



任务描述
1.理解MAG焊的原理,了解MAG焊的特点。
2.了解MAG焊常用活性混合气体及其适用范围。
3.熟悉MAG焊的设备及工艺。
4.掌握MAG焊的操作方法。
任务分析
本任务主要涉及MAG焊的原理及特点,MAG焊常用活性混合气体及其应用,MAG焊的设备及工艺等知识点,并使学生通过薄板平对接MAG焊操作训练来掌握MAG焊的操作方法。
相关知识
一、MAG焊的原理及特点
熔化极活性气体保护焊简称为MAG焊。它是将惰性气体(氩气)与少量氧化性气体(CO2、O2或其混合气体)组成的混合气体作为保护气体的熔化极气体保护焊。由于混合气体以氩气(Ar)为主,所以MAG焊又称为富氩混合气体保护焊。
由于在惰性气体中加入了便宜的氧化性气体,因此MAG焊与MIG焊相比降低了焊接成本,但不如CO2气体保护焊经济。与CO2气体保护焊和熔化极氩弧焊相比,MAG具有以下优点:
1.与CO2气体保护焊相比
1)由于电弧温度高,易形成喷射过渡,故电弧燃烧稳定,飞溅小,熔敷效率高,节省焊接材料,焊接生产率高。
2)由于大部分气体为惰性气体,对防止熔池氧化有良好的保护作用,且能控制焊缝的冶金质量,因此气孔生成率下降,力学性能有所提高。
3)焊缝平缓,成形好;焊波细密,均匀美观。
2.与熔化极氩弧焊相比
1)由于熔池、熔滴温度比熔化极氩弧焊的高,电流密度大,故熔深大,焊缝厚度大,且焊丝熔化速度大,熔敷效率高,有利于提高焊接生产率。
2)由于具有一定的氧化性,因此降低了液体金属的表面张力、液态金属黏稠度、易咬边及斑点漂移等缺陷的发生率,提高了电弧燃烧的稳定性。
3)改善了焊缝熔深形状及外观成形,即由指状(蘑菇)熔深成形改变为深圆弧状成形,接头的力学性能好。
二、常用活性混合气体及其适用范围
1.Ar+O2
通常情况下,该混合气体中Ar与O2的体积分数比为(91%~99%)/(9%~1%)。这种混合气体适用于焊接低碳钢、不锈钢和高强度钢。当焊接不锈钢和高强度钢时,O2的体积分数应控制在1%~5%;当焊接低碳钢时,O2的体积分数可达20%。
2.Ar+CO2
通常情况下,该混合气体中Ar与CO2的体积分数比为(70%~80%)/(30%~20%)。这种混合气体既可以用于喷射过渡电弧,又可以用于短路过渡电弧及脉冲过渡电弧,常用于焊接低碳钢和低合金钢。CO2的加入提高了喷射过渡的临界电流,当CO2的体积分数达到30%的时候,熔滴过渡将失去氩弧焊的特征,而呈现出CO2电弧特征,所以现在常用Ar80%+CO220%的混合气体。但在使用短路过渡电弧进行垂直焊和仰焊时,为提高对熔池的控制,Ar和CO2的体积分数比则选为50%/50%。
3.Ar+O2+CO2
在焊接低碳钢和低合金钢时,将Ar+O2+CO2三元混合气体作为保护气体会获得更好的效果,其焊缝成形、接头质量、金属熔滴过渡和电弧稳定性均好于Ar+O2和Ar+CO2二元活性气体保护焊。通常采用的保护气体配比为Ar80%+CO215%+O25%,但在我国很少采用三元混合气体,大多采用Ar+O2和Ar+CO2二元混合气体。
三、MAG焊设备
MAG焊设备(见图4-23)类似于在CO2气体保护焊设备中加入了氩气源和混合气体配比装置。其中,混合气体配比装置可以有效地保证混合气体组分配比正确、可靠和均匀。通常单台焊机使用混合气体作保护气时,必须使用专门的混合气体配比装置,对于集中供气系统,则由整个系统来保证。为了方便使用,可在市场上直接购买瓶装混合气体。
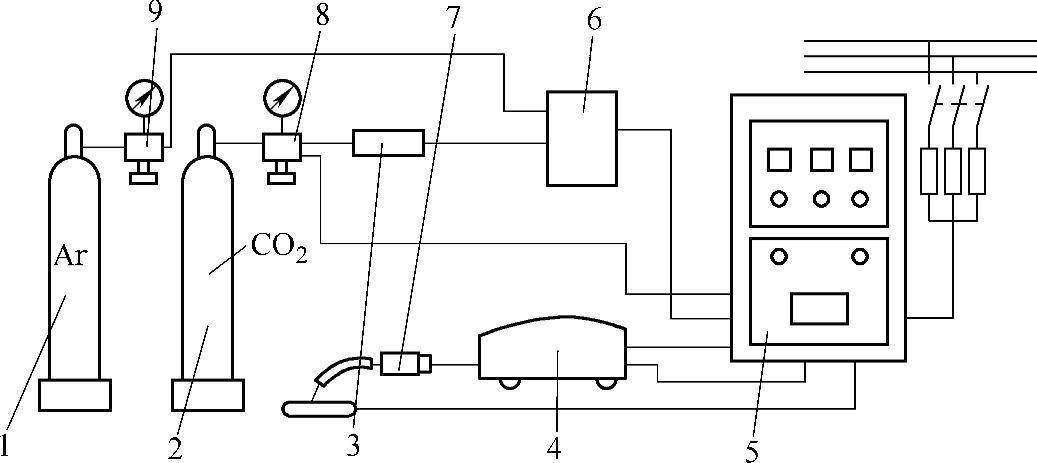
图4-23 MAG焊设备示意图
1、2—气体钢瓶 3—干燥器 4—送丝小车 5—焊接电源 6—混合气体配比装置 7—焊枪 8、9—减压流量计
四、MAG焊工艺
选择合理的焊接参数可以有效地提高焊缝质量和生产效率。MAG焊的主要焊接参数包括焊丝直径、焊接电流、电弧电压、焊接速度、焊丝伸出长度、气体流量、电源的种类等。
1.焊丝直径
由于MAG焊的保护气体具有一定的氧化性,所以焊丝需要含有Si、Mn等脱氧元素。在焊接低碳钢、低合金钢时常选用ER50-3、ER50-6、ER49-1等型号的焊丝。半自动焊时,焊丝直径一般在1.6mm以下;自动焊时,焊丝直径往往大于2mm。
2.焊接电流
焊接电流是一个关键的焊接参数。焊接电流应根据工件的材质和厚度、焊丝直径、施焊位置、坡口形状及熔滴过渡形式来确定。通常随着焊接电流的增大,熔深会显著增加,而熔宽略有增加。当焊接电流过大时,容易引起烧穿、焊漏及裂纹等缺陷,且使工件产生较大的变形。当焊接电流过小时,容易产生未焊透、未熔合、夹渣及焊缝成形不良等缺陷。在实际生产中,应在保证焊透和成形良好的前提下,尽可能采用大焊接电流,以提高焊接生产率。
3.电弧电压
电弧电压也是一个关键的焊接参数。电弧电压的高低决定了电弧长短及熔滴过渡的形式。当电弧电压增大时,熔宽会随之增大,而熔深则略有减小。在焊接生产过程中,只有使电弧电压与焊接电流恰当配合,才能保证电弧稳定、飞溅少且焊缝成形良好。
4.焊接速度
焊接速度也是重要的焊接参数之一。在焊接电流、电弧电压及焊丝直径已确定的条件下,增大焊接速度会使熔宽和熔深同时减小。当焊接速度过大时,容易产生未焊透、熔合不佳、焊道太薄、保护效果差、气孔等缺陷;当焊接速度过小时,会导致焊缝过热,甚至烧穿,且焊缝成形不良,生产率降低。所以在实际操作时,要综合板厚、电弧电压、焊接电流、层次、坡口形状及坡口大小等因素来确定焊接速度。
5.焊丝伸出长度
焊丝伸出长度是指从导电嘴端部到工件表面的距离。选择并保持合适的焊丝伸出长度是保证焊接过程稳定的基本条件之一。一般情况下,焊丝伸出长度为焊丝直径的10倍。
6.气体流量
气体流量也是一个重要的焊接参数。若气流量太小,则会减弱保护作用;若气体流量过大,则一方面会增加成本,另一方面会导致紊流的产生,保护效果同样不好。
7.电源的种类
MAG焊一般均采用直流反极性焊接,即工件接负极,焊枪接正极。
知识卡:
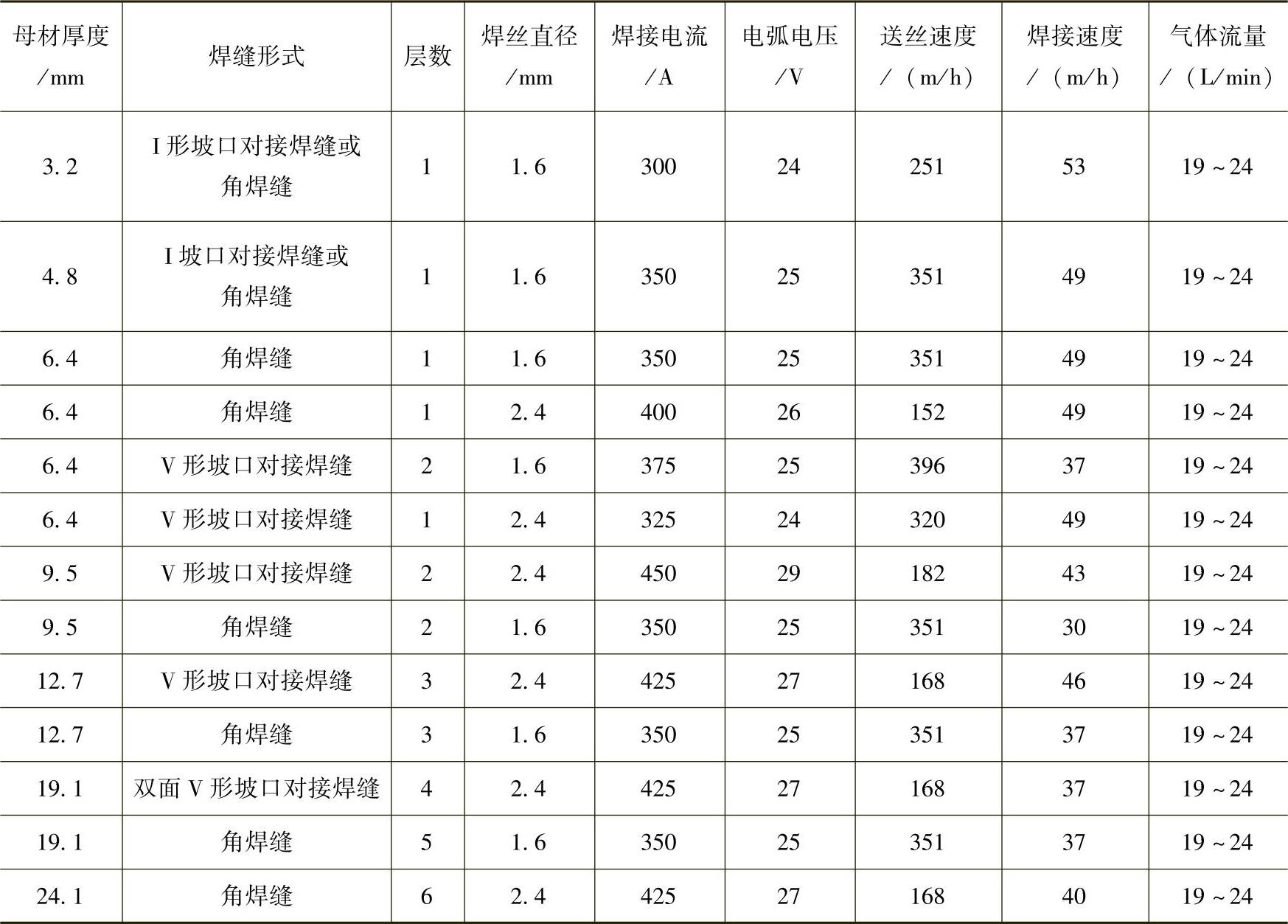
短路过渡MAG焊焊接参数见表4-18。喷射过渡MAG焊焊接参数见表4-19。
表4-18 短路过渡MAG焊焊接参数
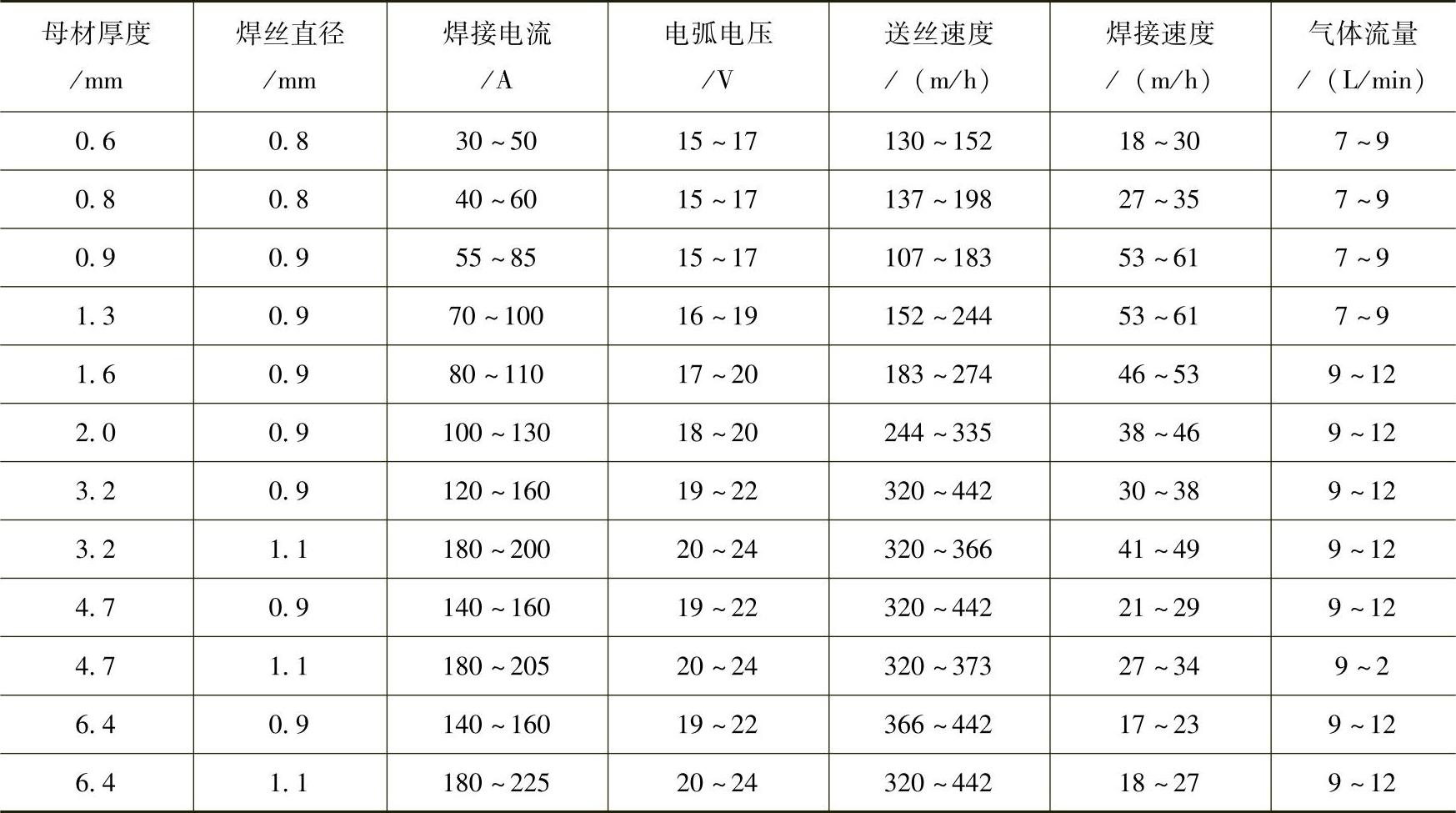
表4-19 喷射过渡MAG焊焊接参数
任务准备
1)工件材料及尺寸:Q235钢,尺寸为200mm×50mm×2mm,两块。
2)焊接材料:ER50-6型焊丝,直径为1.0mm;氩气,CO2气体。
3)MAG焊设备及工具:混合保护气体钢瓶、减压器、送丝小车、焊接电源(KR350型)和焊炬(H01-6型)、橡胶软管。
4)辅助工具:护目镜、钢丝钳、錾子、锤子、钢丝刷等。(https://www.xing528.com)
5)焊前清理:清除工件表面的氧化皮、铁锈、油污、水分及其他污物,直至露出金属光泽。
6)装配定位:将钢板水平放置在工作台上,预留1mm的根部间隙,以保证背面焊透;前后两端2点定位焊缝,定位焊点长度为5~7mm,不宜过长、过高或过宽,以保证将工件焊透为宜。
定位焊后,将工件沿接缝处向下折成160°左右,即采用预先反变形法,以防止工件角变形,然后用胶木锤将接缝处矫正齐平。
任务实施
薄板平对接MAG焊焊件图如图4-24所示。
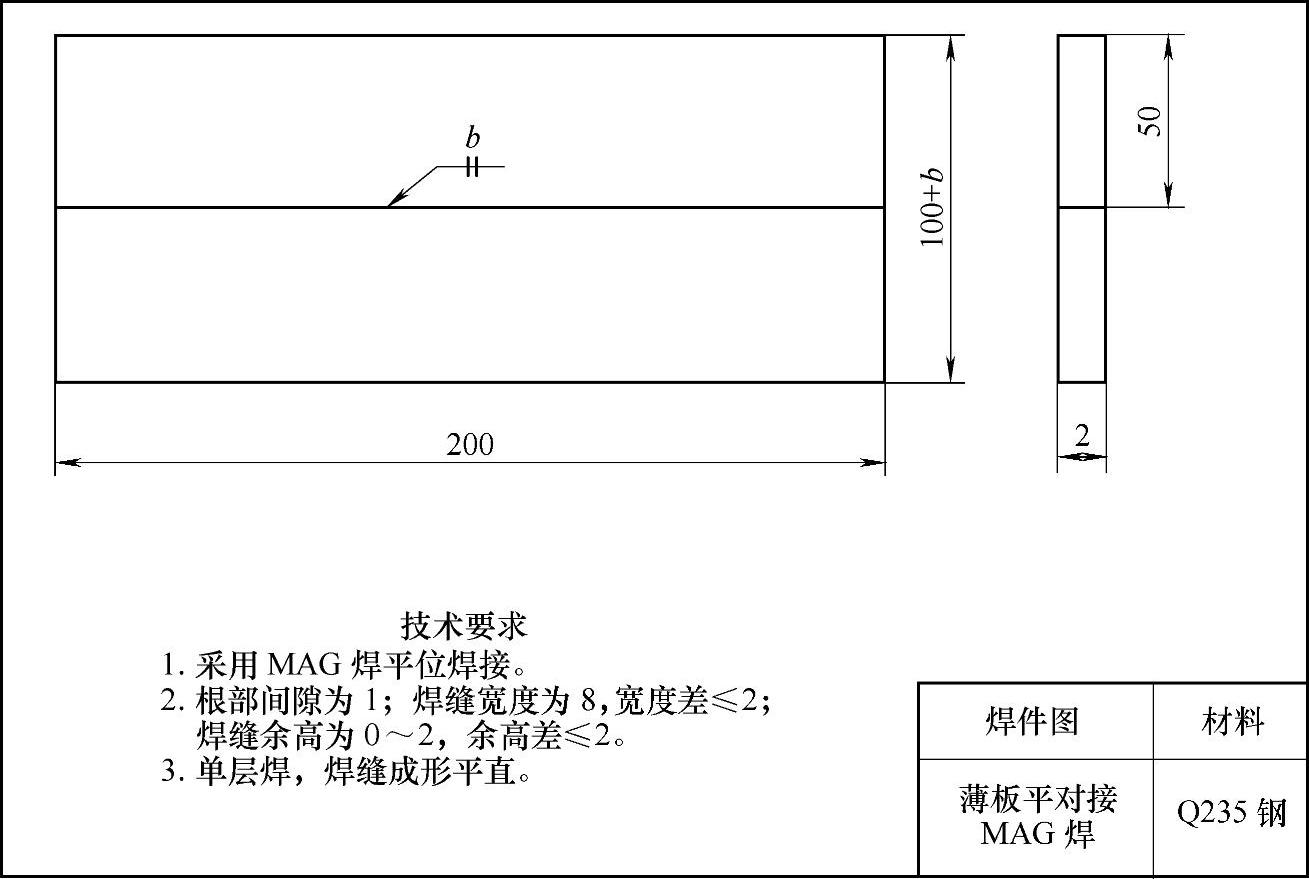
图4-24 薄板平对接MAG焊焊件图
左向焊法,焊枪与工件的相对位置如图4-25所示。
1.检查焊机、送丝设备,调试焊枪
1)检查焊机外部接线是否正确,气路、电路系统的接头处连接是否牢靠。
2)打开送丝设备,目测送丝速度是否均匀。然后将焊丝与工作台短接,检查焊接电流、电压是否匹配。结束测试后要保证焊丝伸出焊枪10~20mm。
3)将清理好的工件置于纯铜板垫上夹紧。
2.确定焊接参数
薄板平对接MAG焊焊接参数见表4-20。
表4-20 薄板平对接MAG焊焊接参数

3.MAG焊操作
(1)引弧
1)打开气路阀门,接通焊接电源,戴好头盔式面罩。
2)将焊丝与工件接触引弧,迅速调整焊枪位置,使喷嘴与工件间的夹角为80°左右。
3)保持喷嘴与工件距离为10~15mm,即可正常焊接。
(2)焊接 MAG焊的操作方法与MIG焊类似,焊枪角度及运丝角度如图4-25所示。采用左焊法,在焊接过程中应使焊接速度和送丝速度配合协调,焊枪平稳地沿焊缝移动,并保持3~5mm的弧长。
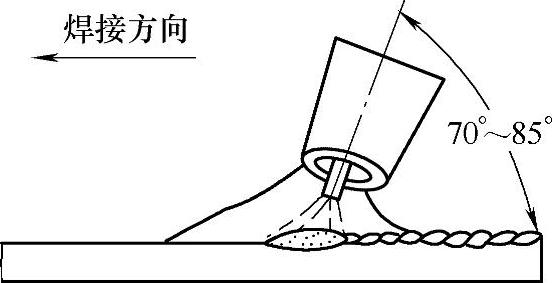
图4-25 焊枪与工件的相对位置
(3)收弧 当焊至焊缝结束时,利用焊机电流的衰减装置,并适当加入适量熔滴,避免产生弧坑缺陷。这时,沿弧坑的外沿移动焊枪以控制电弧,并逐渐缩小回转半径,直到中间为止。
(4)接头 在焊接长度为200mm的钢板时应尽量一气呵成,若中途停顿后又继续施焊,则应从断弧处后15mm处重新引弧。焊枪以小幅度锯齿形摆动,当焊至熔孔边沿时,应将焊枪往下前压,在听到“噗噗”声后稍作停顿,再正常焊接。
检查评议
薄板平对接MAG焊操作评分表见表4-21。
表4-21 薄板平对接MAG焊操作评分表
问题防治
1.混合气体比例不稳定
原因:供气装置的气体流量计并非数字型,手动调节和目测流量会有误差,并且由于气体钢瓶内的气体容量不同,因此输出的气体流量会有波动。如果混合气体分别接入,则会导致混合气体比例不稳定。
解决措施:目前在生产实践中采用压缩在一个气体钢瓶内的Ar80%+CO220%混合气体,气体流量计只控制保护气体的流量而不影响二者的配比。
2.焊波粗糙
原因:CO2气体比例过高,使电弧燃烧不稳定,飞溅大。
解决措施:减小混合气体中CO2的比例。
扩展知识
MIG焊与MAG焊在生产实际中的应用比较
MIG焊适合于焊接低碳钢、低合金钢、耐热钢、不锈钢、有色金属及其合金。低熔点或低沸点金属材料如铅、锡、锌等,不宜采用MIG焊。目前,MIG焊广泛地应用在中等厚度、大厚度的铝及铝合金板材的焊接中。
MAG焊主要用于碳钢、合金钢和不锈钢等黑色金属的焊接,尤其在不锈钢的焊接中得到广泛的应用。
考证要点
一、填空题
1.将惰性气体(Ar)与少量的____气体组成的混合气体作为保护气体的焊接方法称为____,简称为____焊。由于混合气体中____所占的比例大,故常称为。
2.MAG焊一般均采用____反极性焊接,即工件接____极,焊枪接____极。
二、选择题
1.MAG焊时,Ar与O2气体的体积分数比为( )。这种混合气体适用于焊接低碳钢、不锈钢和高强钢。
A.(70%~80%)/(30%~20%) B.(91%~99%)/(9%~1%)
C.50%/50% D.(20%~50%)/(80%~50%)
2.( )的高低决定了电弧长短及熔滴过渡的形式。
A.电弧电压 B.焊接速度 C.焊接电流 D.气体流量
三、判断题
1.富氩混合气体保护焊与CO2气体保护焊相比,电弧燃烧稳定、飞溅小,且易形成射流过渡。( )
2.MAG焊时,在焊接电流、电弧电压及焊丝直径已确定的条件下,增大焊接速度会使熔宽和熔深同时减小。( )
四、简答题
MAG焊的优点是什么?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。