



任务描述
1.理解电阻焊的原理。
2.了解电阻焊的特点、分类及应用。
3.认识电阻焊。
任务分析
电阻焊是以电阻热为能源的一种焊接方法。航空航天、电子、汽车、家用电器等工业部门的发展,使得电阻焊越来越受到重视,并对电阻焊的质量提出了更高的要求。本任务主要涉及电阻焊的原理、特点、分类及应用等知识点,并使学生通过观摩电阻点焊的操作过程来认识电阻焊,并为后两个任务的学习奠定基础。
相关知识
一、电阻焊的原理和分类
1.原理
电阻焊是将工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域时产生的电阻热进行焊接的方法,如图8-1所示。它利用本身的电阻热及大量塑性变形能量,形成结合面的共同晶粒而得到熔核、焊缝或对接接头。
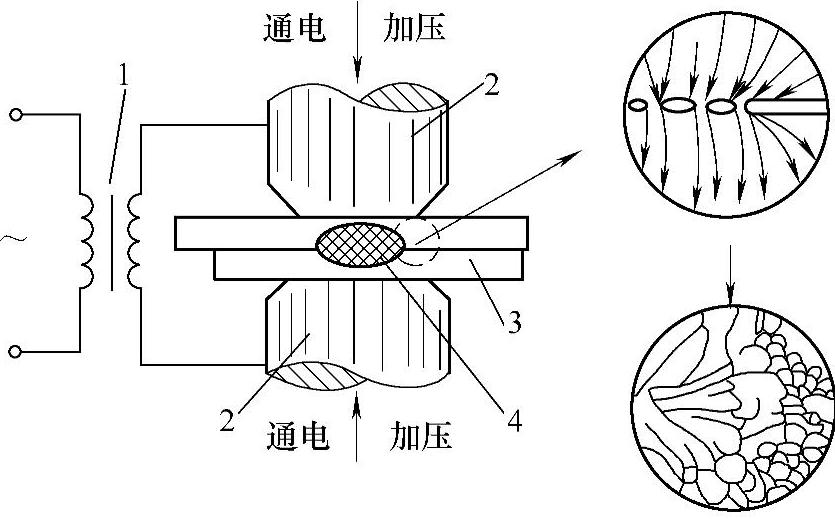
图8-1 电阻电焊原理
1—阻焊变压器 2—电极 3—工件 4—熔核
要形成一个牢固的焊接接头,两工件必须具有足够的共同晶粒。熔焊是利用外加热源使连接处熔化,凝固晶粒而形成焊缝的。电阻焊则是利用本身的电阻热和塑性变形的能量,形成结合面的共同晶粒而形成焊缝的。从连接的物理本质来看,二者都是靠焊接金属原子之间的结合力结合在一起的。但它们的热源不同。这是电阻焊与一般熔焊的不同之处。
电阻焊时,产生电阻热的电阻有工件之间的接触电阻、电极与工件间的接触电阻和工件本身的电阻三部分。电阻点焊时电阻的分布如图8-2所示。
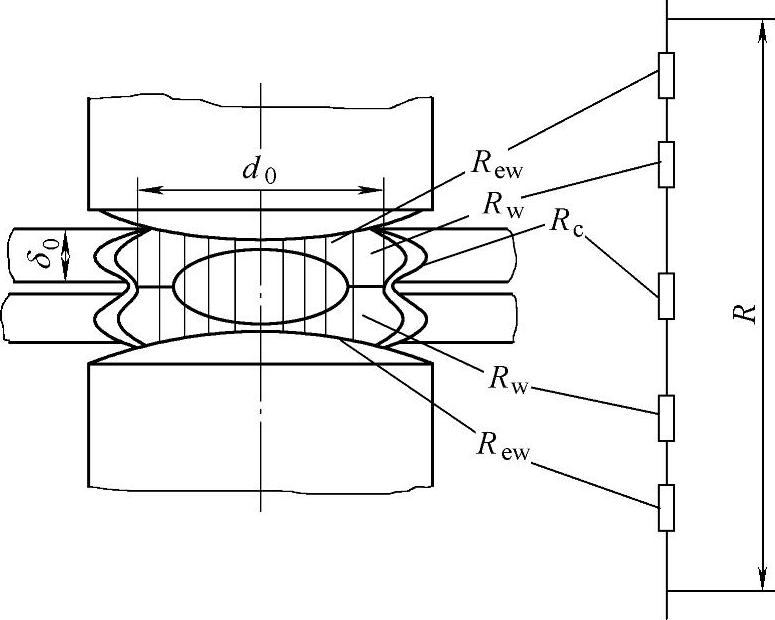
图8-2 电阻点焊时电阻的分布
Rew—电极与工件间的接触电阻 Rw—工件本身的电阻 Rc—工件之间的接触电阻
产生电阻热的电阻用公式表示为
R=2Rew+Rc+2Rw
式中 Rew——电极与工件间的接触电阻;
Rc——工件之间的接触电阻;
Rw——工件本身的电阻。
当两个工件相互压紧时,它们不可能在整个平面上都相接触,因为绝对平整的表面是不存在的。两工件只是在个别凸出点接触,电流只能沿这些实际接触点通过,使电流流过的截面积减小,从而形成接触电阻。由于接触面积总是小于工件的截面积,而且工件表面可能还有导电性较差的氧化膜或污物,因此接触电阻总是大于工件本身的电阻。由于电极与工件接触较好,因此它们之间的接触电阻较小,一般可忽略不计。
因此,在电阻焊过程中,工件间接触面上产生的电阻热是电阻焊的主要热源。
接触电阻的大小与电极压力、材料性质、工件表面状况以及温度有关。例如,增加电极压力、降低材料硬度、增加工件温度,都能够增大工件实际接触面积,减小接触电阻。当工件表面存在氧化膜和污物时,会显著增加接触电阻。
2.分类
按工艺特点的不同,电阻焊可分为电阻点焊、凸焊、缝焊、对接焊,如图8-3所示。按接头形式的不同,电阻焊可归纳成搭接接头电阻焊和对接接头电阻焊两大类。
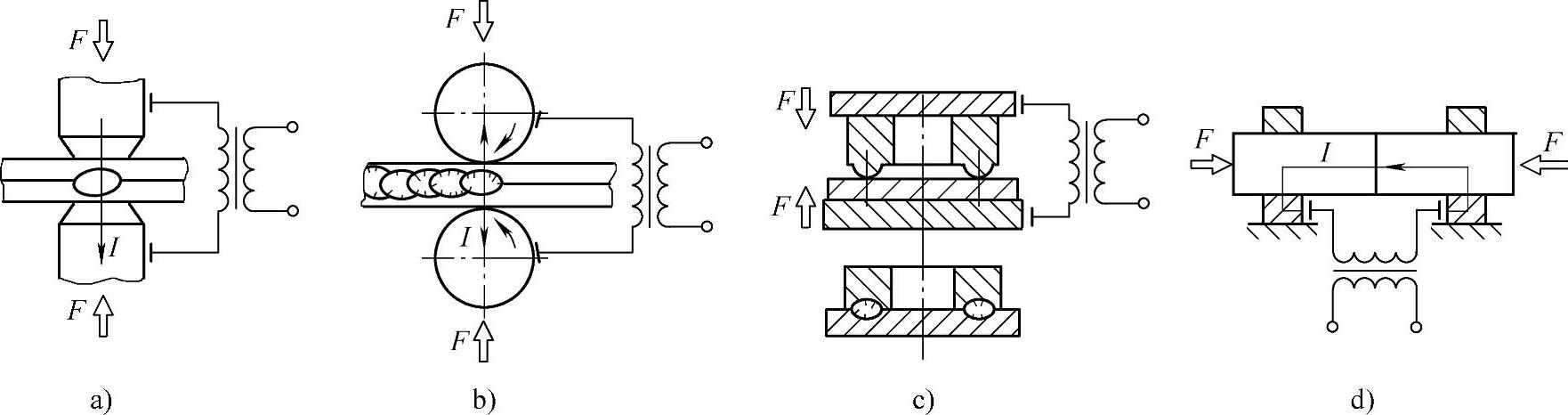
图8-3 主要的电阻焊方法
a)电阻点焊 b)缝焊 c)凸焊 d)对接焊
(1)电阻点焊 电阻点焊是一种高速、经济的连接方法。由于电阻点焊接头采用搭接形式,所以它主要适用于采用搭接接头、接头不要求气密、焊接厚度小于3mm的冲压或轧制的薄板构件。
在电阻点焊时,将工件搭接装配后,压紧在两圆柱形电极间,并通以很大的电流,利用两工件间较大的接触电阻产生大量热量,迅速将工件接触处加热到熔化状态,形成似透镜状的液态熔池(焊核),在液态金属达到一定数量后断电,在压力的作用下,液态熔池冷却凝固形成焊点。
按一次形成的焊点数,电阻点焊可分为单点点焊、双点点焊、多点点焊;按对工件供电方向的不同,电阻点焊可分为单向点焊和双向点焊;按加压传动机构的不同,电阻点焊可分为气压式、液压式、电动凸轮式、复合式、脚踏式等;按安装方式的不同,电阻点焊可分为手提式、悬挂式、固定式等。常用的电阻点焊方法如图8-4所示。
目前,电阻点焊广泛应用于汽车驾驶室、金属车厢复板、家具等低碳钢产品的焊接。在航空航天工业中,电阻点焊多用于连接飞机、喷气发动机、导弹、火箭等由合金钢、不锈钢、铝合金及钛合金等材料制成的部件。
(2)凸焊 凸焊是电阻点焊的一种变型,是在一个工件的贴合面上预先加工出一个或多个凸点,使其与另一工件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法。
凸焊的种类很多,除了板件凸焊外,还有螺母、螺钉类零件凸焊,线材交叉凸焊,管子凸焊和板材T形凸焊等。凸焊时,一次可在接头处形成一个或多个熔核。
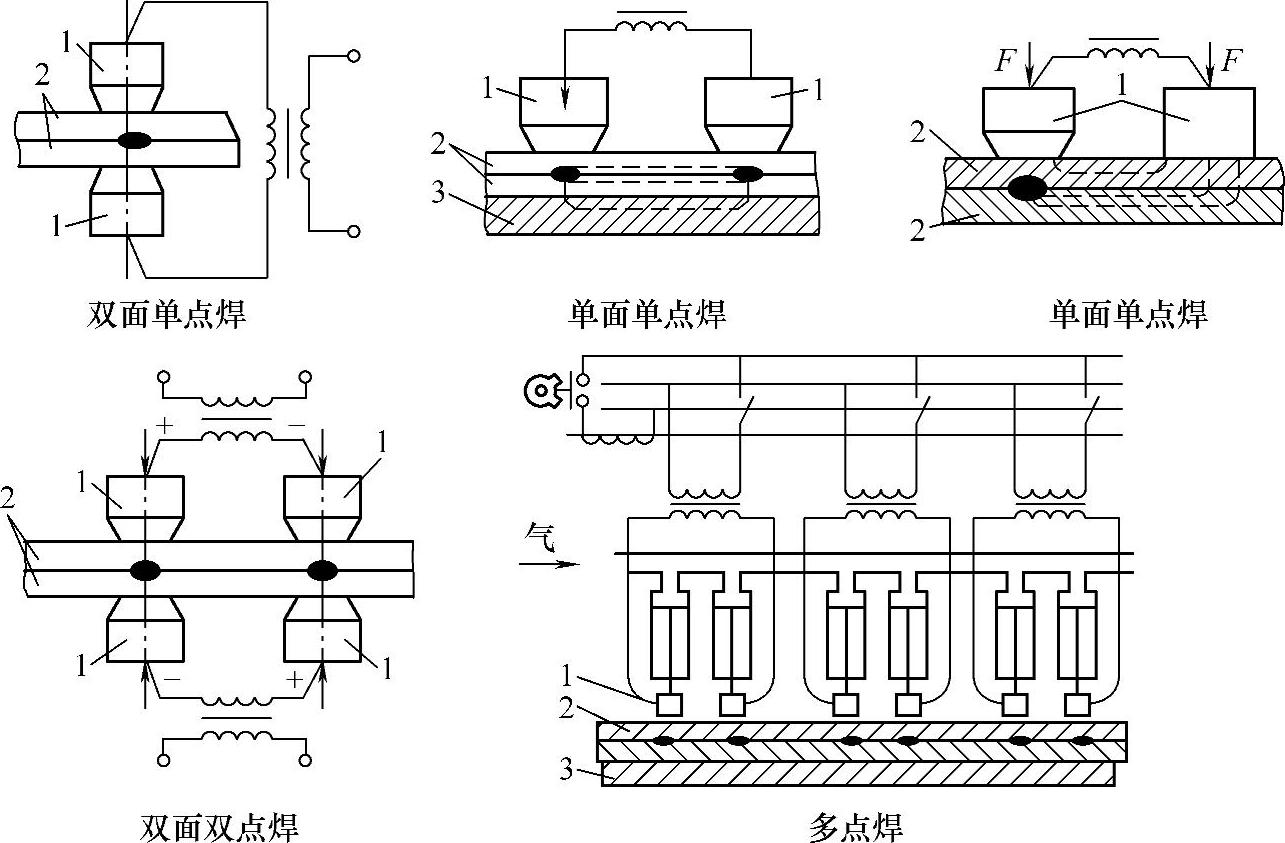
图8-4 常用的电阻点焊方法
1—电极 2—工件 3—钢垫板
凸焊主要用于焊接低碳钢和低合金钢的冲压件。板件凸焊时最适宜的厚度为0.5~4mm。在采用凸焊法焊接更薄的工件时,凸点设计要求严格,需要随动性极好的焊机,因此厚度小于0.25mm的板件更适于采用点焊。
(3)缝焊 在缝焊时,以旋转的滚盘代替电阻点焊时的圆柱形电极。工件在旋转的滚盘的带动下向前移动,电流断续或连续地由滚盘流过工件时即形成缝焊焊缝。因此,缝焊的焊缝实质上是由许多彼此相重叠的焊点组成的。由于缝焊的焊点重叠,故分流很大,因此工件不能太厚,一般不超过2mm。
缝焊接头也是采用搭接形式。
缝焊广泛应用于油桶、罐头盒、暖气片、飞机油箱和汽车油箱的焊接以及喷气发动机、火箭、导弹中密封容器的薄板焊接。
(4)对接焊 对接焊的接头为对接接头。对接焊是将工件装配成对接接头,使其端面紧密接触,利用电阻热将其加热至塑性状态,然后迅速施加顶锻力,从而完成焊接的方法。按加压和通电方式的不同,对接焊分为电阻对焊和闪光对焊。
1)电阻对焊。在电阻对焊时,将工件置于钳口(即电极)中夹紧,使其两端面紧密接触,然后通电加热,当工件端面及附近金属加热到一定温度(塑性状态)时,突然增大压力进行顶锻,使两个工件在固态下形成牢固的对接接头。
由于电阻对焊焊接接头中易产生氧化物杂质,因此某些合金钢及有色金属常在氩、氦等保护气氛中进行电阻对焊。
由于电阻对焊的接头较光滑,无毛刺,焊接过程较简单,焊缝的力学性能较低,因此电阻对焊仅用于小断面(小于250mm2)金属型材的焊接,如管道、拉杆、小链环等。
2)闪光对焊。在闪光对焊时,将工件置于钳口中夹紧后,先接通电源,再移动可动夹头,使工件缓慢靠拢接触,因端面个别点的接触而形成火花,在加热到一定程度后,突然加速送进工件,并进行顶锻,这时熔化金属被全部挤出结合面之外,靠大量塑性变形形成牢固的接头。
闪光对焊是对接焊的主要形式,在实际生产中应用非常广泛。闪光对焊的接头加热区窄,端面加热均匀,接头质量较高,而且生产率也高,故常用于重要受力对接件的焊接。闪光对焊适用于所有钢及有色金属的焊接。通常闪光对焊工件的横截面积小则几百平方毫米,大则达数万平方毫米。
二、电阻焊的特点及应用
1.电阻焊的优点
(1)焊接生产率高 在电阻点焊时,通用电阻点焊机每分钟可焊60点,若用快速电阻点焊机,则每分钟可焊500点以上;在对接焊直径为40mm的棒材时,每分钟可焊一个接头;在缝焊厚度为l~3mm的薄板时,其焊接速度通常为0.5~1m/min,滚点焊时最大的焊接速度可达60m/min。因此,电阻焊非常适合大批量生产。
(2)焊接质量好 从焊接接头来说,由于冶金过程简单,且不易受到空气的有害作用,所以电阻焊焊接接头的化学成分均匀,并且与母材基本一致。从整体结构来看,由于热量集中,受热范围小,热影响区也很小,所以电阻焊焊接变形量不大,并且易于控制。此外,电阻点焊和缝焊时,由于焊点处于工件内部,焊缝表面平整光滑,因而工件表面质量较好。
(3)焊接成本较低 电阻焊时不用焊接材料,一般也不用保护气体,所以在正常情况下除必需的电力消耗外,几乎没有其他消耗,因而使用成本低。
(4)劳动条件较好 电阻焊时既不会产生有害气体,也没有强光辐射,所以劳动条件比较好。此外,电阻焊焊接过程简单,易于实现机械化、自动化,因而工人的劳动强度较低。
2.电阻焊的缺点
1)由于电阻焊焊接过程进行得很快,因此,当某些工艺因素发生波动,对焊接质量的稳定性有影响时,往往来不及进行调整。另外,电阻焊后没有很简便的无损检测方法,所以重要的承力结构件应慎用电阻焊。
2)设备比较复杂。电阻焊设备除了需要大功率的供电系统外,还需精度高、刚度较大的机械系统,因而设备成本较高。
3)工件的厚度、形状和接头形式受到一定程度的限制。电阻点焊、缝焊一般只适用于薄板搭接接头,若厚度太大,则会受到设备功率的限制,而搭接接头又难免会增加材料的消耗,降低承载能力。对接焊主要适用于紧凑断面的对接接头,而焊接薄板类工件时则比较困难。
4)电阻点焊、缝焊的搭接接头不仅增加了构件的重量,而且在两板间的熔核周围形成尖角,致使接头的抗拉强度和疲劳强度降低。
3.电阻焊的应用
电阻点焊、缝焊和凸焊的特点为焊接电流大(几千安培至几万安培),通电时间短(几周波至几秒),生产率高,因此适于大批量生产,主要用于焊接厚度小于3mm的薄板组件。对接焊主要用于对接直径小于20mm的棒材或线材,不适于大断面和薄壁管子对接。
电阻焊是压焊中应用最广的一种焊接方法。电阻焊现已在航空器、汽车、自行车、轨道车辆、建材、量具、刃具及无线电器件等工业生产中得到了广泛的应用。
任务准备
1)工件:Q235钢板,板厚为1.0mm。
2)电阻点焊机:DN2—200型。(https://www.xing528.com)
3)布置参观学习任务。
任务实施
1)清理工件:在施焊前,冷轧钢板表面可不用清理,热轧钢板应去除铁锈、氧化皮等。
2)建议采用大电流短时间电阻点焊,虽然碳当量大的工件会产生一定的淬硬倾向,但是一般不影响使用。
3)焊厚板时建议选用带锻压力的压力曲线,以及带预热脉冲电流或断续通电的多脉冲电阻点焊方式,选用三相低频焊机焊接。
4)低碳钢属于铁磁性材料,当工件尺寸大时,应考虑分段调整焊接参数,以弥补因工件伸入焊接回路过多而使焊接电流减弱。
观摩低碳钢板电阻点焊的操作过程,加深对电阻焊原理的理解。
检查评议
观摩低碳钢电阻点焊的操作过程评分表见表8-1。
表8-1 观摩低碳钢电阻点焊的操作过程评分表
提示:
1)在认识电阻焊的过程中,必须做好安全保护措施,有异常情况时必须立即切断电源。
2)必须在教师的监护指导下操作,不得违反焊工安全操作规程。
扩展知识
焊接安全注意事项及焊机的使用和维护
1.焊接安全注意事项
(1)预防烫伤
1)操作者应戴平光防护镜和手套。
2)在焊接过程中应设防止火花飞溅的挡板。
3)不用手触摸刚焊完的焊缝或焊点。
(2)预防压伤
1)焊机的脚踏开关应有牢固的防护罩,以防止意外开动而使电极(或滚盘)压下。
2)在操作过程中不要把手指放到两电极(或滚盘)之间。
(3)预防触电
1)焊机必须可靠接地,并定期检查。
2)焊机周围应保持干燥、清洁,并垫绝缘胶皮,操作者要穿绝缘胶靴。
2.焊机的使用和维护
1)在焊机工作前,给各有关传动部分加油,保证其润滑良好。
2)在焊机通水后方可进行操作。
3)要保持接触器触点清洁。
4)电极与工件接触处应保持光洁,必要时用细砂纸磨光。
5)焊后应及时清理焊机上的飞渣,防止金属飞渣落入焊接变压器线圈中而发生短路。
6)焊机在0℃以下的环境中工作完毕后,应使用压缩空气吹除冷却管路中的冷却水。
考证要点
一、填空题
1.常用的电阻焊方法主要有____、____、____和____。
2.电阻焊是将工件组合后通过电极施加____,利用电流通过接头的____及邻近区域产生的____进行焊接的方法。
3.接触电阻的大小与____、____、____以及____有关。工件表面存在氧化膜和污物时,会显著____接触电阻。
4.对接焊按加压和通电方式的不同可分为____和____。
5.电阻点焊按对工件供电方向的不同可分为____和____;按一次形成的焊点数不同,可分为____、____和____。
6.____是对接焊的主要形式,在生产实际中应用非常广泛。
二、选择题
1.在电阻焊焊接过程中,____是电阻焊的主要热源。
A.工件本身的电阻 B.工件之间的接触电阻
C.电极与工件间的接触电阻
2.电阻点焊是一种高速、经济的连接方法。电阻点焊接头采用____。
A.对接接头 B.角接接头 C.搭接接头 D.T形接头
3.电阻点焊主要适用于接头不要求气密、焊接厚度小于____的冲压或轧制的薄板构件。
A.3mm B.5mm C.6mm D.8mm
4.电阻焊的焊接生产率高,电阻点焊时通用电阻点焊机每分钟可焊____点,因此电阻焊非常适合大批量生产。
A.40 B.50 C.60 D.70
5.对接焊是将工件装配成____接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后迅速施加顶锻力从而完成焊接的方法。
A.对接接头 B.角接接头 C.搭接接头 D.T形接头
6.电阻焊是____中应用最广的一种焊接方法。电阻焊现已在航空器、汽车、自行车、轨道车辆、建材、量具、刃具及无线电器件等工业生产中得到了广泛的应用。
A.熔焊 B.压焊 C.爆炸焊 D.电渣焊
三、判断题
1.凸焊本质上就是电阻点焊。( )
2.在电阻点焊时,将焊接电流切断后就不能再对工件施加压力。 ( )
3.不同厚度的金属材料不能用电阻点焊焊接在一起。 ( )
4.不同性质的金属材料可以采用电阻点焊焊接在一起。 ( )
5.电阻对焊最适合于焊接大截面工件。 ( )
6.缝焊适合于厚件的搭接焊。 ( )
四、问答题
1.何谓接触电阻?影响接触电阻的因素有哪些?
2.电阻焊的优点和缺点分别有哪些?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。