



轴控制面板是S7-1200 PLC运动控制中一个很重要的工具,用户在组态了S7-120 0PLC运动控制并搭建好驱动以及机械硬件设备之后,可以先使用“轴控制面板”来测试TIA博途软件中关于轴的参数和实际硬件设备接线等是否正确。如果已编写了运动控制程序,必须在用户程序中禁用工艺对象,才能启用轴控制面板。每个轴对象都有一个“调试”选项,单击后可以打开“轴控制面板”。如果是闭环运动控制,则会增加“调节”选项,可用于调整位置控制器的增益和预控制值,并可以监视轴的运行轨迹,如图12-71所示。
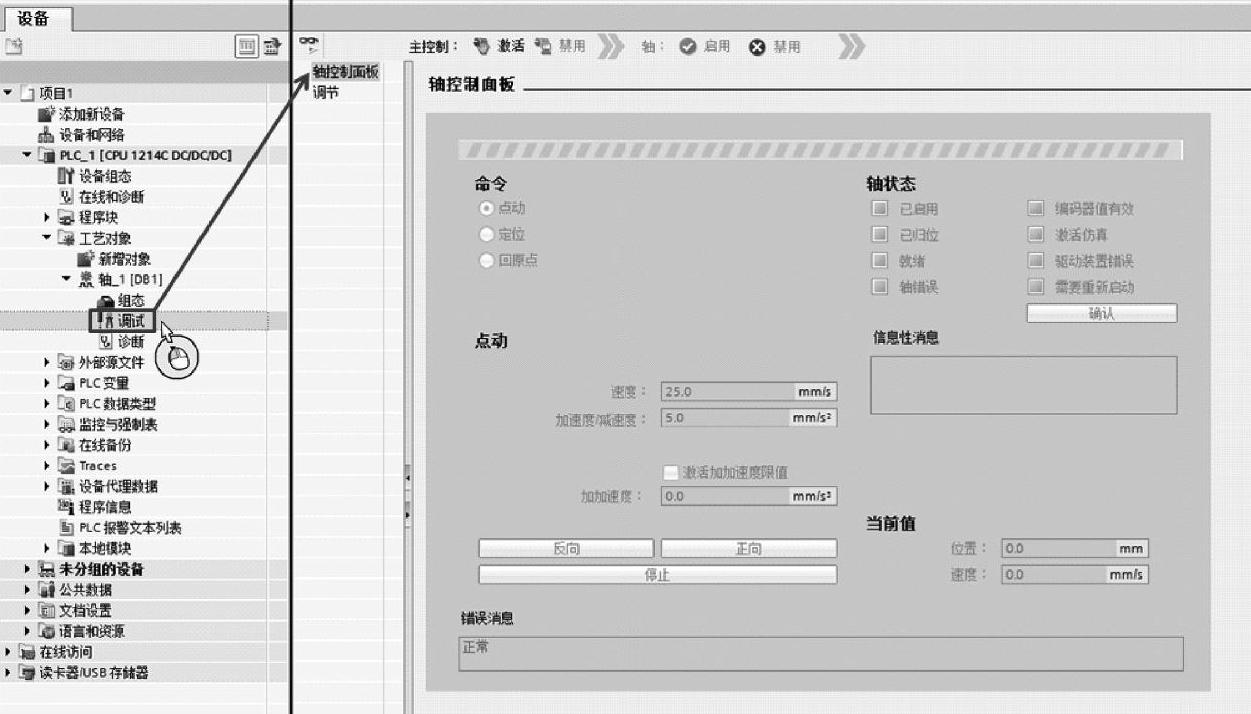
图12-71 轴控制面板
只有与CPU建立在线连接后,才能使用轴控制面板。当准备激活控制面板时,软件会询问是否使用主控制对轴进行控制,并需设定监视时间,如图12-72如示。
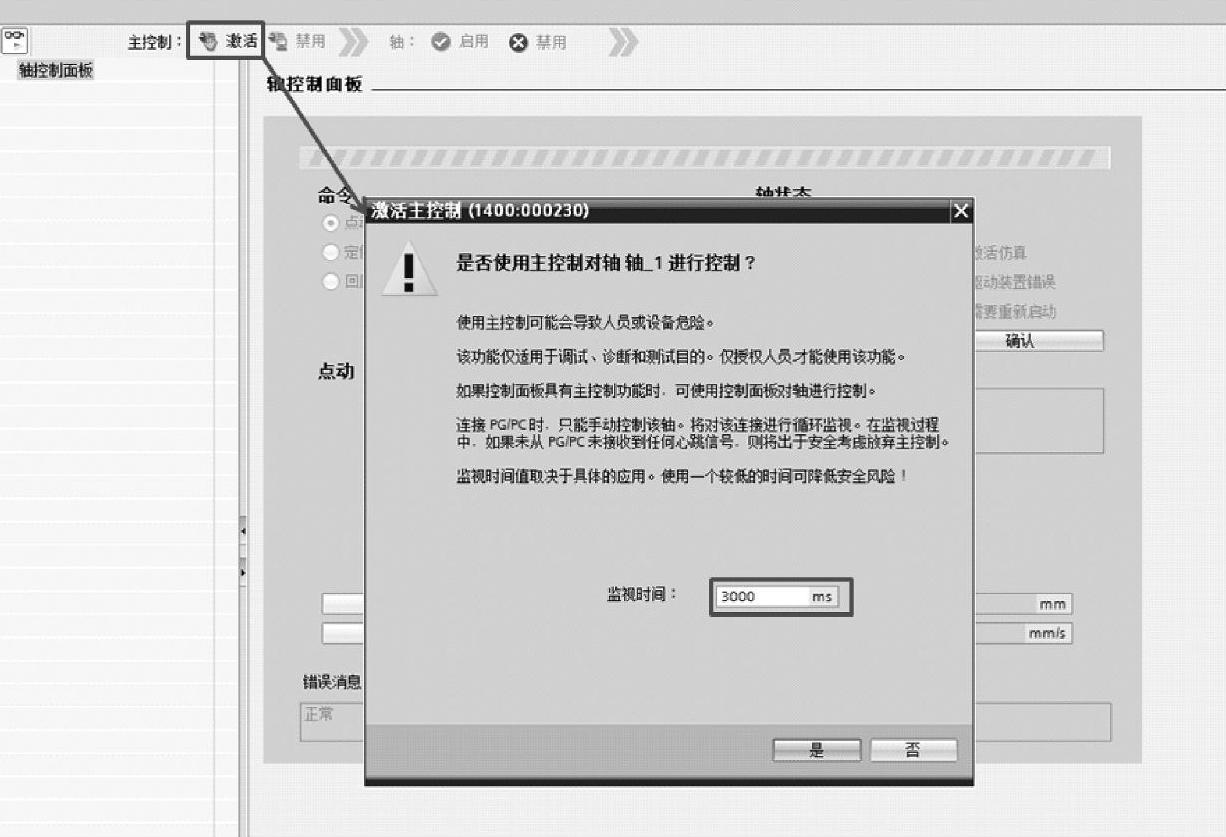
图12-72 轴控制面板激活
当激活了“轴控制面板”,并且正确连接到S7-1200CPU后就可以启用轴,通过控制面板对轴进行测试。控制面板的主要区域,如图12-73所示。
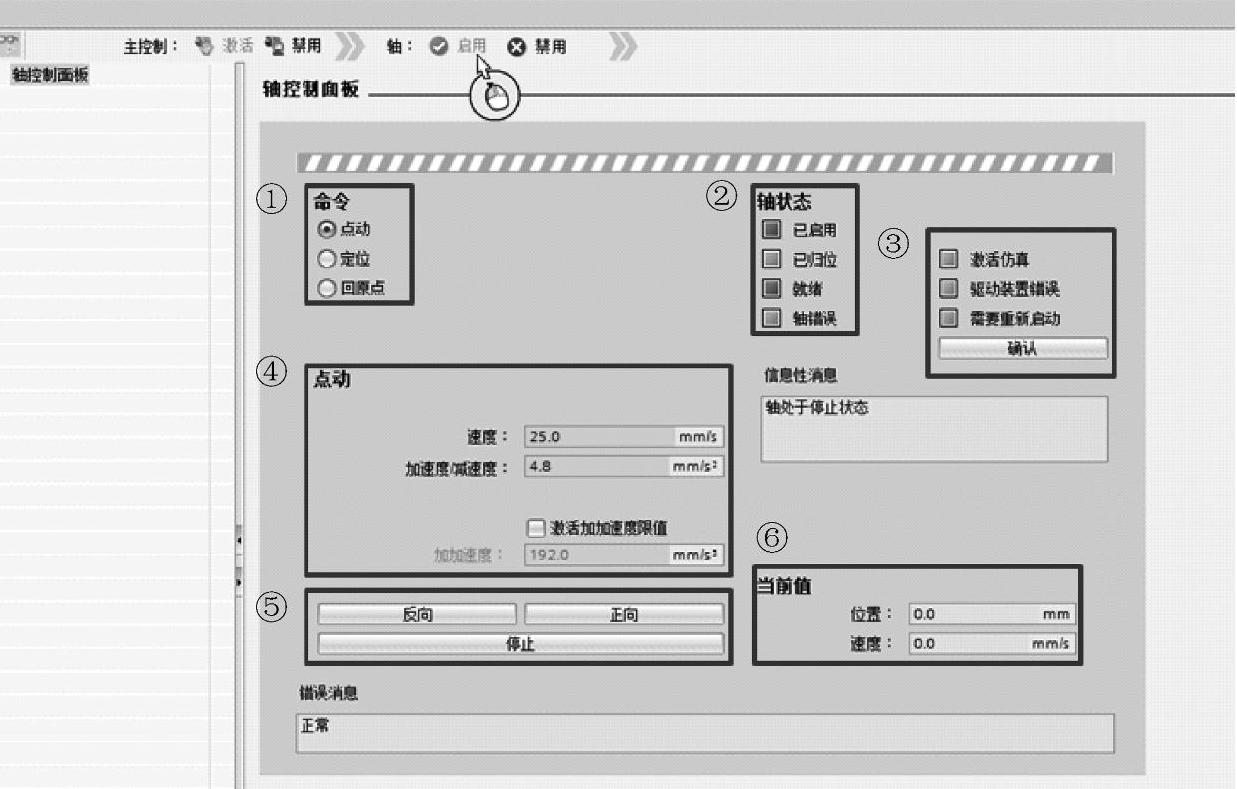
图12-73 轴控制面板
①“命令”:在这里分成三大类:“点动”,“定位”和“回原点”。
a.“点动”:相当于程序中的运动控制命令“MC_MoveJog”。
b.“定位”:相当于程序中的运动控制命令“MC_MoveAbsolute”和“MC_MoveRelative”,轴归位之后才可进行绝对定位。(https://www.xing528.com)
c.“回原点”:相当于程序中的运动控制命令“MC_Home”。
②“轴状态”:包括了是否完成回原点。
③错误“确认”按钮:相当于“MC_Reset”指令。
④根据①的命令选择,设置运行速度,加/减速度,距离等参数。
⑤根据①的命令选择,进行正/反方向设置、停止等操作。
⑥轴的“当前值”:包括轴的实时位置和速度值。
通过“调节”功能,可确定用于轴控制回路的最佳增益和预控制值,如图12-74所示。
①“优化增益设置”:在此区域中。可以设置测速步的运行方向,启停、速度、加速度、增益、预控制以及一个测试步的持续时间。
②“跟踪”功能:对于每个测试步,都会自动启动所需参数的跟踪记录,并在完成该测试步后显示该记录,可对记录进行评估并对增益和预控制进行相应调整。返回主控制后,将删除跟踪记录。
每个轴对象除了“组态”、“调试”外,还一个“诊断”选项,在TIA博途软件中使用诊断功能的“状态和错误位”可监视轴的状态和错误消息,可以参考“错误消息”来定位出错原因。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。