



任务描述
1.了解产生火焰的气体及其种类。
2.掌握氧乙炔焰的点燃、调节和熄灭的操作技术。
任务分析
本任务主要涉及产生火焰的气体及其种类,氧乙炔焰的种类与性质等知识点,并使学生进行氧乙炔焰的点燃、调节和熄灭的操作训练,为后面的两个任务做好准备工作。
相关知识
气焊与气割均是金属材料的主要加工方法。气焊与气割是将可燃气体与助燃气体混合燃烧产生的火焰作为热源,进行金属材料的焊接或切割的加工方法。气焊与气割具有设备简单、操作方便、质量可靠、成本低等特点,现已广泛应用于工业生产、建筑施工中。
一、产生火焰的气体
气焊与气割的热源是火焰,产生火焰的气体有可燃气体和助燃气体。可燃气体的种类很多,目前应用最普遍的是乙炔,其次是液化石油气;助燃气体是氧气。
1.氧气
在常温、常压下,氧呈气态。氧气的分子式为O2。氧气是一种无色、无味、无毒的气体。在标准状态下(温度为0℃,压力为0.1MPa),氧气的密度是1.429kg/m3。
氧气本身不能燃烧,但能帮助其他可燃物质燃烧。氧气的化学性质极为活泼,能与自然界的绝大多数元素(除惰性气体外)化合。这种化合作用称为氧化反应。氧气的化合能力随着压力的增大和温度的升高而增强,因此工业生产中常用压缩的气态氧。氧气如果与油脂等易燃物相接触,就会发生剧烈的氧化反应,而使易燃物自燃,甚至发生爆炸。因此,在使用氧气时必须特别注意安全,切不可使氧气瓶瓶阀、氧气减压器、焊炬、割炬、氧气皮管等沾染上油脂。
工业生产中的氧气是利用空气制取的。氧气的纯度对气焊与气割的质量、生产率和氧气本身的消耗量都有直接影响。气焊与气割对氧气的要求是纯度越高越好。工业用氧气按纯度分为两级,一级纯度氧气的含量不低于99.2%(体积分数),二级纯度氧气的含量不低于98.5%(体积分数)。对质量要求较高的气焊应采用一级纯度的氧气,气割可以采用二级纯度的氧气。
2.乙炔
乙炔是由电石(碳化钙)和水相互作用分解而得到的,是一种无色而带有特殊臭味的碳氢化合物,其分子式为C2H2。在标准状态下,乙炔的密度是1.179kg/m3。
乙炔是可燃性气体,燃点为305℃。它与空气混合燃烧时所产生的火焰温度为2350℃,而与氧气混合燃烧时所产生的火焰温度为3000~3300℃,足以迅速熔化金属而进行焊接和切割。
乙炔是一种具有爆炸性的危险气体。当乙炔的温度超过300℃,且压力增加到0.15~0.2MPa时,就容易发生爆炸。当乙炔在空气中的含量为2.2%~81%(体积分数),以及在氧气中的含量为2.8%~93%(体积分数)时所形成的混合气体,只要遇到火星就会立刻爆炸。
提示:
由于混合气体中乙炔的含量达到一定范围时遇到高温静电火花或火星会立刻发生爆炸,因此气焊、气割场所应注意通风和防止静电。
在乙炔与铜或银长期接触后,铜或银的表面上会生成一种爆炸性化合物——乙炔铜(Cu2C2)或乙炔银(Ag2C2)。这种化合物受到剧烈振动或者加热到110℃时就会发生爆炸,所以与乙炔接触的器具、设备禁止用纯铜制造,只准用含铜量低于70%(质量分数)的铜合金制造。乙炔与氯、次氯酸盐等化合会发生燃烧和爆炸,所以乙炔燃烧时,禁止用四氯化碳灭火。
乙炔爆炸时会产生高热,特别是产生高压气浪,其破坏力很强,因此在使用乙炔时必须注意安全。若将乙炔储存在毛细管中,其爆炸性就会大大降低。此外,乙炔能大量溶解于丙酮溶液中。现在生产中使用的乙炔瓶(瓶内装有丙酮溶液和多孔复合材料)就是利用乙炔的这种特性制造的。
3.液化石油气
液化石油气是油田开发或炼油厂裂化石油的副产品。其主要成分是丙烷(C3H8)、丁烷(C4H10)、丙烯(C3H6)、丁烯(C4H8)和少量乙烷(C2H6)、乙烯(C2H4)等碳氢化合物。石油气在常温常压下以气态存在,是一种略带臭味的无色气体,标准状态下密度为1.8~2.5kg/m3。如果施加0.8~1.5MPa的压力,石油气就可变成液态,便于装入瓶中储存和运输。工业上一般都使用液化石油气。
液化石油气与乙炔一样,与空气或氧气形成的混合气体具有爆炸性,但其具有爆炸危险的混合比值范围比乙炔小得多。另外,液化石油气的燃点为500℃,比乙炔的燃点高,因此液化石油气使用时比乙炔安全。
液化石油气与氧气混合燃烧时的温度比乙炔与氧气混合燃烧时的温度低,其在氧气中的燃烧温度为2000~2850℃,因此,用于气割时,金属的预热时间稍长,但切割质量较好,切口表面光洁,棱角整齐,不渗碳,切割薄板时变形量小。另外,液化石油气在氧气中的燃烧速度小,约为乙炔的1/2。其完全燃烧所需的氧气量比乙炔所需的氧气量大,因此要求割炬具有较大的混合气体喷出截面,以降低流速,保证良好的燃烧。
由于液化石油气具有比乙炔使用安全、成本较低、质量较好等优点,因此目前国内外已把液化石油气作为一种新的可燃气体,广泛应用于钢材的气割和低熔点有色金属的焊接中,如黄铜的焊接、铝及铝合金的焊接等。
二、氧乙炔焰的种类与性质
氧乙炔焰是乙炔与氧气混合燃烧所形成的火焰,是目前气焊、气割主要采用的火焰。氧乙炔焰具有很高的温度,加热集中,是气焊、气割的热源,同时产生的气流又是熔化金属的保护介质。
知识卡:
气焊用火焰包括氧乙炔焰、氢氧焰以及液化石油气、丁烷、丁烯等燃烧的火焰。其中,氢氧焰(氢气与氧气燃烧形成的火焰)是最早用于气焊与气割的火焰,但易发生爆炸事故,应用不广泛,目前主要用于铅的焊接及水下火焰切割等;液化石油气火焰主要用于金属切割及有色金属的焊接。
氧乙炔焰根据氧气和乙炔混合比的不同,可分为中性焰、碳化焰和氧化焰三种类型。当氧气和乙炔的混合体积比为1.1∶1~1.2∶1时燃烧所形成的火焰为中性焰,当混合体积比小于1.1∶1时燃烧所形成的火焰为碳化焰,当混合体积比大于1.2∶1时燃烧所形成的火焰为氧化焰。
氧乙炔焰的构造和形状如图7-1所示。

图7-1 氧乙炔焰的构造和形状
a)中性焰 b)碳化焰 c)氧化焰
1—焰心 2—内焰 3—外焰
1.中性焰
由于氧气与乙炔能够充分燃烧,所以中性焰在一次燃烧区内既无过量氧,又无游离碳。中性焰由焰心、内焰和外焰三部分组成,如图7-1a所示。
焰心外表面分布着乙炔分解所生成的碳素微粒层,炽热的碳素微粒发出明亮的白光,形成尖锥状、亮而明显的轮廓。虽然焰心很亮,但是由于乙炔分解而吸收了部分热量,所以温度较低,仅有800~1200℃。内焰位于碳素微粒层外面,呈蓝白色,有深蓝色线条。在内焰处,乙炔在氧气中燃烧所生成的一氧化碳和氢气对许多金属的氧化物具有还原作用,所以中性焰的内焰实际上并非中性,而是具有一定的还原性。内焰处距离焰心末端2~4mm的部位燃烧最激烈,温度最高,达3150℃左右,因此用中性焰焊接时应该用该处的火焰加热焊件。内焰的外面是外焰,外焰的颜色从里向外逐渐由淡紫色变成橙黄色。外焰的温度为1200~2500℃。在外焰处,一氧化碳和氢气与大气中的氧气完全燃烧后会生成二氧化碳和水蒸气,所以外焰具有氧化性。
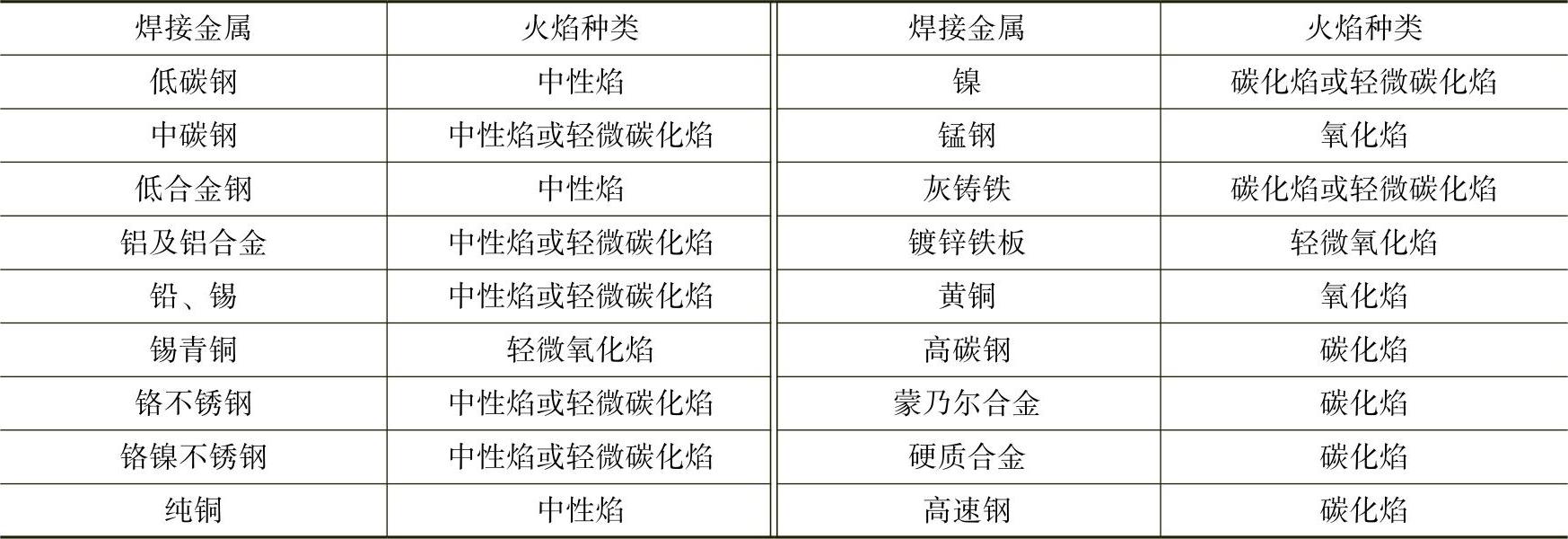
中性焰适用于低碳钢、中碳钢、低合金钢、不锈钢、纯铜、锡青铜及灰铸铁等的焊接及低碳钢和低合金钢切割。
2.碳化焰
碳化焰在氧乙炔混合气体燃烧后还有过剩的乙炔。碳化焰的整个火焰比中性焰长,也由焰心、内焰和外焰三部分组成,如图7-1b所示。碳化焰的最高温度为3000℃。
知识卡:
随着乙炔量的增加,火焰变长,挺度变差,焰心的轮廓也变得不清,外焰变长,当乙炔的过剩量过多时还会冒出黑烟。
由于碳化焰中存在过剩的乙炔,在火焰高温作用下分解成游离状态的碳和氢,因此碳化焰具有较强的还原作用,也有一定的渗碳作用。分解出的碳渗到熔池中,会提高焊缝的含碳量,从而使塑性下降;同时,过多的氢进入熔池中,使焊缝易产生气孔和裂纹。
由于碳化焰对焊缝金属具有渗碳作用,所以不能焊接低碳钢和低合金钢。轻微的碳化焰可用于高碳钢、中合金钢、高合金钢、铸铁、铝及铝合金的焊接。
3.氧化焰
氧化焰是在氧乙炔混合气体燃烧后还有过剩的氧气,在尖形焰心外面形成一个有氧化性的富氧区,整个火焰缩短,如图7-1c所示。氧化焰的最高温度可达3300℃。
由于氧的含量大,火焰的氧化反应剧烈,所以整个火焰缩短了。氧化焰的焰心形状变尖,呈淡紫蓝色,轮廓不明显;内焰很短,几乎看不到;外焰也很短,呈紫蓝色,火焰挺直,燃烧时会发出急剧的“嘶嘶”声。
知识卡:
氧化焰的长度取决于氧的压力和火焰中氧的比例。火焰中氧的比例越大,则整个火焰越短,噪声也越大。
由于氧化焰具有氧化性,焊接一般的碳钢和有色金属时,会使焊缝金属氧化,形成气孔,加剧熔池的沸腾,使焊缝中合金元素烧损,从而降低焊缝的质量,所以氧化焰较少采用。但在焊接黄铜和锡青铜时,利用氧化焰的氧化性生成的氧化物薄膜覆盖在熔池表面,可阻止锌、锡的蒸发,所以焊接黄铜、锰黄铜、锡青铜和镀锌铁板等材料时,宜采用氧化焰或轻微氧化焰。
综上所述,焊接不同的金属材料,应采用不同性质的火焰。表7-1为各种金属材料气焊火焰的选择见表7-1。
表7-1 各种金属材料气焊火焰的选择
任务准备
1.焊接设备及工具
氧气瓶、减压器、乙炔瓶、焊炬(H01—6型)、橡胶软管。
2.辅助器具
护目镜、点火枪、通针、钢丝刷等。
任务实施
1.焊炬的握法
右手持焊炬,将拇指放于乙炔阀处,食指放于氧气阀处,以便随时调节气体流量,其他三指握住焊炬柄。
2.氧乙炔焰的点燃
首先逆时针方向旋转乙炔阀放出乙炔,然后逆时针方向稍微开启氧气阀,乙炔和氧气在焊炬内混合后从焊嘴喷出,然后将焊嘴靠近火源点火。在刚开始点火时,如果氧气量过大或乙炔不纯,则不易点燃或连续发出“放炮”声,此时应微关氧气阀或放出不纯的乙炔后重新点火。点火姿势如图7-2所示。
图7-2 点火姿势
提示:
点火时,最好用专用的点火枪,尽量不用火柴和打火机。此外,拿火源的手不要正对着焊嘴,也不要将焊嘴指向他人,以防烧伤自己或他人。点火后的焊炬不能任意放置,短时停止焊接时应熄灭火焰。
3.氧乙炔焰的调节
刚开始点燃的火焰多为碳化焰。点火后,慢慢地调节氧气阀,逐渐增加氧气的供给量,直至焰心呈白色且明亮、轮廓清晰的尖锥形,内焰呈蓝白色并有深蓝色线条,内焰、外焰无明显界线为止。这时的火焰即为中性焰。
将氧气阀的开启程度逐渐增大或将乙炔阀的开启程度逐渐减小,直至内焰消失,焰心和外焰缩短,焰心形状变尖并呈淡紫蓝色,外焰呈紫蓝色,火焰挺直,燃烧时发出急剧的“嘶嘶”声为止。这时的火焰即为氧性焰。
将氧气阀的开启程度逐渐减小或将乙炔阀的开启程度逐渐增大,直至可以明显地分出焰心、内焰和外焰三个部分,并且焰心呈蓝白色,内焰呈淡蓝色,外焰呈橙黄色为止。这时的火焰即为碳性焰。
4.火焰的熄灭
在焊接结束或中途停止时,必须熄灭火焰。正确的熄灭方法是:先顺时针方向旋转乙炔阀,直至关闭,再顺时针方向旋转氧气阀,直至关闭。这样可避免出现黑烟和发生火焰倒袭。此外,关闭阀门时以不漏气为准,不要关得太紧,以防止阀门磨损过快,降低焊炬的使用寿命。
5.气焊(气割)的回火
气焊(气割)时,有时会发生气体火焰进入喷嘴内逆向燃烧的现象,这种现象称为回火。回火可能烧毁焊(割)炬、管路甚至引起可燃气体储罐爆炸。
发生回火的根本原因是混合气体从焊(割)炬的喷射孔内喷出的速度小于混合气体的燃烧速度。
由于混合气体的燃烧速度一般不变,所以只要有降低混合气体喷射速度的因素存在,就可能发生回火。发生回火的一般原因如下:(https://www.xing528.com)
1)输送气体的软管太长、太细,或者曲折太多,使气体在软管内流动时所受的阻力增大,气体流速降低而引起回火。
2)焊(割)时间过长或者焊(割)嘴太靠近工件,此时焊(割)嘴温度升高,使焊(割)炬内的气体压力也随着增高,增大了混合气体的流动阻力,降低了气体的流速,从而引起回火。
3)焊(割)嘴端面黏附了过多飞溅出来的熔化金属微粒而使喷射孔阻塞,使混合气体不能畅通地流出而引起回火。
4)输送气体的软管内壁或焊(割)炬内部的气体通道上黏附了固体碳质微粒或其他物质,增大了气体的流动阻力,降低了气体的流速,从而引起回火。
若发生回火,则必须立即处理。处理的方法是:迅速关闭乙炔阀和氧气阀,切断乙炔和氧气的来源,使回火熄灭。在回火熄灭后,再开启氧气阀,以吹掉焊(割)炬内残留的余焰和碳质微粒,重新点燃焊(割)炬继续进行工作。
检查评议
氧乙炔焰的点燃、调节和熄灭评分表见表7-2。
表7-2 氧乙炔焰的点燃、调节和熄灭评分表

问题防治
1.火焰不易点燃或出现连续的“放炮声”
原因:氧气量过大或乙炔不纯。
解决措施:微关氧气阀或放出不纯的乙炔后重新点火。
2.阀门或焊嘴漏气
原因:焊嘴未拧紧;压紧螺母松动或垫圈损坏。
解决措施::拧紧焊嘴;拧紧压紧螺母或更换垫圈。
扩展知识
气焊、气割安全技术
1)从事气焊、气割的工人应经过安全教育,并接受专业安全理论培训和技能训练,经考试合格持有证书,并且身体健康。
2)在狭窄或通风不良的地沟、坑道、检查井、容器及半封闭地段等处进行气焊或气割时,应在工作地点外面较为宽敞的地方调节火焰并点火,禁止在工作地点调节火焰和点火。焊炬、割炬都应随人进出。
3)禁止在带压力或带电压及同时带有压力、电压的容器、管道及设备上进行气焊或气割工作。在特殊情况下,当需要在不可能泄压、切断电源的情况下工作时,应采取可靠的安全措施,并向上级主管安全的部门申请,批准后方可动火。
4)在密闭容器及舱室中气焊或气割时,应先打开工作物的孔盖,使内部空气流通,必要时应由专人监护。在工作暂停或结束时,焊炬、割炬及胶管等都应随人进出,禁止放在工作地点。
5)气焊、气割用的胶管应妥善固定,严禁缠在焊工身上使用。
6)登高气焊、气割时,应根据作业高度和环境条件,定出危险区范围,禁止在作业下方及危险区堆放易燃、易爆物品和停留人员。同时,还应备有梯子、带有栏杆的工作台、标准安全带、安全绳、工具袋及完好的工具和防护用品。
7)焊工在多层结构或高空构架上进行交叉作业时,应戴好符合有关标准规定的安全帽。
8)在已停止的机器内进行气焊或气割时,必须彻底切断机器(包括主机、辅机、运转机构)的电源和气源,锁住起动开关,并设置“修理施工,禁止转动”的安全标志,或由专人负责看守。
9)在水泥地面上进行气割时,应先将工件垫起,并在下面放上薄钢板或石棉板,然后再进行气割。
10)禁止切割悬挂在起重机吊钩上的工件和设备。若必须这样做,则应采取可靠的安全措施,并经安全技术部门批准才能进行。
11)在露天作业或遇到六级以上的大风或下雨时,应停止气焊、气割工作。
12)当气焊或气割储存过汽油或其他油类的容器时,需将容器上的孔盖全部打开,先用热碱水将容器的内壁清洗干净,再用压缩空气吹干,要在充分做好防护工作的情况下进行工作。
13)在企业规定的禁火区内不准进行气焊或气割,若需进行气焊或气割,则必须把工件移到指定的动火区内或在安全区进行。
14)易燃、易爆物品与气焊或气割作业点的距离不应小于10m。
15)气焊、气割车间或固定工作场地必须配有足够的水源、干砂和灭火器材。存放的灭火器材应经过检验,且是合格、有效的。当气割或气焊现场发生火灾时,应根据扑救物料的燃烧性能来选用灭火器材。
16)在气焊或气割完毕后,应将焊炬或割炬及氧气、乙炔胶管绕好,挂在靠墙的架子上,不能随地乱放,并应及时清理现场,彻底消除火种,经检查确认完全消除危险后,方可离开现场。
17)气焊、气割设备应按照设备管理规定,由专人负责,并定期进行保养。工装、夹具、胎模及工具要由专人负责保管,并按定置管理的规定放置。
18)应采取各种有效措施,加强气焊、气割固定工作点和焊、割车间的通风。
19)焊工应按规定穿戴劳动保护用品。在进行准备、清理工作(如打磨工件、清渣)时,应使用防渣眼镜;在进行气焊、气割作业时,应根据焊工的视力、工作场地及被焊(割)的材质选用护目镜,一般选用3~7号黄绿色镜片;在进行气焊、气割时,应身着棉帆布工作服,并且工作服应保持干燥,口袋应有盖,上身要遮住腰部,裤长应罩住鞋面,工作服上不得有破损、孔洞和缝隙,不允许沾有油脂;在仰焊位置气焊或气割时,焊工应在颈部围毛巾,穿用防燃材料制成的护肩、长袖套、围裙和鞋盖。
考证要点
一、填空题
1.气焊是以____与____混合燃烧产生的____作为热源,进行金属材料焊接的加工方法。
2.工业用的氧气按纯度分为两级,一级纯度的氧气含量不低于____%(体积分数),二级纯度的氧气含量不低于____%(体积分数)。
3.在乙炔与铜或银长期接触后,铜或银的表面上会生成一种____性化合物,即____或____。这种化合物受到剧烈振动或者加热到℃时就会发生爆炸。
4.生产中使用的乙炔瓶内装有丙酮溶液和多孔复合材料。它是利用乙炔的____特性制造的。
5.液化石油气与氧气混合燃烧时的温度比乙炔与氧气混合燃烧时的温度____。在将液化石油气用于气割时,金属的预热时间____,但其切割质量。
6.氧乙炔焰根据氧和乙炔混合比的不同,可分为____焰、____焰和____焰三种类型。
7.当气焊火焰为中性焰时,温度最高处是在内焰处距离焰心末端____的部位,温度可达____℃左右。
8.由于碳化焰中存在过剩的乙炔,在火焰高温作用下分解成游离状态的____和____,因此碳化焰具有较强的____作用,也有一定的____作用。
二、选择题
1.氧气在气焊和气割中是。
A.可燃物质 B.易燃物质 C.杂质 D.助燃物质
2.是不能用于气焊和气割的可燃气体。
A.氢气 B.氩气 C.丙烷气 D.天然气
3.在同等条件下,乙炔气的密度空气密度。
A.大于 B.等于 C.小于
4.气焊低碳钢时,宜采用。
A.中性焰 B.碳化焰 C.氧化焰 D.轻微碳化焰
5.气焊黄铜时,宜采用。
A.中性焰 B.碳化焰 C.氧化焰 D.轻微碳化焰
6.气焊高速钢时,宜采用。
A.中性焰 B.碳化焰 C.氧化焰 D.轻微碳化焰
7.气焊时,易燃、易爆物品与气焊作业点的距离不应小于m。
A.3 B.5 C.10 D.15
8.乙炔着火时不宜采用灭火器进行灭火。
A.四氯化碳 B.二氧化碳 C.干粉
三、判断题
1.当氧气与乙炔的混合体积比为1.1∶1~1.2∶1时,乙炔燃烧的火焰是氧化焰。 ( )
2.氧化焰可达到的火焰温度最高。 ( )
3.乙炔是一种具有爆炸性的危险气体,使用时要严格按规程操作。 ( )
4.乙炔使用时比液化石油气安全。 ( )
5.对质量要求较高的气焊应采用一级纯度的氧气,而气割可以采用二级纯度的氧气。 ( )
6.气焊低碳钢和低合金钢时,宜采用碳化焰。 ( )
7.碳化焰的整个火焰比中性焰短。 ( )
8.凡与乙炔接触的器具和设备禁止用纯铜制造。 ( )
四、简答题
1.氧气与乙炔的主要性质是什么?
2.氧乙炔焰按混合体积比的不同可分为哪几种火焰?这几种火焰的性质及应用范围如何?
3.什么是回火?回火发生的原因有哪些?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。