



任务描述
1.了解埋弧焊机的分类、结构及辅助设备。
2.掌握等速送丝式埋弧焊机的工作原理及MZ1—1000型焊机的组成。
3.掌握变速送丝式埋弧焊机的工作原理及MZ—1000型焊机的组成。
4.了解埋弧焊机的常见故障和排除方法。
5.掌握MZ—1000型埋弧焊机的正确使用及维护方法。
任务分析
本任务主要涉及埋弧焊设备及分类,等速送丝式埋弧焊机和变速送丝式埋弧焊机的工作原理及焊机组成等知识点。通过本任务的学习,学生应认识埋弧焊设备,掌握MZ-1000型埋弧焊机的正确使用及维护方法,为埋弧焊焊接操作的学习打基础。
埋弧焊设备分为半自动埋弧焊设备和自动埋弧焊设备。如前所述,半自动埋弧焊设备目前已很少使用。自动埋弧焊设备(焊机)的主要功能是:建立焊接电弧并供给电弧电能;连续不断地向电弧区送进焊丝;控制弧长和焊接参数,能自动保持确定的弧长和焊接参数不变,保持电弧稳定燃烧;使电弧沿接缝移动,并保持确定的行走速度;在电弧前方不断地向焊接区输送焊剂;控制焊机的起动、焊接和停止。
一、埋弧焊机的分类、结构及辅助设备
1.埋弧焊机的分类
1)按用途分为专用焊机和通用焊机两种。通用焊机广泛应用于各种焊接结构,如焊车式自动埋弧焊机;专用焊机适用于特定的焊缝或构件,如自动埋弧角焊机、埋弧堆焊机等。
2)按送丝方式分为等速送丝式埋弧焊机和变速送丝式埋弧焊机两种。前者适用于细焊丝高电流密度条件下的焊接,后者适用于粗焊丝低电流密度条件下的焊接。
3)按行走机构形式分为焊车式、悬挂式、车床式、悬臂式和门架式等,如图3-5所示。其中,焊车式和悬臂式应用较广泛。
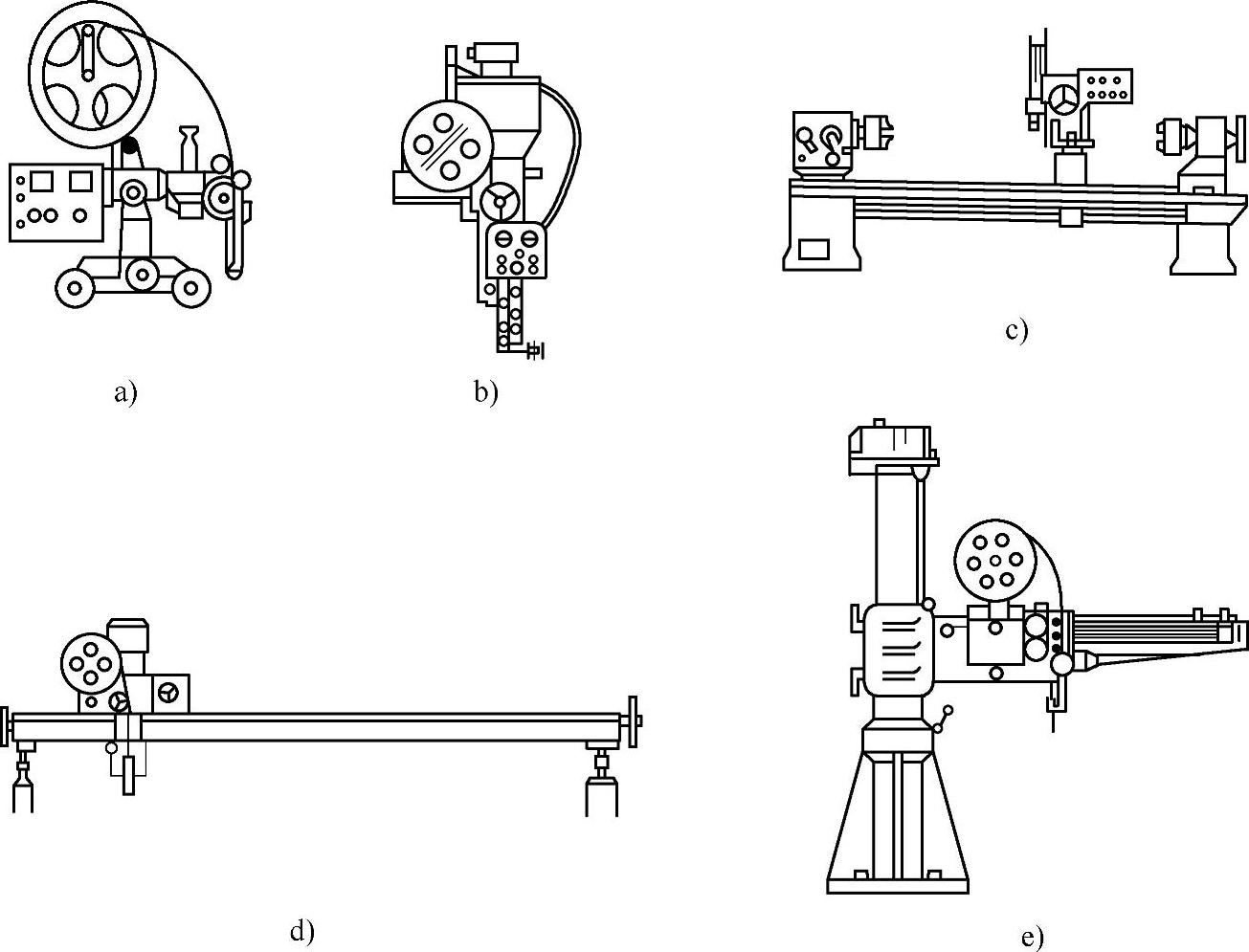
图3-5 常见埋弧焊机的形式
a)焊车式 b)悬挂式 c)车床式 d)门架式 e)悬臂式
4)按焊丝数目和形状可分为单丝、双丝、多丝及带状电极埋弧焊机。其中,单丝埋弧焊机应用最广泛;双丝和多丝埋弧焊机由于焊接生产率高,应用日益广泛;带极埋弧焊机主要用于大面积堆焊。
埋弧焊机主要由焊接电源、机械系统和控制系统等部分组成。图3-6所示为典型焊车式埋弧焊机的组成。
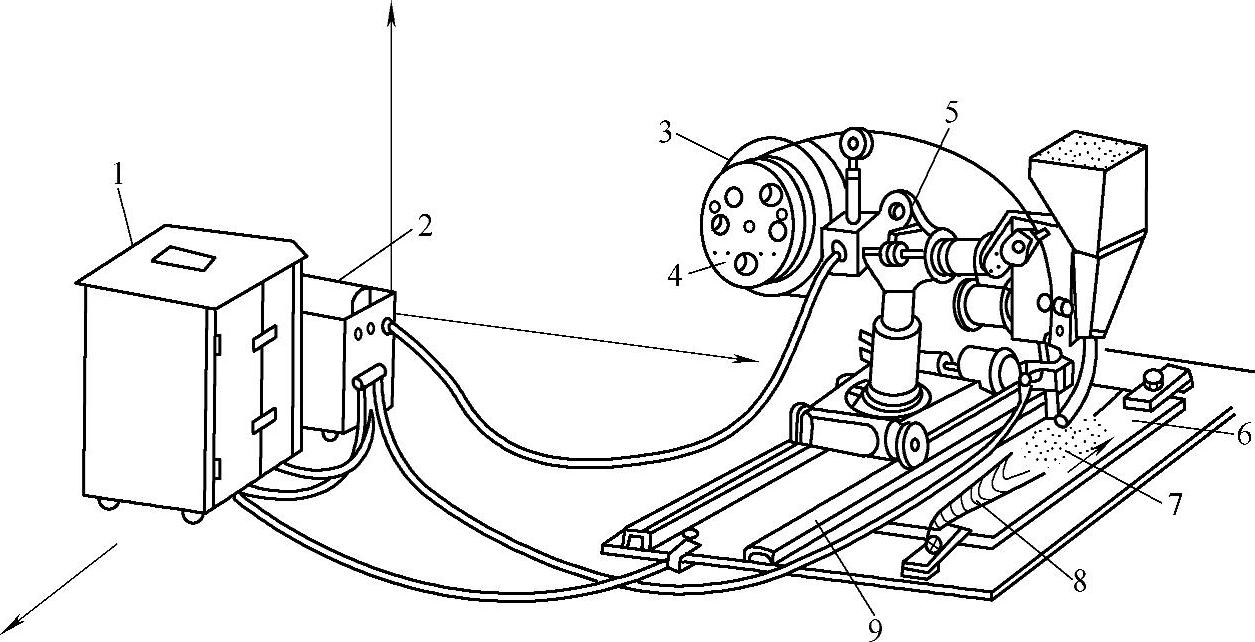
图3-6 典型焊车式埋弧焊机的组成
1—弧焊电源 2—控制箱 3—焊丝盘 4—控制盘 5—焊接小车 6—工件 7—焊剂 8—焊缝 9—导轨
(1)焊接电源 埋弧焊可以采用交流电源或直流电源。一般直流电源用于小电流、快速引弧、短焊缝、高速焊接、所用焊剂的稳弧性差以及对焊接参数稳定性要求较高的场合,直流电源的外特性可以是平特性、缓降特性、陡降特性或垂降特性。交流电源多用于大电流以及采用直流电源时磁偏吹严重的场合,同时对焊剂的要求较高,一般交流电源的外特性是陡降的。埋弧焊电源的额定电流在500~2000A之间,负载持续率为100%。
(2)机械系统 机械系统一般由送丝机构、行走机构、机头调整机构、导电嘴、焊丝盘、焊剂漏斗等组成。其中,送丝机构用于把焊丝自动送入焊接区,具有较宽的调速范围,由送丝电动机及传动系统、送丝滚轮和校直滚轮等组成。行走机构包括行走电动机、传动系统、行走轮及离合器等。机头调整机构应使送丝的机头具有足够的调整自由度,以保证焊机能适应不同类型焊缝的焊接,保证焊丝对准焊缝。导电嘴的作用是引导焊丝的传送方向并将电流传导到焊丝上。导电嘴要具有良好的导电性及耐磨性。
(3)控制系统 控制系统一般用于送丝控制、行走控制、引弧和熄弧控制等。大型专用焊机的控制系统还用于横臂升降、收缩、主轴旋转及焊剂回收等的控制。一般埋弧焊机用控制箱来安装主要控制元件,而采用晶闸管等电子控制电路的新型埋弧焊机不单设控制箱,控制元件安装在控制盘和电源箱内。
3.埋弧焊辅助设备
在进行埋弧焊时,为调整施焊位置,控制焊缝成形,需要有相应的辅助设备。埋弧焊的辅助设备主要有焊接操作机、焊接滚轮架、焊剂回收输送设备。
(1)焊接操作机 焊接操作机是将焊机机头准确地送到并保持在焊接位置上,并以给定速度均匀移动焊机的装置。设置在焊接操作机上的埋弧焊机,通过与焊接滚轮架配合,可以方便地完成内外环缝、内外纵缝的焊接;与焊接变位机配合,可以焊接球形容器、堆焊焊缝等。焊接操作机有伸缩臂式、平台式、龙门式和悬臂式等多种形式。
1)伸缩臂式焊接操作机又称为立柱式焊接操作机,用于焊接内外环缝和内外纵缝,如图3-7所示。
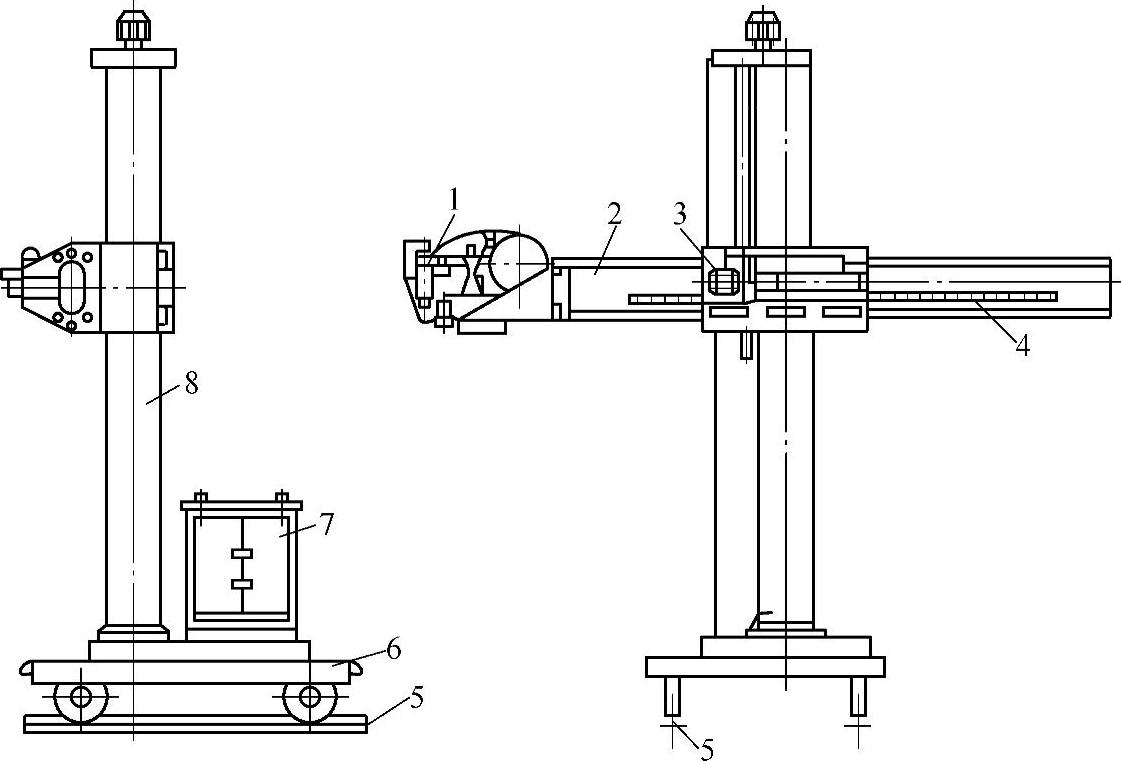
图3-7 伸缩臂式焊接操作机
1—埋弧焊机 2—横臂 3—横臂进给机构 4—齿条 5—轨道 6—行走台车 7—焊接电源及控制箱 8—立柱
2)平台式焊接操作机用于焊接外纵缝和外环缝,如图3-8所示。
3)龙门式焊接操作机用于焊接大型圆筒构件的外纵缝和外环缝,如图3-9所示。
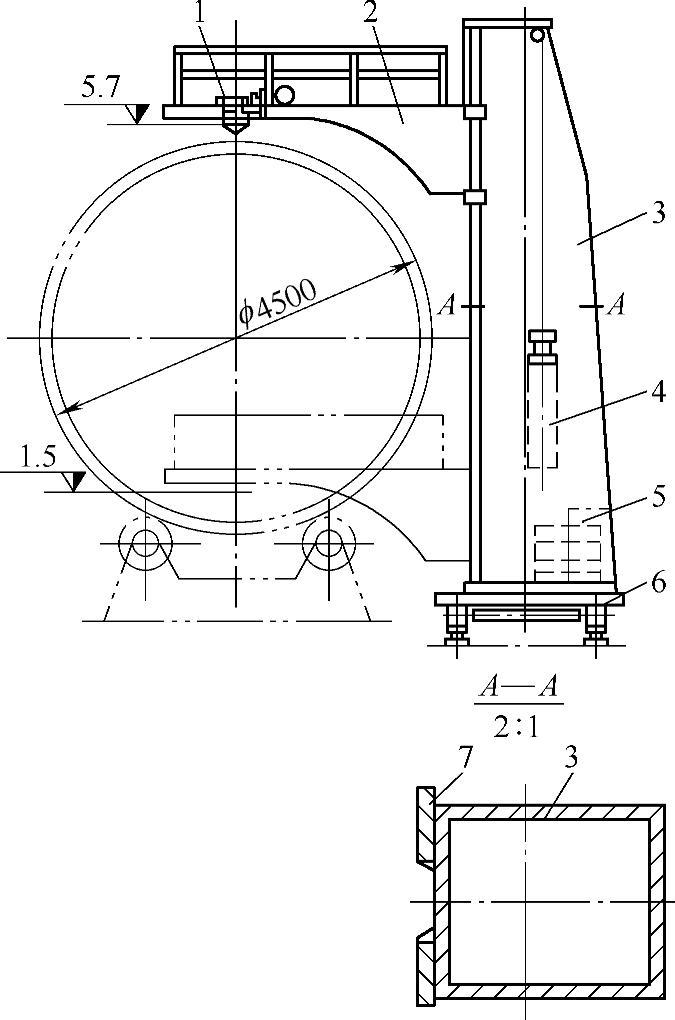
图3-8 平台式焊接操作机
1—埋弧焊机 2—操作平台 3—立柱 4—配重 5—压重 6—焊接小车 7—立柱平轨道
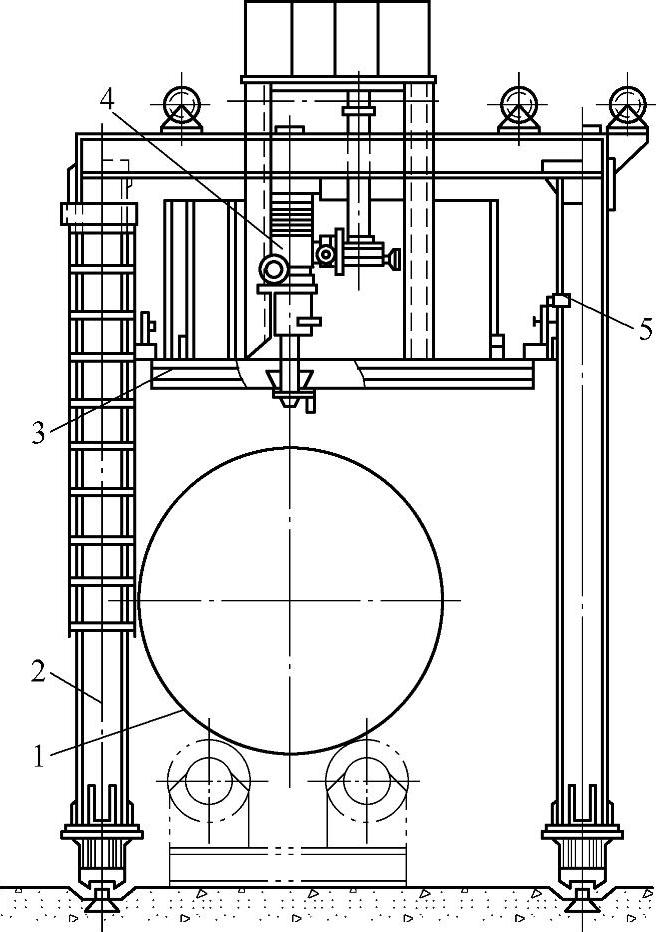
图3-9 龙门式焊接操作机
1—工件 2—龙门架 3—操作平台 4—埋弧焊机和调整装置 5—限位开关
4)悬臂式焊接操作机用于焊接小直径筒体的内纵缝和内环缝,如图3-10所示。
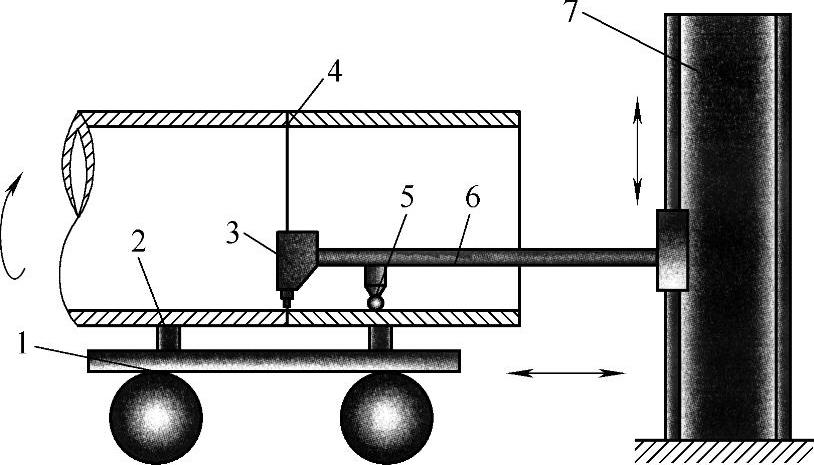
图3-10 悬臂式焊接操作机
1—行走台车 2—滚轮架 3—埋弧焊机 4—埋弧焊缝 5—支承滚轮 6—悬臂 7—立柱
(2)焊接滚轮架 焊接滚轮架是靠滚轮与工件间的摩擦力来带动工件旋转的装置(见图3-11),用于焊接筒形和球形工件的纵缝和环缝。
(3)焊剂回收输送设备 焊剂回收输送设备用来在焊接中自动回收并输送焊剂。图3-12所示为安装在小车上的焊剂回收输送设备。
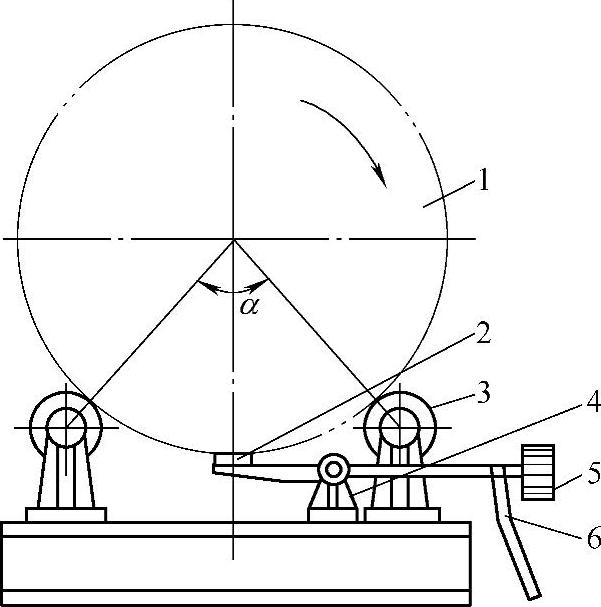
图3-11 焊接滚轮架
1—工件 2—纯铜滑块 3—滚轮架 4—滑块支架 5—配重 6—地线
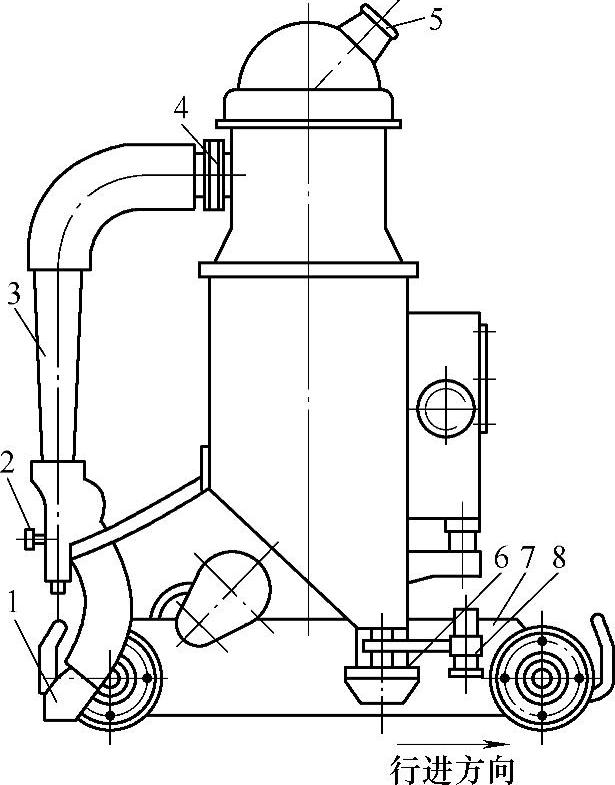
图3-12 安装在小车上的焊剂回收输送设备
1—焊剂回收嘴 2—进气嘴 3—喷射器 4—焊剂箱进料口 5—出气孔 6—焊剂箱出料口 7—焊接小车 8—焊缝位置指示灯
二、埋弧焊机的工作原理
1.等速送丝式埋弧焊机的工作原理
等速送丝式埋弧焊机在焊接过程中依靠电弧的自身调节作用,当弧长受到外界干扰而发生变化时,通过改变焊丝的熔化速度,使变化的弧长很快恢复正常,从而使焊接过程达到稳定。
(1)电弧自身调节作用 等速送丝式埋弧焊机的电弧自身调节过程如图3-13所示。图3-13中的曲线C为电弧自身调节系统的静特性曲线,实际上就是焊接过程中电弧的稳定工作曲线,也称为等熔化速度曲线。在曲线C的任何一点上,焊丝的熔化速度是不变的,并恒等于焊丝的送给速度。O1点(在弧长变化前,电弧的稳定燃烧点)是电源外特性曲线、电弧静特性曲线和等熔化速度曲线三线的交点。当电弧在这一点燃烧时,焊丝的熔化速度等于焊丝的送给速度,焊接过程稳定。
如果受外界干扰,弧长突然从l1拉长到l2,则电弧燃烧点从O1点暂时移至O2点,焊接电流从I1减小到I2,电弧电压从U1增大到U2。焊接电流的减小和电弧电压的升高都使焊丝熔化速度减慢,而焊丝送丝速度是恒定不变的,从而使弧长逐渐缩短,电弧燃烧点沿电源外特性曲线,从O2点回到原来的O1点,弧长恢复至原弧长l1,焊接过程重新恢复稳定。反之,如果弧长突然缩短,由于焊接电流的增大会增大焊丝的熔化速度,而送丝速度是恒定不变的,因此弧长将逐渐增加,直到恢复至原弧长。
综上所述,在受到外界干扰使弧长改变时,会引起焊接电流和电弧电压的变化,尤其是焊接电流的显著变化,从而引起焊丝熔化速度的变化,使弧长恢复至原来的长度而稳定燃烧。这种调节作用称为电弧自身调节作用。
(2)影响电弧自身调节性能的因素
1)焊接电流。如图3-14所示,当弧长改变的条件相同时,选用大电流焊接的电流变化值(ΔI1),要大于选用小电流焊接的电流变化值(ΔI2)。在弧长改变后,焊接电流变化越显著,弧长恢复得就越快。因此,在采用大电流焊接时,电弧自身调节作用较强,即电弧自行恢复到原来长度的时间较短。
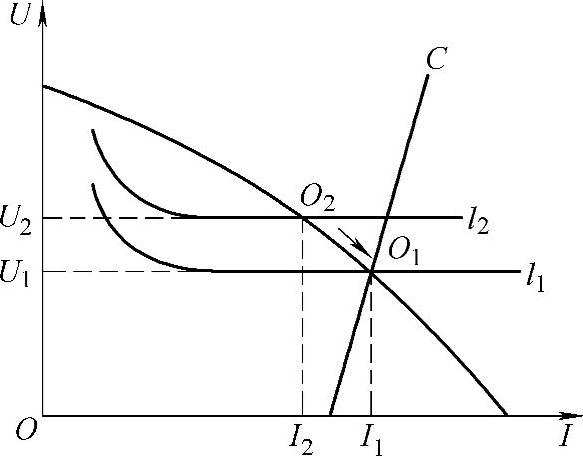
图3-13 等速送丝式埋弧焊机的电弧自身调节过程
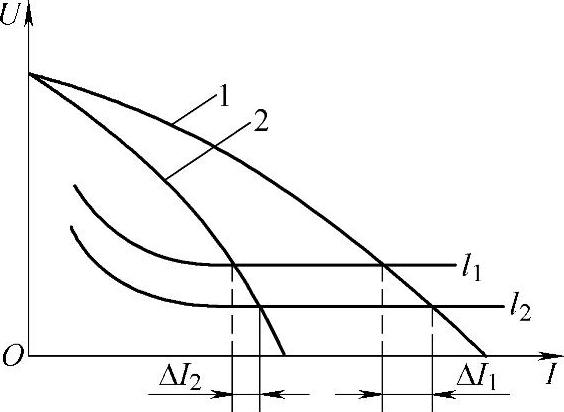
图3-14 焊接电流和电源外特性的影响 1—大电流焊接 2—小电流焊接
2)电源外特性。图3-14还表明:当弧长改变相同时,较为平坦地下降的电源外特性曲线1的电流变化值,要比陡降的电源外特性曲线2的电流变化值大一些。即下降的电源外特性曲线越平坦,焊接电流变化就越大,电弧自身调节作用就越强。因此,等速送丝式埋弧焊机的焊接电源,要求具有缓降的电源外特性。
2.变速送丝式埋弧焊机的工作原理
变速送丝式埋弧焊机在焊接过程中依靠电弧电压自动调节作用,当弧长受到外界干扰而发生变化时,利用电弧电压反馈强迫改变送丝速度来恢复原弧长。
(1)电弧电压反馈自动调节作用 变速送丝式埋弧焊机的电弧电压反馈自动调节过程如图3-15所示。图3-15中的曲线A为电弧电压反馈自动调节静特性曲线。曲线A上的每一点都是稳定工作点。电弧在曲线A的任意一点上燃烧时,焊丝的熔化速度等于焊丝的送丝速度。变速送丝式埋弧焊机的焊丝送给速度不是恒定不变的,所以在曲线A上的不同点,都有不同的焊丝送给速度,对应着不同的焊丝熔化速度。
O1点(在弧长变化前,电弧的稳定燃烧点)是电源外特性曲线、电弧静特性曲线和电弧电压反馈自动调节静特性曲线三线的交点。当电弧在这一点燃烧时,焊丝的熔化速度等于焊丝的送给速度,焊接过程稳定。如果受外界干扰,弧长突然从l1拉长到l2,则电弧燃烧点从O1点暂时移至O2点,焊接电流从I1减小到I2,电弧电压从U1增大到U2。这时由于电弧电压的反馈作用,使焊丝送给速度加快,同时,焊接电流由I1减小到I2,使焊丝熔化速度减慢。这时,电弧的自身调节对弧长的恢复起了辅助作用,加快了弧长的调节过程。由于焊丝送给速度的加快,同时焊丝熔化速度又减慢,因此弧长迅速缩短,电弧从不稳定燃烧点O2点迅速恢复至平衡状态,弧长恢复到原来的长度l1。反之,如果弧长突然缩短,由于电弧电压随之减小,使焊丝送给速度减慢,同时焊接电流增大,使焊丝熔化速度加快,结果弧长也是恢复到原来的长度。
综上所述,在受到外界干扰而使弧长改变时,主要通过引起的电弧电压变化而使焊丝送给速度相应地改变,使弧长恢复到原来的长度而稳定燃烧。这种调节作用称为弧压反馈自动调节作用。
(2)影响弧压反馈自动调节性能的因素 影响弧压反馈自动调节性能的主要因素是网路电压波动。如图3-16所示,当网路电压升高时,电源外特性曲线相应上移(由1移至2),在网路电压变化的瞬间,弧长尚未变动,使电弧从原来的稳定燃烧点O1点暂时移到O1′点(由于O1′点不在曲线A上,因此它不是稳定工作点),由于焊接电流的增大使焊丝的送给速度小于其熔化速度,因此电弧变长,电弧燃烧点沿着电源外特性曲线2,从O1′点移至与A曲线的交点O2。由于O2点在曲线A上,可满足送丝速度与熔化速度相等的要求,所以O2点为电弧新的稳定燃烧点,电弧不会恢复到原来的稳定燃烧点O1点燃烧。O2点与O1点相比,除电弧电压相应升高外,焊接电流有较大波动,除非网路电压恢复为原值,否则电弧不会恢复到原来的稳定燃烧点O1点燃烧。
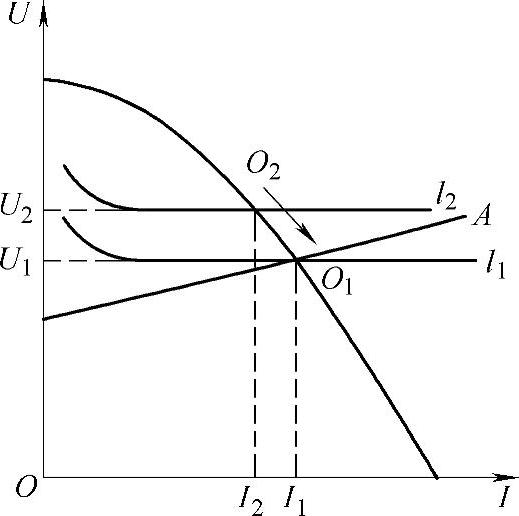
图3-15 变速送丝式埋弧焊机的电弧电压反馈自动调节过程
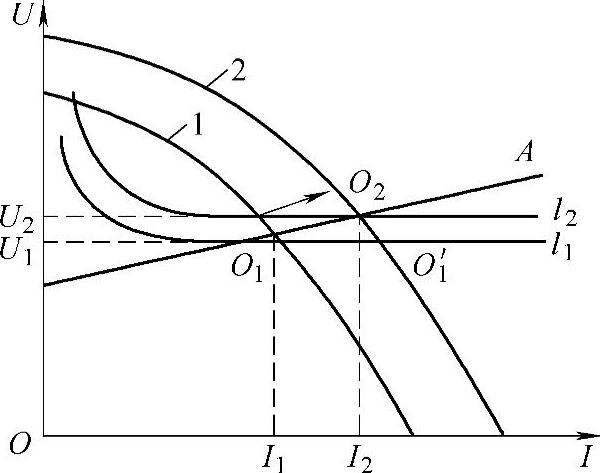
图3-16 网路电压波动对电弧电压反馈自动调节性能的影响
由于电弧电压反馈自动调节静特性曲线近似于水平,所以网路电压波动对电弧电压影响较小,而对焊接电流影响较大。当网路电压波动时,具有陡降外特性的电源引起的焊接电流波动小,而具有缓降外特性的电源引起的焊接电流波动大。为防止网路电压波动引起焊接电流的波动过大,变速送丝式焊机适宜采用具有陡降外特性的焊接电源。
(3)弧压反馈调节器 弧压反馈自动调节需要通过弧压反馈调节器进行。目前,埋弧焊机常用的弧压反馈调节器为发电机-电动机反馈调节器。这种调节器的调节电路原理如图3-17所示。

图3-17 发电机-电动机反馈调节器的调节电路原理
送丝电动机M由直流发电机G供电。直流发电机G控制着送丝电动机的转速和转向,即控制着焊丝送给速度的大小和方向。直流发电机G有两个他励励磁线圈L1和L2,L1由电位器RP上取得一个给定电压Ug,产生磁通Φ1;L2由电弧电压的反馈信号提供励磁电压Ua,产生磁通Φ2。Φ1与Φ2方向相反。当直流发电机G中只有线圈L1工作时,电动机M转动,使焊丝上抽;当只有线圈L2工作时,则促使焊丝下送;当两个线圈同时工作时,Φ1和Φ2合成磁通的方向和大小将决定发电机G输出电动势的方向和大小,并随之决定电动机M的转向和转速。当Φ2>Φ1时,电动机M转动,使焊丝下送,Φ2越大,下送速度就越快;当Φ2<Φ1时,电动机M反向转动,使焊丝上抽。
在刚开始焊接时,焊丝与工件之间在接触短路的条件下,电弧电压为零,因而励磁线圈L2不起作用,直流发电机只受到励磁线圈L1的作用,所以焊丝上抽,电弧被引燃。随着电弧的逐渐拉长,电弧电压不断增高,励磁线圈L2的作用也不断增强,当产生的磁通Φ2>Φ1时,电动机M改变转向使焊丝下送,直至焊丝送给速度等于焊丝熔化速度时,电动机M转速稳定,电弧燃烧趋向稳定状态,进入正常的焊接过程。
当弧长发生变化而改变电弧电压时,线圈L2的励磁电压(即反馈电弧电压)发生变化,使发电机G的输出电动势变化,从而使电动机M转速变化,即改变了送丝速度,弧长恢复至原来的长度,电弧电压恢复到稳定值,完成电弧电压自动调节过程。
知识卡:
等速送丝式埋弧焊机与变速送丝式埋弧焊机对比见表3-11。
表3-11 等速送丝式埋弧焊机与变速送丝式埋弧焊机对比
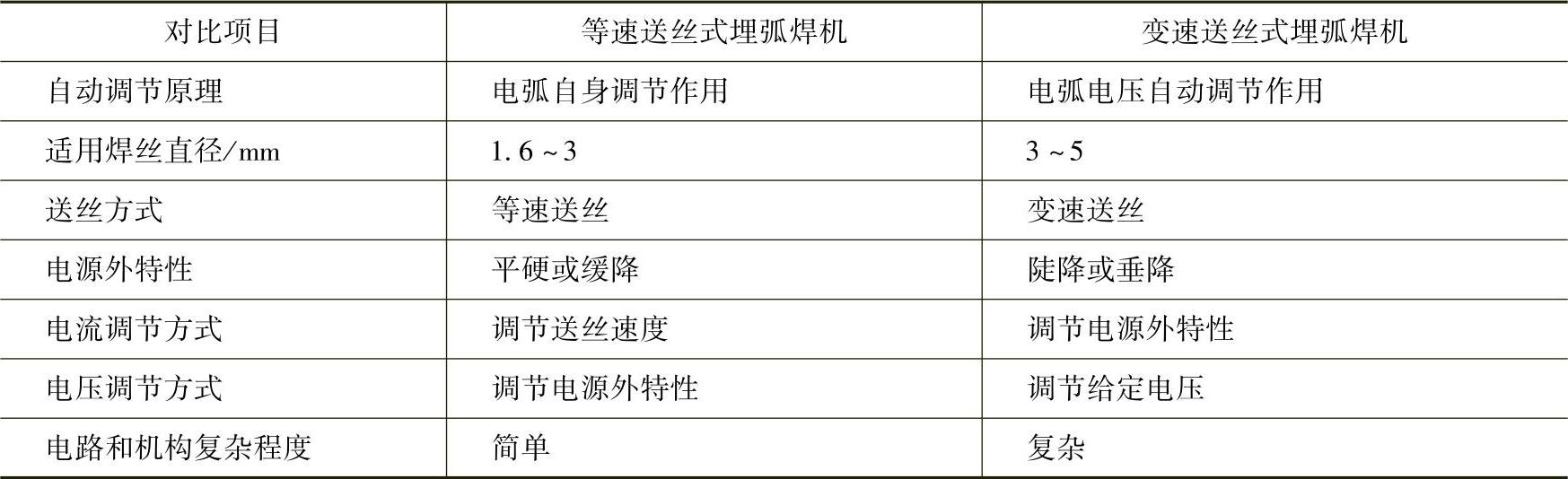
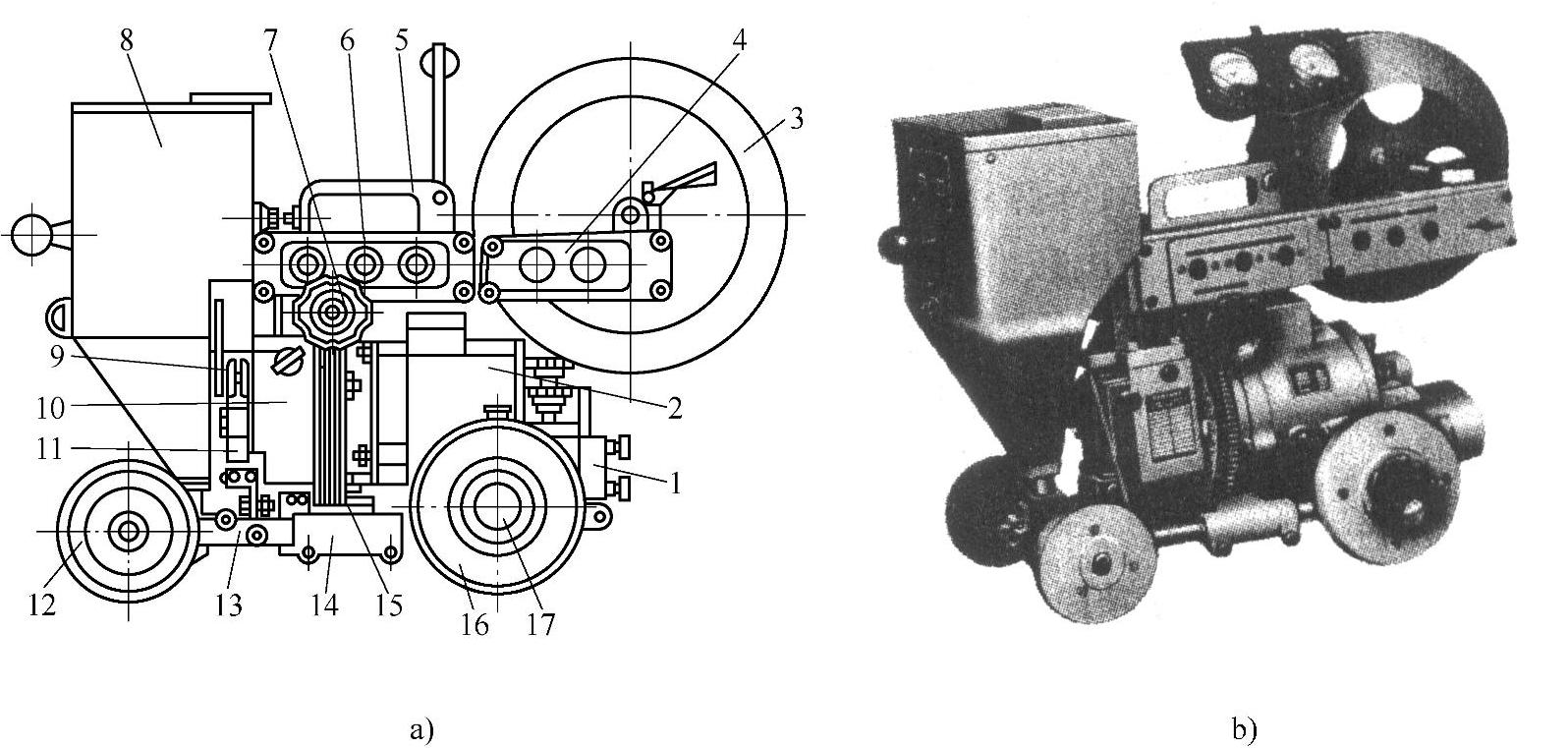
图3-18 MZ1—1000型埋弧焊机的焊接小车
a)焊接小车的结构 b)焊接小车的外形
1—减速机构 2—电动机 3—焊丝盘 4—电流表和电压表 5、13—连杆 6—控制按钮板 7—调节手轮 8—焊剂漏斗 9—偏心压紧轮 10—减速箱 11—导电嘴 12—前车轮 14—前底架 15—扇形蜗轮 16—后车轮 17—离合器手轮
三、典型埋弧焊机
1.MZ1—1000型埋弧焊机
MZ1—1000型埋弧焊机是典型的等速送丝式埋弧焊机,是根据电弧自身调节原理设计的。其控制系统简单,外形尺寸不大,可使用交流或直流焊接电源,主要用于焊接各种坡口的对接、搭接焊缝,船形位置的角焊缝,容器的内、外环缝和纵缝,特别适用于批量生产。
该焊机由焊接小车、控制箱和焊接电源三部分组成。
(1)焊接小车 MZ1—1000型埋弧焊机的焊接小车如图3-18所示。送丝机构和行走机构使用同一台电动机,故结构紧凑、体积小、重量轻、使用方便。电动机两头出轴,一头经送丝机构减速器送给焊丝,另一头经行走机构减速器驱动焊接小车行走。电动机的外壳上装有一个大扇形蜗轮,与其啮合的蜗杆端头装有调节手轮,通过调节手轮可使机头绕电动机的纵轴线转动一定角度(最大角度两边各为45°),以便调节焊丝,使之对准待焊位置。焊接小车的回转托架上装有焊剂漏斗、控制按钮板、电流表和电压表、焊丝盘、焊丝校直机构和导电嘴等。焊丝从焊丝盘经校直机构、送给轮和导电嘴被送入焊接区。所用焊丝的直径为1.6~5.0mm。
焊接小车的前轮和主动后轮与车体绝缘。主动后轮的轴与行走减速器之间装有摩擦离合器,通过调节摩擦离合器手轮的松紧,可使小车的主动后轮与电动机连接(由电动机驱动)或脱开(用手推动焊接小车)。
焊接小车的传动系统中有两对可调齿轮,通过改变齿轮速比,可调节焊丝送给速度和焊接速度。焊丝送给速度调节范围为87~672cm/min,焊接速度调节范围为26.7~210cm/min。
(2)控制箱 控制箱中装有中间继电器、电源接触器、降压变压器、电流互感器或分流器等电气元器件,在箱壁上装有控制电源的转换开关、接线板及多芯插座等。
(3)焊接电源 常见的埋弧焊交流电源为BX2—1000型同体式弧焊变压器,有时也采用具有缓降外特性的直流焊接电源,如弧焊整流器。
2.MZ—1000型埋弧焊机
MZ—1000型埋弧焊机是典型的变速送丝式埋弧焊机,是根据弧压反馈自动调节原理设计的。这种焊机的焊接过程自动调节灵敏度较高,而且对焊丝送给速度和焊接速度的调节方便,主要用于焊接水平位置或与水平面倾斜角度不大于15°的各种坡口的对接、角接和搭接焊缝,并可借助焊接滚轮架焊接圆筒工件的内、外环缝。
(1)MZ—1000型埋弧焊机的组成 MZ—1000型埋弧焊机由焊接小车、控制箱和焊接电源三部分组成。
1)焊接小车。MZ—1000型埋弧焊机配用的是MZT—1000型焊接小车,由机头、控制盘、焊丝盘、焊剂漏斗和台车等主要部分组成,如图3-19所示。
机头的功能是送给焊丝。它由一台直流电动机、减速机构和送丝轮组成。焊丝从滚轮中送出,经过导电嘴送入焊接区。焊丝直径为3~6mm,焊丝送给速度可在50~200cm/min范围内调节。导电嘴的高低、左右及偏转角度都可以调节,以保证焊丝有合适的伸出长度,并能方便地调节焊丝,使之对准待焊位置。
控制盘上装有电流表、电压表、电弧电压和焊接速度的调节器以及各种控制开关和按钮(包括焊接、空载转换开关,焊接小车前后行走和停止转换开关,焊接“起动”和“停止”按钮,焊丝“向上”和“向下”按钮,焊接电流“增大”和“减小”按钮等)。(https://www.xing528.com)
焊机机头、控制盘、焊丝盘和焊剂漏斗等全部装在一个台车上。焊接小车由台车上的直流电动机通过减速器及离合器来带动,焊接速度可在25~117cm/min范围内调节。离合器可通过手柄操纵。焊接时,合上离合器,焊接小车由电动机驱动;当离合器脱离时,焊接小车可用手推动,空载行走。
为适应不同形式的焊缝,并使焊丝准确地对准待焊位置,焊接小车的一些部件可在一定范围内移动和转动。
2)控制箱。MZ—1000型埋弧焊机配用的是MZP—1000型控制箱。该控制箱内装有电动机-发电机组、接触器、中间继电器、变压器、整流器、镇定电阻和开关等电气元器件,与焊接小车上的控制元件配合使用,实现送丝和焊接小车拖动控制及电弧电压反馈自动调节。

图3-19 MZT—1000型焊接小车
1—电动机 2—摇杆 3、4—送丝轮 5、6—矫直轮 7—圆柱导轨 8—螺杆 9—螺钉(接电极用) 10—调节螺母 11—弹簧 12—焊接小车电动机 13—焊接小车车轮
3)焊接电源。MZ—1000型埋弧焊机可采用交流或直流电源。采用交流电源时,一般配用BX2—1000型同体式弧焊变压器;采用直流电源时,可配用ZXG—1000型或ZDG—1000型弧焊整流器。
(2)MZ—1000型埋弧焊机的接线 MZ—1000型埋弧焊机使用交流焊接电源时,焊机外部接线如图3-20所示;使用直流焊接电源时,焊机外部接线如图3-21所示。
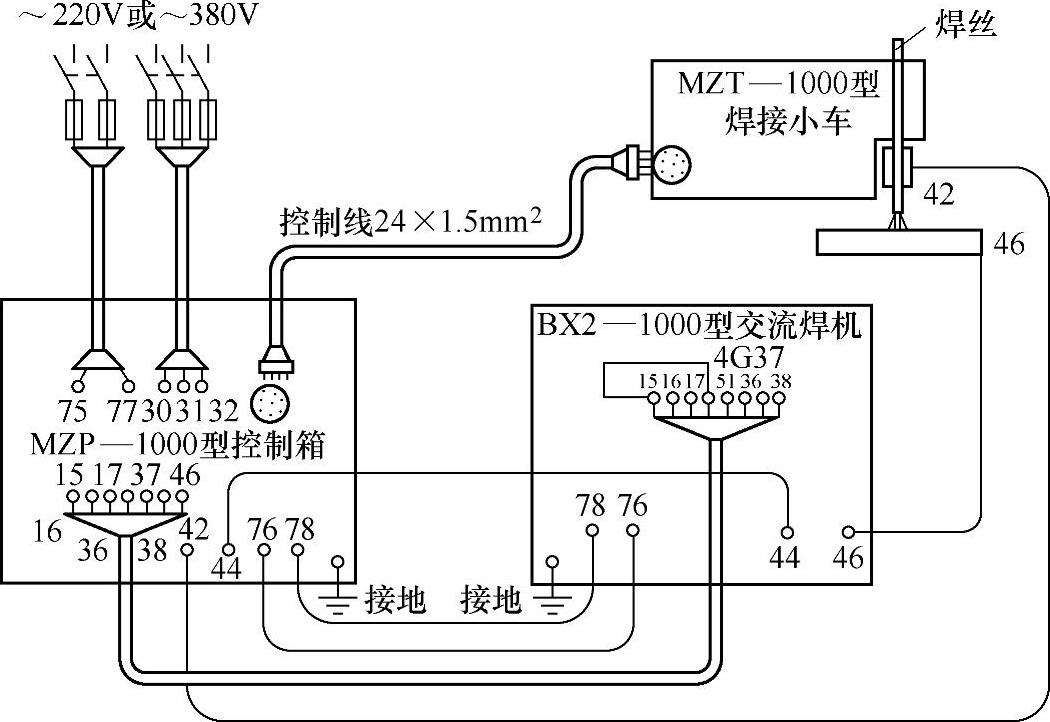
图3-20 MZ—1000型埋弧焊机外部接线(交流焊接电源)
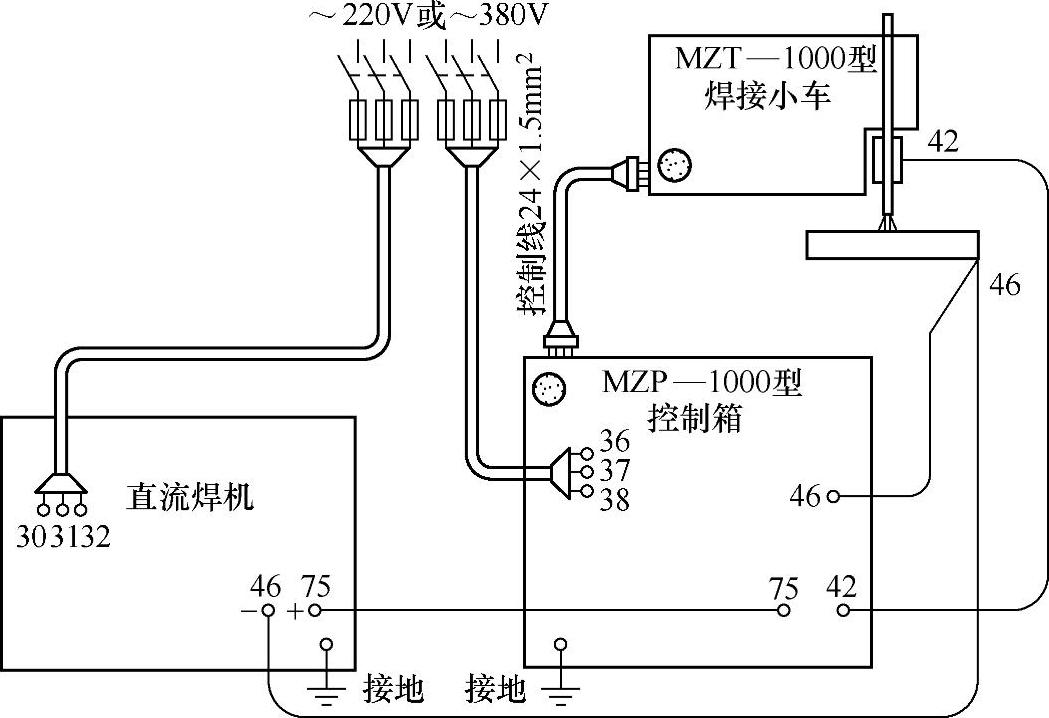
图3-21 MZ—1000型埋弧焊机外部接线(直流焊接电源)
任务准备
1)MZ—1000型埋弧焊机。
2)交流焊接电源。
任务实施
1.识别MZ—1000型埋弧焊机各组成部分
识别MZ—1000型埋弧焊机各组成部分,为后续的正确使用和维护保养打下基础。
2.焊机的安装
安装焊机时,必须按照设备说明书的要求进行接线。当采用交流电源时,按照图3-20所示进行焊机外部接线。
外接网路电压应与设备要求的电压相一致。外接电缆要有足够的容量和良好的绝缘特性,连接部分的螺母要拧紧,地线连接要可靠。在将电路接好后,先检查接线是否正确,再通电检查焊机各部分运作是否正常,若有异常,则应立即停机处理。
3.焊机的正确操作
焊机的操作步骤详见本单元任务一。
4.焊机的维护保养
1)焊机应放在通风干燥的地方,经常保持焊机整洁,严防异物落入焊机运转部分。焊机放置要保持平稳,搬动时应轻拿轻放,避免电气仪表受振动而损坏。露天使用时,应用帆布罩盖好,防止灰尘和雨水侵入。
2)焊接电源、控制箱、焊机的接地要可靠。若用直流焊接电源时,要注意电表、极性及电动机的转向是否正确。
3)经常检查焊嘴与焊丝的接触情况,若接触不良,应进行调整或更换。定期检查焊丝输送滚轮,当发现显著磨损时,必须及时更换。定期检查小车、焊丝输送机构减速箱内各运动部件的润滑情况,应经常添加润滑油并定期更换润滑油。
4)控制箱应定期用压缩空气吹除灰尘,箱内各接线头必须拧紧,并定期检查线头接触情况和绝缘情况。
5)电缆的连接部分要保证接触良好,并注意电缆的外皮是否破损。
检查评议
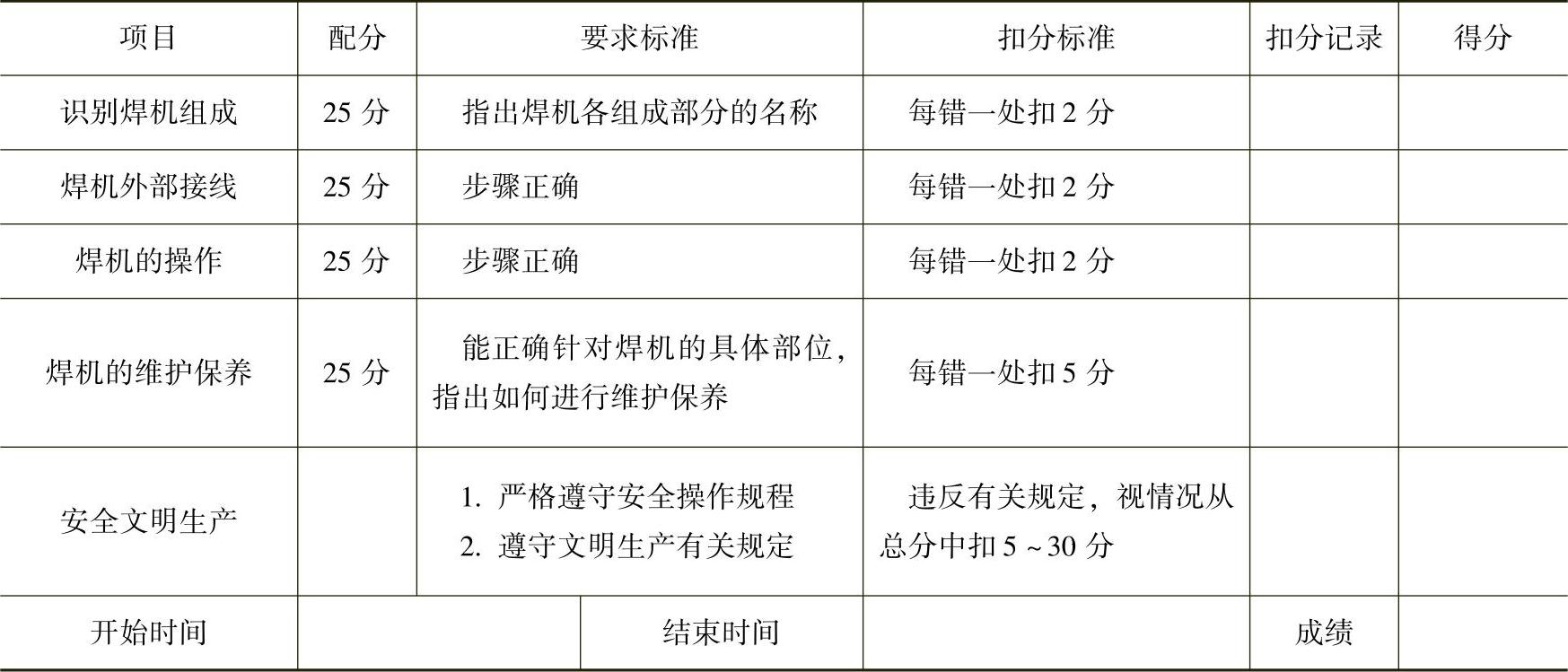
MZ—1000型埋弧焊机的正确使用和维护保养评分表见表3-12。
表3-12 MZ—1000型埋弧焊机的正确使用和维护保养评分表
问题防治
1.焊机通电后,出现发热、声音异常或测量仪表的指示方向不正确等异常现象
原因:焊机外部接线可能出现错误。
解决措施:应立即停机,检查焊机外部接线情况,若接线错误,则应及时进行处理。
2.起动焊机后焊丝一直向上抽
原因:弧压反馈引线未接或断开,或者焊接电源线部分有故障。
解决措施:接好引线或者检查电源电路。
3.按“起动”按钮后,电路正常工作,但不引弧
原因:焊接电源未接通;电源接触器接触不良;焊丝与工件接触不良;焊接回路无电压。
解决措施:接通焊接电源;检查并修复接触器;清理焊丝与工件的接触点;对焊接回路进行检查并修复。
4.按“停止”按钮时焊机不停
原因:中间继电器触点粘连;“停止”按钮失灵。
解决措施:修理或更换有故障的器件。
5.在焊丝与工件未接触的情况下焊接回路即带电
原因:焊接小车与工件之间绝缘不良或损坏。
解决措施:检查并修复绝缘;检查焊接小车下面是否有金属与工件搭接。
扩展知识
埋弧焊机的常见故障和排除方法
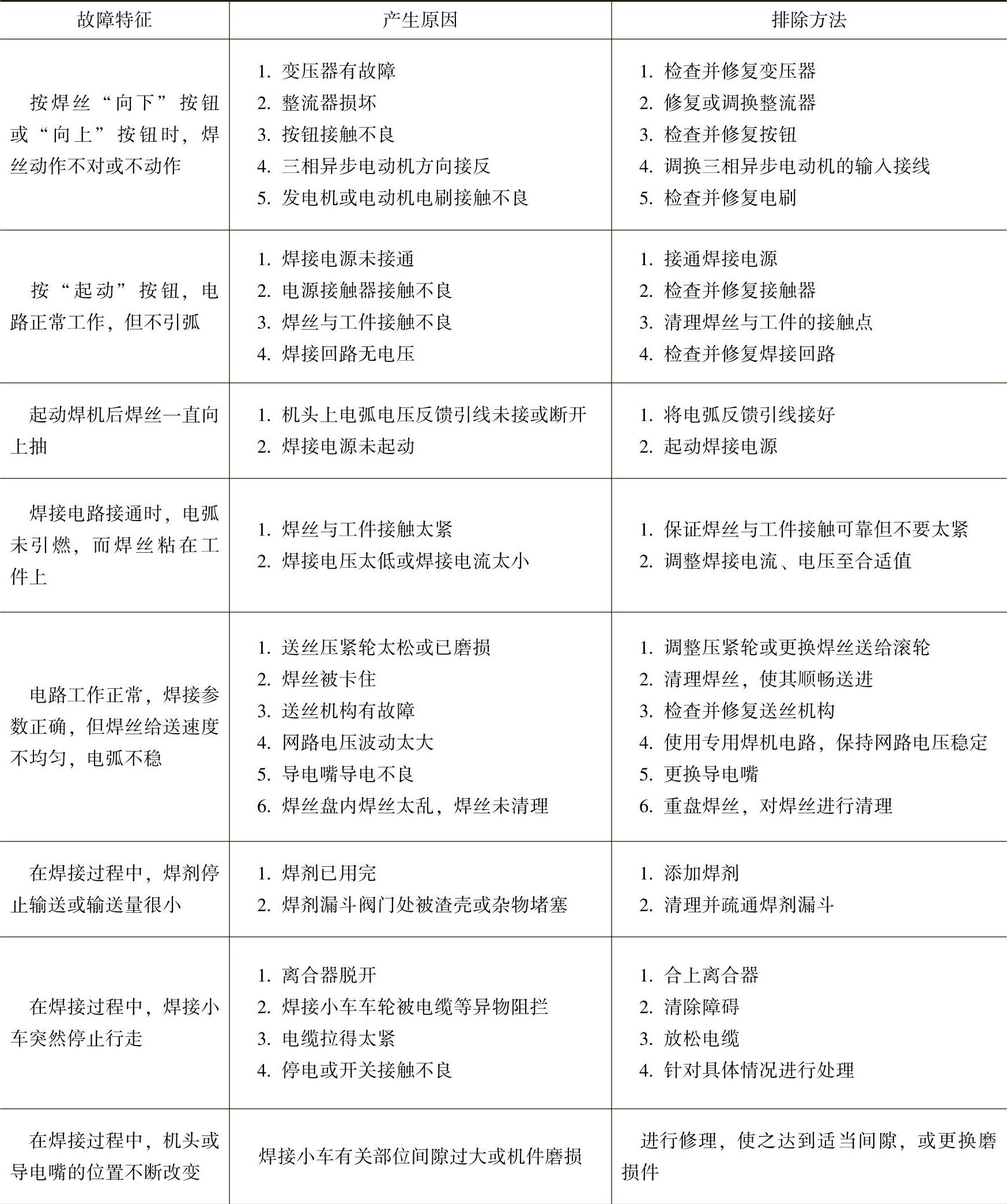
埋弧焊机的常见故障和排除方法见表3-13。
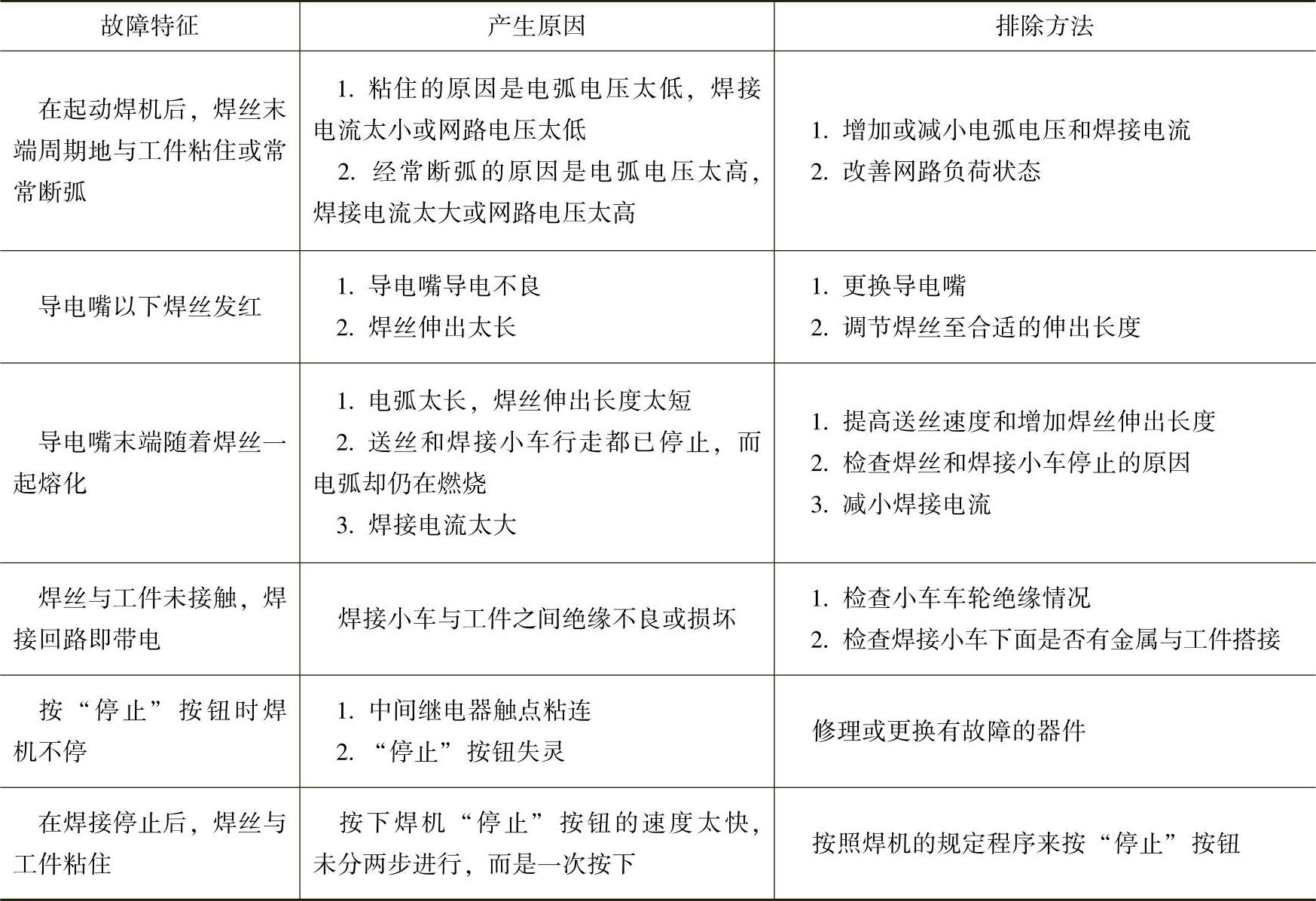
表3-13 埋弧焊机的常见故障和排除方法
(续)
考证要点
一、填空题
1.埋弧焊机按送丝方式分为____埋弧焊机和____埋弧焊机两种,按行走机构形式分为____式、____式、____式、____式和门架式等。
2.埋弧焊机按焊丝数目和形状可分为____、____、____及带极埋弧焊机。其中,____埋弧焊机应用最广泛。
3.埋弧焊机主要由____、____和____等部分组成。
4.埋弧焊辅助设备主要有____、____、____。
5.埋弧焊弧压反馈自动调节需要通过进行。
6.对于等速送丝式埋弧焊机,电弧的稳定燃烧点是____曲线、____曲线和____曲线三线的交点。
7.对于变速送丝式埋弧焊机,电弧的稳定燃烧点是____曲线、____曲线和____曲线三线的交点。
8.MZ1—1000型埋弧焊机是典型的____式埋弧焊机,是根据____原理设计的。
9.MZ—1000型埋弧焊机是典型的____式埋弧焊机,是根据____原理设计的。
10.MZ—1000型埋弧焊机采用交流电源时,可配用____弧焊电源;采用直流电源时,可配用____弧焊电源。
二、选择题
1.埋弧焊时,若采用等速送丝,则当弧长发生变化而引起焊接参数发生变化时,电弧自身会产生一种调节作用使弧长恢复至原来的长度,这种调节特性称为焊接电弧的____。
A.静特性 B.外特性 C.动特性 D.自身调节特性
2.埋弧焊时,若其他条件不变,则当送丝速度增大时,电弧自身调节系统的静特性曲线____。
A.向右移 B.向左移 C.向上移 D.向下移
3.埋弧焊时,若其他条件不变,当焊接速度增大时,电弧自身调节系统的静特性曲线____。
A.向右移 B.向左移 C.向上移 D.向下移
4.在埋弧焊电弧自身调节系统静特性曲线的各点上,焊丝的熔化速度____焊丝的送丝速度。
A.大于 B.等于 C.小于 D.无法确定
5.变速送丝式埋弧焊机应选用具有____外特性的弧焊电源。
A.陡降 B.缓降 C.上升 D.平硬
6.埋弧焊时,电弧电压自动调节系统是通过改变____来实现调节的。
A.焊接电流 B.焊丝熔化速度 C.送丝速度 D.电弧电压
7.MZ1—1000型焊机焊接电源的外特性曲线形状是____的。
A.陡降 B.缓降 C.上升 D.平硬
8.MZ—1000型焊机的额定焊接电流为____A。
A.100 B.500 C.1000 D.1500
9.影响弧压反馈自动调节性能的主要因素是____。
A.焊接电流 B.电源外特性 C.电弧静特性 D.网路电压波动
10.不属于埋弧焊机主要组成部分的是____。
A.焊接电源 B.焊接操作机 C.机械系统 D.控制系统
三、判断题
1.等速送丝式埋弧焊机要求焊接电源具有缓降的外特性。 ( )
2.在埋弧焊电弧自身调节系统的静特性曲线上,焊接速度等于焊丝熔化速度。 ( )
3.埋弧焊时,电弧自身调节作用主要依靠焊接电流的增减来改变焊丝熔化速度,而焊丝的送丝速度不变。 ( )
4.MZ1—1000型埋弧焊机是弧压反馈式焊机。 ( )
5.在埋弧焊等速送丝系统中,若焊丝的伸出长度增加,则焊丝的熔化速度加快。 ( )
6.在埋弧焊弧压反馈自动调节静特性曲线上,各点的焊丝送丝速度都相同。 ( )
7.埋弧焊弧压反馈自动调节需要通过弧压反馈调节器进行。 ( )
8.影响埋弧焊电弧自身调节性能的因素只有焊接电流。 ( )
9.MZ—1000型埋弧焊机必须采用交流电源。 ( )
10.悬臂式焊接操作机用于焊接大型圆筒构件的外纵缝和外环缝。 ( )
四、简答题
1.简述电弧自身调节作用。对于等速送丝式埋弧焊机,当弧长受到外界干扰而发生变化时,电弧怎样进行自身调节?
2.简述弧压反馈自动调节作用。对于变速送丝式埋弧焊机,当弧长受到外界干扰而发生变化时,弧压反馈怎样进行自动调节?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。