



任务描述
1.认识焊接。
2.认识焊接方法。
任务分析
认识焊接和焊接方法,为后续各种焊接方法的学习奠定基础。
相关知识
一、焊接的本质、特点和焊接方法的分类
1.焊接的本质和特点
在金属结构和机器制造中,经常需要将两个或两个以上的零件连接在一起。采用的连接方法分为两大类:一类是机械连接,是可拆卸的,如螺钉联接、键联接等,如图1-1所示;另一类是永久性连接,是不可拆卸的,如铆接、焊接等,如图1-2所示。
焊接就是通过加热或加压,或两者并用,并且用或不用填充材料,使工件达到结合的一种加工方法。
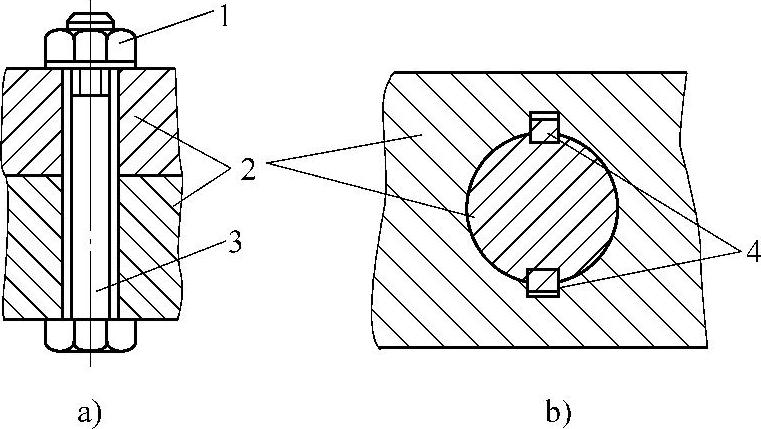
图1-1 可拆卸连接
a)螺栓联接 b)键联接
1—螺母 2—零件 3—螺栓 4—键
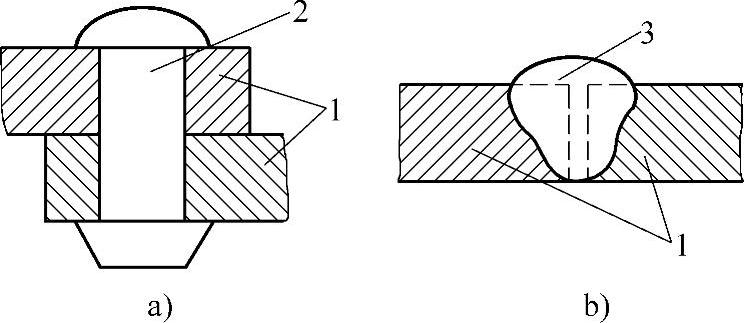
图1-2 永久性连接
a)铆接 b)焊接
1—零件 2—铆钉 3—焊缝
焊接可以连接同类或不同类的金属、非金属(玻璃、陶瓷、塑料等),也可以连接一种金属与一种非金属。焊接与其他连接方法相比,具有下列优点:
(1)节省材料 焊接接头在连接部位没有重叠部分,也不需要附加的连接件(如铆接时需用铆钉连接),从而节省了大量的金属材料,减轻结构重量,降低生产成本。
(2)工艺过程比较简单 焊接结构生产不需钻孔,也不需要制造连接附件,从而简化了加工和装配工序,提高了劳动生产率。
(3)接头质量好 焊接接头不仅强度高,可以获得与母材相同的力学性能,而且可以获得与母材相匹配的使用性能(如耐磨性、耐热性、耐蚀性等)。此外,焊接接头的致密性好。在压力容器和船舶制造中,焊接已成为主要的连接方法。
(4)劳动条件好 焊接时劳动强度低,噪声小。
焊接也有一些缺点,例如,焊接中会产生有害有毒物质;形成的焊缝会存在一定数量的焊接缺陷,影响焊接接头质量;产生焊接应力及焊接变形,焊接应力会降低焊接结构的承载能力和使用寿命,焊接变形会影响焊接结构的形状和尺寸精度。
2.焊接方法的分类
由于采用的角度不同,目前国内外对焊接方法有不同的分类方式。按照各种焊接方法的基本特点,总体上焊接方法可分为熔焊、压焊和钎焊三大类,每一大类又可以分为若干小类,具体如下:
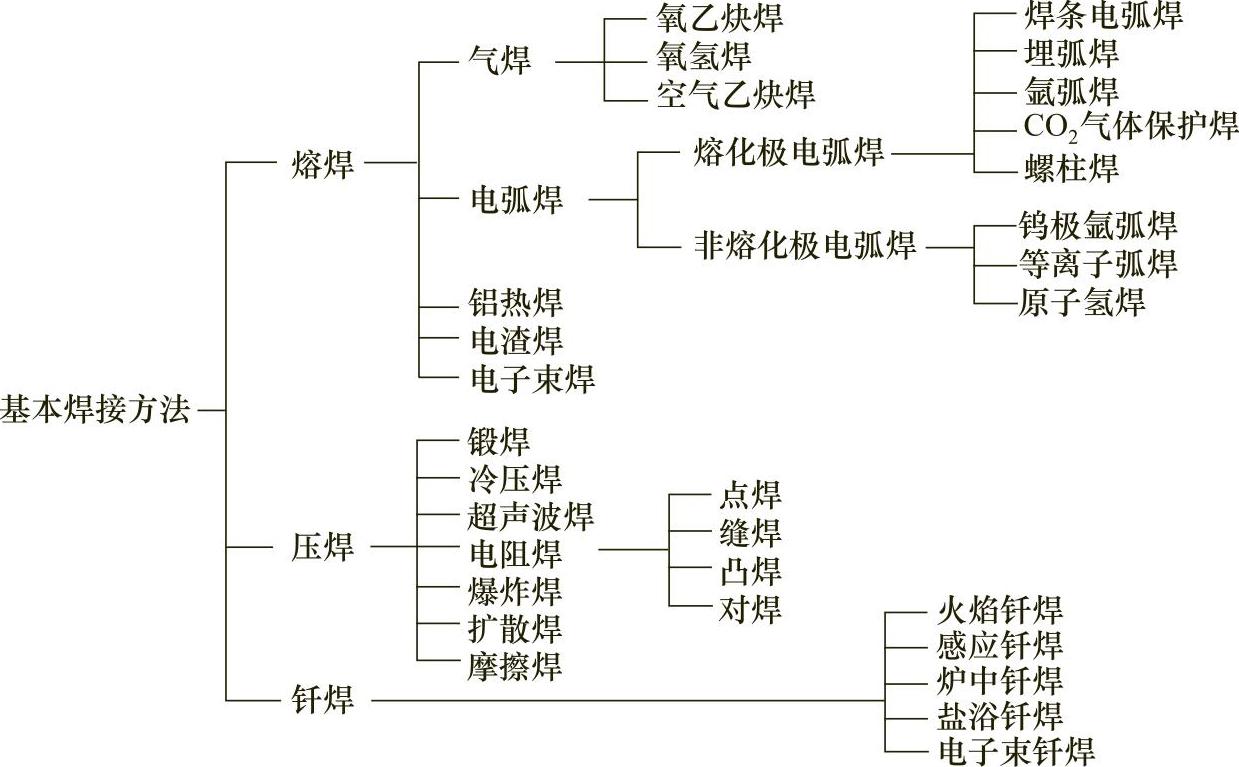
(1)熔焊 在焊接过程中,将工件接头加热并熔化,不加压,然后冷却结晶,以形成焊缝的焊接方法。
按所用热源的不同,熔焊分为电弧焊(以焊接电弧为热源)、气焊(以气体火焰为热源)、铝热焊(以铝热剂的放热反应产生的热为热源)、电渣焊(以电流通过液体熔渣所产生的电阻热为热源)、电子束焊(以集中的高速电子束轰击工件表面时所产生的热为热源)等。其中,电弧焊根据电极是否熔化,又可分为熔化极电弧焊与非熔化极电弧焊。
(2)压焊 在焊接过程中,对工件在固态下加压(加热或不加热),以完成连接的焊接方法,也称为固态焊接。压焊有两种形式,一是在加压的同时伴随着加热,二是不进行加热,只对工件施加足够大的压力。
按照焊接能源的不同,压焊可分为电阻焊(包括电阻点焊、缝焊、凸焊、电阻对焊)、摩擦焊、锻焊、超声波焊、扩散焊、冷压焊和爆炸焊等。
(3)钎焊 采用熔点比母材熔点低的金属作钎料,将工件和钎料加热到高于钎料熔点并低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接的焊接方法。
根据热源或加热方法的不同,钎焊可分为火焰钎焊、感应钎焊、炉中钎焊、盐浴钎焊和电子束钎焊等。按照钎料的熔点不同,钎焊又可分为硬钎焊(钎料熔点高于450℃)和软钎焊(钎料熔点低于450℃)两类。
二、焊接的发展和应用
我国是一个具有悠久焊接历史的国家,古代就有使用锻焊和钎焊的记载。然而,目前工业生产中广泛应用的焊接方法却是19世纪末和20世纪初现代科学技术发展的产物。
近代焊接技术是从1882年出现碳弧焊开始的,直到20世纪40年代初期出现优质焊条后,焊接技术才得到了一次飞跃。20世纪40年代后期,埋弧焊和电阻焊得到了成功应用。此后,电渣焊、各种气体保护焊、超声波焊、等离子弧焊、电子束焊、激光焊等焊接方法不断涌现,使焊接技术达到了一个新水平。近年来又出现了新的焊接方法,如多丝埋弧焊、窄间隙气体保护全位置焊、水下半自动CO2焊、全位置脉冲等离子弧焊、搅拌摩擦焊等,尤其是焊接机器人的问世,使焊接过程自动化技术达到了一个崭新的阶段。
在工业生产中,焊接是一种重要的加工工艺。在工业发达国家,焊接结构所用钢材占钢材消耗总产量的45%左右。目前,焊接已广泛应用于机械制造、石油化工、船舶、车辆、建筑、冶炼设备、电力、电子技术、海洋开发、航空航天、核工业等部门。改革开放以来,我国焊接技术的应用与进步取得了举世瞩目的成就,焊接技术已成功地应用于许多重大工程,如大型水力、火力发电成套设备(见图1-3)、国内容积最大的高炉、跨度最大的大吨位桥式起重机、西气东输工程、北京奥运会鸟巢体育馆,以及核反应堆压力容器(见图1-4)、火箭、人造卫星(见图1-5)、太空飞船等。
随着科学技术的发展,焊接工艺在不断进步。为更好地满足工业生产的发展要求,焊接技术仍在不断发展中,发展趋势主要体现为:提高焊接生产率(如焊条电弧焊中的铁粉焊条、重力焊条和躺焊条工艺,埋弧焊中的多丝焊、热丝焊,各种窄间隙焊等);提高焊接过程自动化、智能化水平(如智能焊接机器人);研究与开发新的焊接热源(如采用两种热源叠加以获得更强的能量密度,常见的有在等离子束中加激光、在电弧中加激光等);提高节能技术水平(例如将电阻焊中的交流点焊改变为次级整流点焊)等。(https://www.xing528.com)
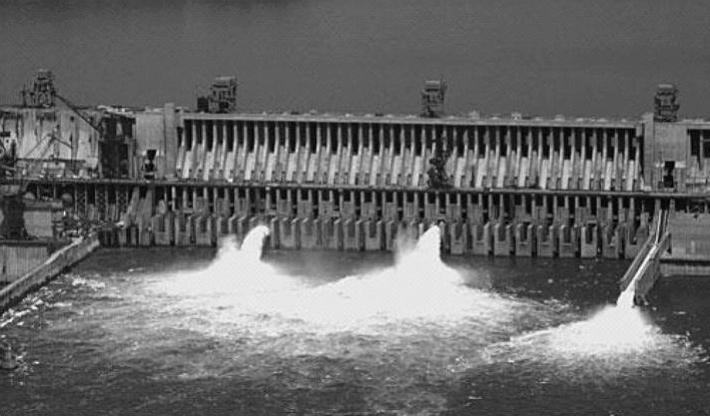
图1-3 世界规模最大的水电站——三峡水电站

图1-4 我国自主研制的首台百万千瓦级核电站核反应堆压力容器

图1-5 我国自主研制的月球探测卫星——“嫦娥二号”
任务准备
1.常用焊接方法的焊接图片或视频。
2.联系焊接生产厂家。
任务实施
1.学习焊接方法的分类和特点。
2.参观焊接生产现场,了解常见焊接方法。
检查评议
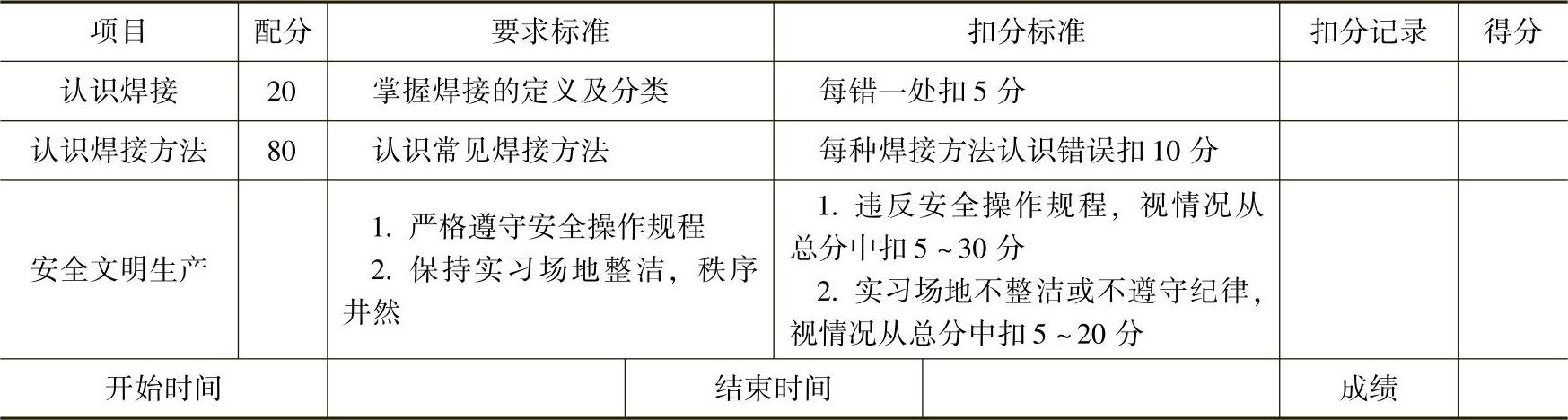
认识焊接和焊接方法评分表见表1-1。
表1-1 认识焊接和焊接方法评分表
问题防治
1.混淆各种焊接方法
原因:没有掌握各种焊接方法的工作原理及特点。
防止措施:对于常见的焊接方法,老师可简单介绍其工作原理及特点。
2.焊接方法归类错误
原因:没有理解及掌握三大类焊接方法(熔焊、压焊、钎焊)的特征及区别。
防止措施:正确理解并掌握熔焊、压焊、钎焊的特征与区别。
扩展知识
世界上第一架全搅拌摩擦焊飞机——N500型商务飞机
美国月蚀(Eclipse)公司在21世纪初研制出了世界上第一架全搅拌摩擦焊飞机——N500型商务飞机,如图1-6所示。其机身蒙皮、翼肋、弦状支撑、飞机地板以及结构件的装配等铆接工序均由搅拌摩擦焊替代。
单架N500型商务飞机共用263条总长度为136m的搅拌摩擦焊焊缝代替7378个铆钉,制造效率比自动铆接快6倍,比手动铆接快60倍,制造成本节约100万美元。该型全搅拌摩擦焊飞机于2002年取得了FAA认证,2003年8月开始交付用户使用,现已实现批量生产。

图1-6 N500型商务飞机的搅拌摩擦焊焊接构件之一
考证要点
一、填空题
1.按照____,焊接方法总体上分为____、____和____三大类。
2.与螺钉联接、键联接等可拆卸的机械连接方法相比,焊接____是连接方法,是____的。
3.电弧焊根据电极是否熔化,又可分为____与____。
二、简答题
1.什么是焊接?焊接与其他连接方法相比具有哪些优点?
2.熔焊、压焊及钎焊各有什么特点?可分别分为哪些基本方法?
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。