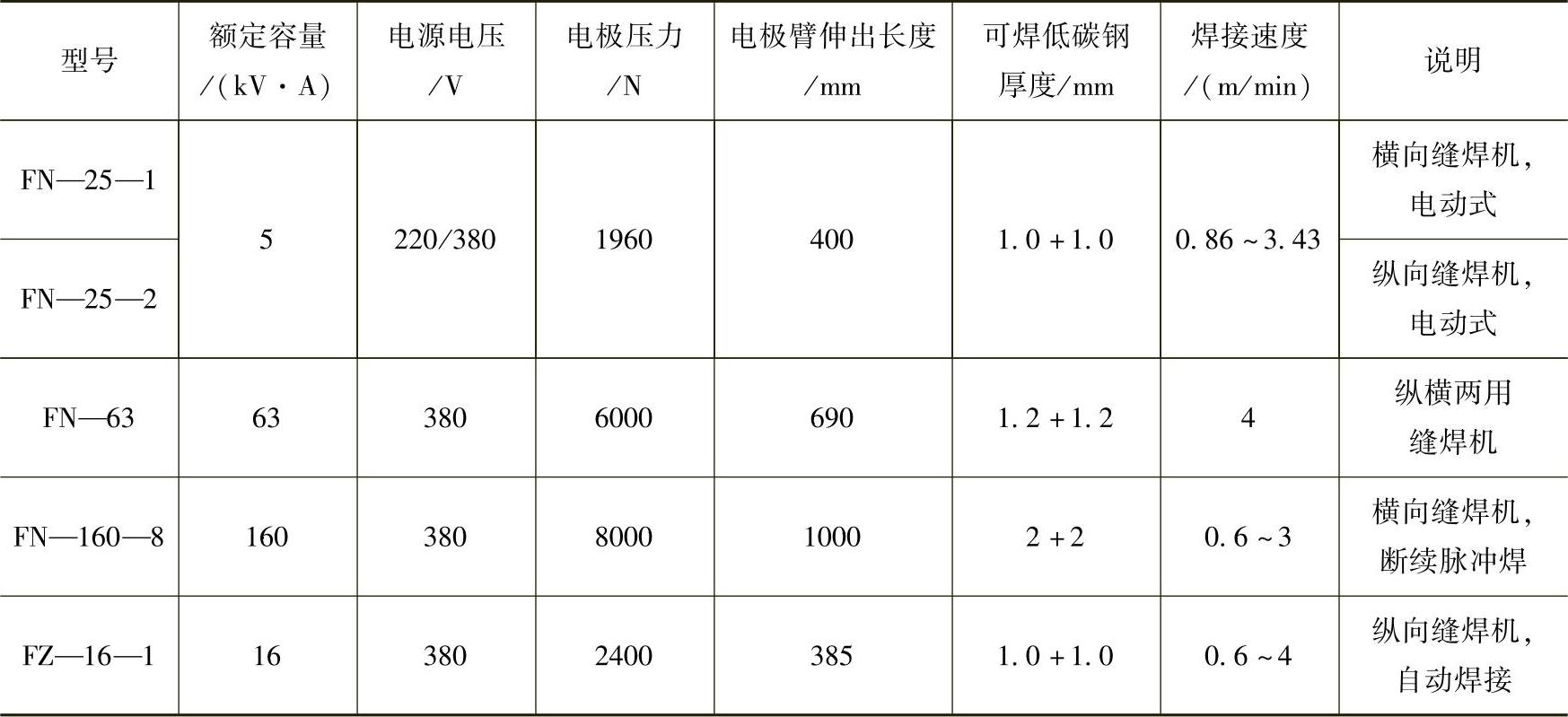
缝焊机与电阻点焊机的基本区别在于用旋转的滚轮电极代替了电阻点焊机的圆柱形电极,其他如机身、阻焊变压器、气缸和加压结构等基本上与电阻点焊机相同。常用缝焊机的型号及技术数据见表8-5。
表8-5 常用缝焊机的型号及技术数据
五、电阻对焊机
电阻对焊机由焊接变压器、机架、活动电极和固定电极、送给机构和夹紧机构等部分组成。电阻对焊机的结构与外形如图8-6所示。

图8-6 电阻对焊机的结构与外形
a)结构 b)外形
1—固定夹具 2—夹紧机构与电极 3—活动夹具 4—导轨 5—送给机构 6—调节刀开关 7—机架 8—电源进线
1.结构
(1)焊接回路 焊接回路是由刚性和柔性的导电元件相互串联(有时为并联)构成的导电回路。电阻对焊机的焊接回路一般包括电极、导电平板、二次软线及变压器二次绕组。
(2)机架 机架一般由型材焊接而成,内部装有焊接变压器、气路、水路和控制系统。机架上安装夹紧和送给机构,并要承受较大的顶锻力,因此要求有足够的强度和刚度。(https://www.xing528.com)
(3)送给机构 其作用是使工件与夹具一起沿导轨移动,并提供必要的顶锻力,动作应平稳无冲击。目前常用的送进机构有:手动杠杆式,多用于100kW以下的中、小功率电阻对焊机中;弹簧式送进机构,多用于压力小于1000N的电阻对焊机上;电动凸轮式送进机构,多用于中、大功率自动电阻对焊机上。
(4)电极与夹紧机构 电极位于夹紧机构之中。在焊接时,工件置于上、下电极之间,通过手柄转动螺杆将其压紧。夹紧机构由两个夹具构成,一个是固定夹具;另一个是可移动的,称为动夹具。目前常用的夹具结构形式有:手动偏心轮夹紧、手动螺旋夹紧、气压式夹紧、气-液压式夹紧和液压式夹紧。
2.常用电阻对焊机的型号及技术数据
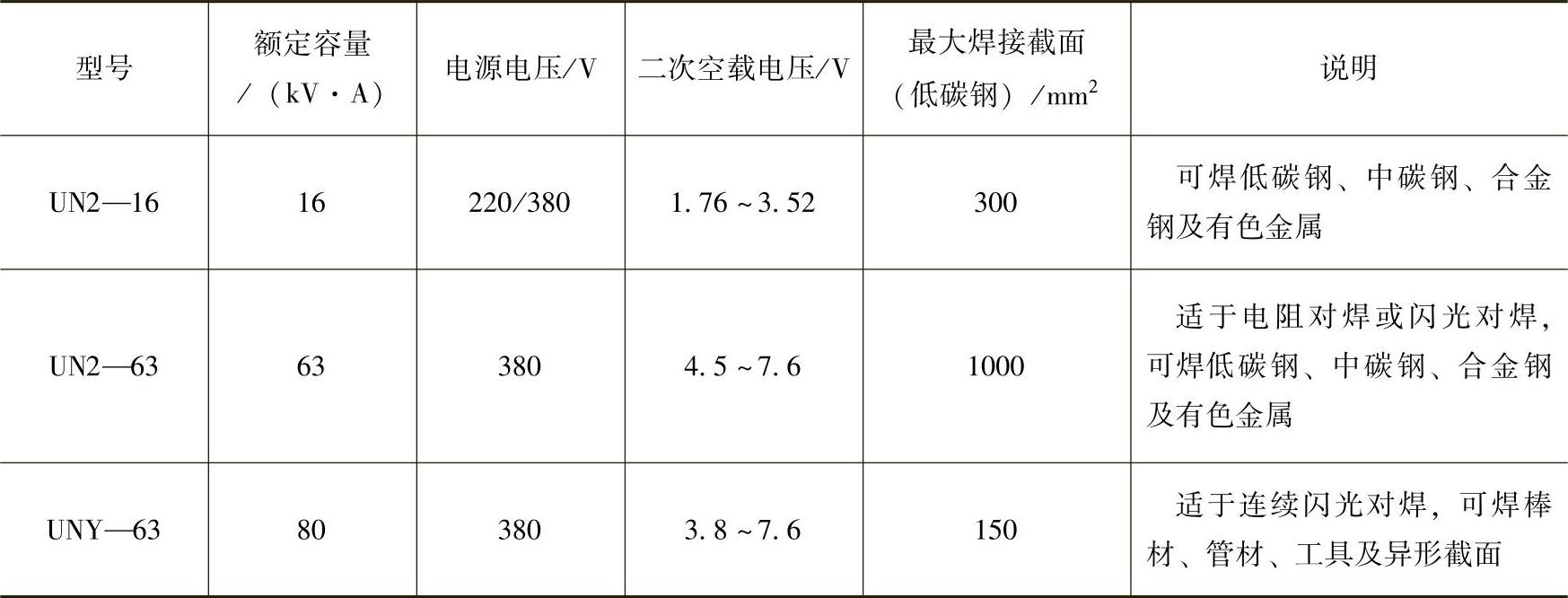
常用电阻对焊机的型号及技术数据见表8-6。
表8-6 常用电阻对焊机的型号及技术数据
任务准备
1)工件:Q235钢板,板厚度为1.0mm。
2)焊机:DN2—200型电阻点焊机,电极直径为6.4mm。
任务实施
1)指导学生熟悉并说出电阻点焊机各组成部分的名称及作用。
2)练习操作DN2—200型电阻点焊机。
检查评议
电阻点焊机的操作评分表见表8-7。
表8-7 电阻点焊机的操作评分表

提示:
1)电阻点焊是在电极压力作用下,通过电阻热来熔化金属,断电后在电极压力作用下结晶而形成焊接接头的。
2)完成一个点焊接头称为一个电阻点焊循环。普通的电阻点焊循环包括预压、通电加热、冷却结晶和休止四个相互衔接的阶段。
问题防治
DN2系列电阻点焊机常见故障及排除方法见表8-8。
表8-8 DN2系列电阻点焊机常见故障及排除方法

(续)

想一想
电阻点焊与凸焊相比有什么异同点?
扩展知识
电阻焊的安全操作规程
1)必须牢固、可靠地安装焊机,其周围15m内应无易燃易爆物品,并备有专用消防器材。
2)焊机安装位置应高出地面20~300mm,周围应有专用排水沟。
3)焊机的安装、拆卸、检修均由电工负责,施焊者不得随意接线。
4)焊机必须可靠接地,检修控制箱时必须切断电源。
5)焊机操作要由一个人完成,脚踏开关必须有安全防护措施。
6)施焊者必须戴防护眼镜,穿防护服和绝缘鞋。
考证要点
一、填空题
1.电阻焊电极的作用是____和____,电极材料主要由____制作。
2.电阻点焊机的种类很多,按用途的不同可分为____、____和____。
3.电阻点焊机按安装方式的不同,可分为____、____和____。
4.电阻对焊机由____、____、____和____、____和____等部分组成。
5.电阻焊电极材料与工件金属形成合金化的倾向要____,物理性能____,不易黏附。
6.固定式电阻点焊机的控制装置是由____和____两部分组成的。
二、选择题
1.电极材料主要是用含有Cr、Cd、Be、Al、Zn、Mg等合金元素的____加工制作的。
A.不锈钢 B.低合金钢 C.铜合金 D.铝合金
2.与常用变压器及弧焊变压器相比,电阻焊变压器具有____的特点。
A.功率大、可调节 B.电流小、电压高
C.连续工作状态 D.有空载运行
3.为了使电极具有良好的抗变形和耐磨损能力,电极应具有足够的和____。
A.塑性 B.高温强度
C.硬度 D.韧性
4.凸焊机的结构与电阻点焊机类似,只是凸焊机一般采用____,要求活动部分灵敏。
A.滚轮电极 B.圆柱形电极 C.平板形电极
三、判断题
1.缝焊机与电阻点焊机的基本区别在于用旋转的滚轮电极代替了电阻点焊时的圆柱形电极,其他如机身、阻焊变压器、气缸和加压结构等基本上与电阻点焊机相同。 ( )
2.电阻焊是以电阻热为热源的,为了使工件加热到足够的温度,必须施加很大的焊接电流。 ( )
3.电阻对焊机送给机构的作用是使工件与夹具一起沿导轨移动,并提供必要的顶锻力,动作应平稳无冲击。 ( )
4.焊接回路是由刚性和柔性的导电元件相互串联(有时为并联)构成的导电回路。 ( )
5.为了延长电极使用寿命,改善工件表面的受热状态,电极应具有低导电率与低热导率。 ( )
6.电阻焊通常是在工件装配好之后才接通电源的,一旦接通电源,变压器就在负载状态下运行,一般无空载运行的情况发生。 ( )
四、简答题
1.电阻焊对电极材料的要求有哪些?
2.缝焊机与电阻点焊机有哪些异同点?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。