



发现轴承运行时噪声或振动超过了允许的数值或有异常现象,应进一步通过其他手段和分析查出原因,并加以解决。
(一)噪声和振动测量专用仪器和测量方法
要精确测量噪声或振动,需使用专用的仪器,例如图5-8所示的声级计(俗称噪声仪)和图5-9所示的测振仪。使用时,将声级计设置为“A”计权;测振仪应具有位移(或称为振幅,分双振幅或峰峰值与单振幅或峰值两种,一般使用前者,用S表示,单位为mm或μm)、速度有效值(用v表示,单位为mm/s)、加速度有效值(用a表示,单位为m/s2)。应按相关要求进行选择。
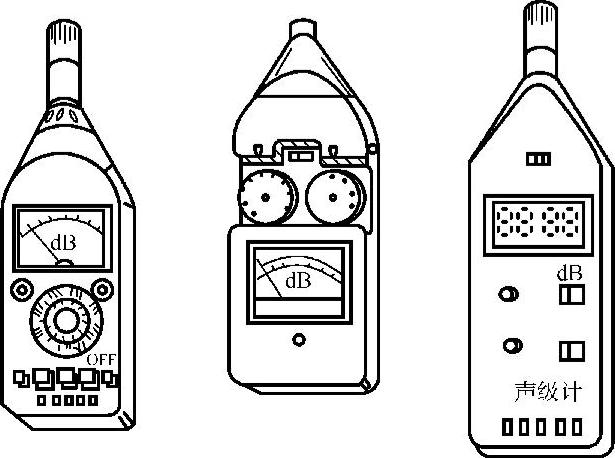
图5-8 声级计(噪声仪)
测量噪声时,应明确仪表到被测轴承的距离,一般为1m;测量振动时,应测量轴承的轴向、水平径向和竖直径向3个点,取最大点的数值作为测量结果。测量电动机空载和运行时的振动,操作如图5-10给出的示意图。
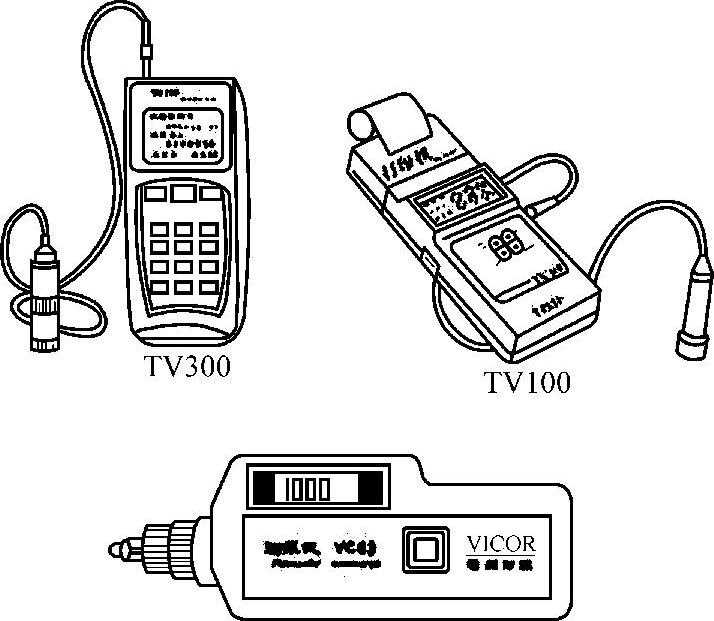
图5-9 测量机械振动数值的仪器(测振仪)
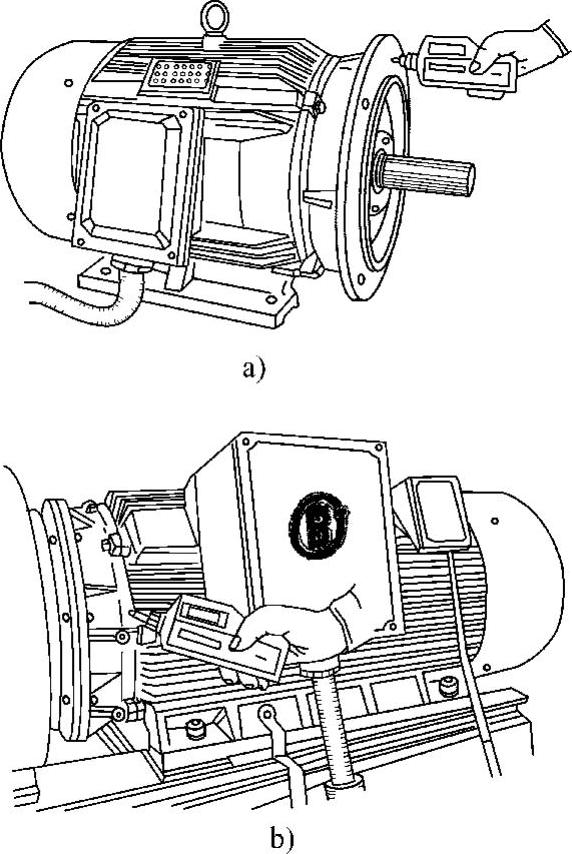
图5-10 测量电动机的振动数值
a)测量电机空载的振动数值 b)测量电机加载运行时的振动数值
用电子听诊器也可清楚地监听轴承内部的运转声,如图5-11所示。
没有上述仪器时,可通过一根专用的金属或其他杆状物体抵在轴承外圈位置进行测听,如图5-12所示。
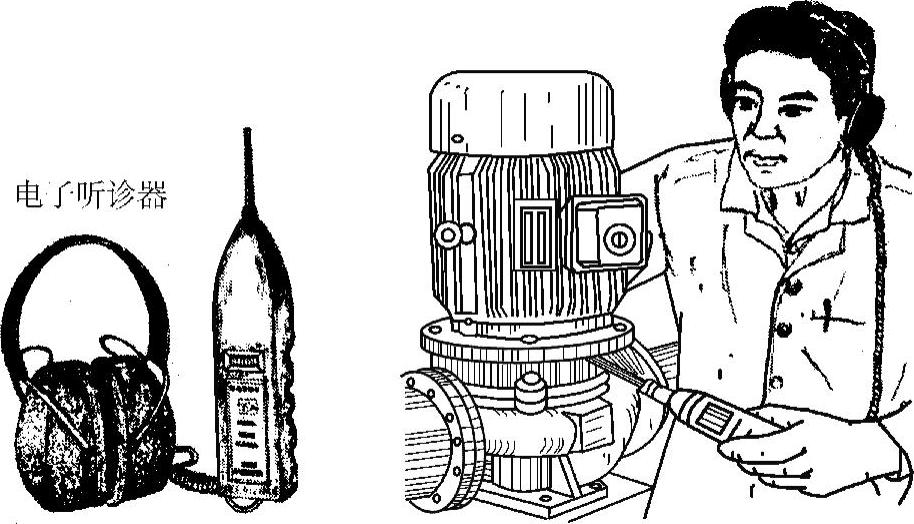
图5-11 用电子听诊器监听轴承的运转声
图5-12 用杆状物品监听轴承的运转声
(二)轴承噪声大或有异常噪声的原因
轴承噪声大是指其数值超过了规定的标准,异常噪声是指某些间断的或连续的不正常响声,例如“嗡嗡”声、“咔咔”声等,此时测量数值不一定超过规定的标准数值,但却让人感觉很不舒服,有时还可能进一步扩大并造成设备的损坏(例如部件之间或进入异物相擦造成的异常噪声等)。
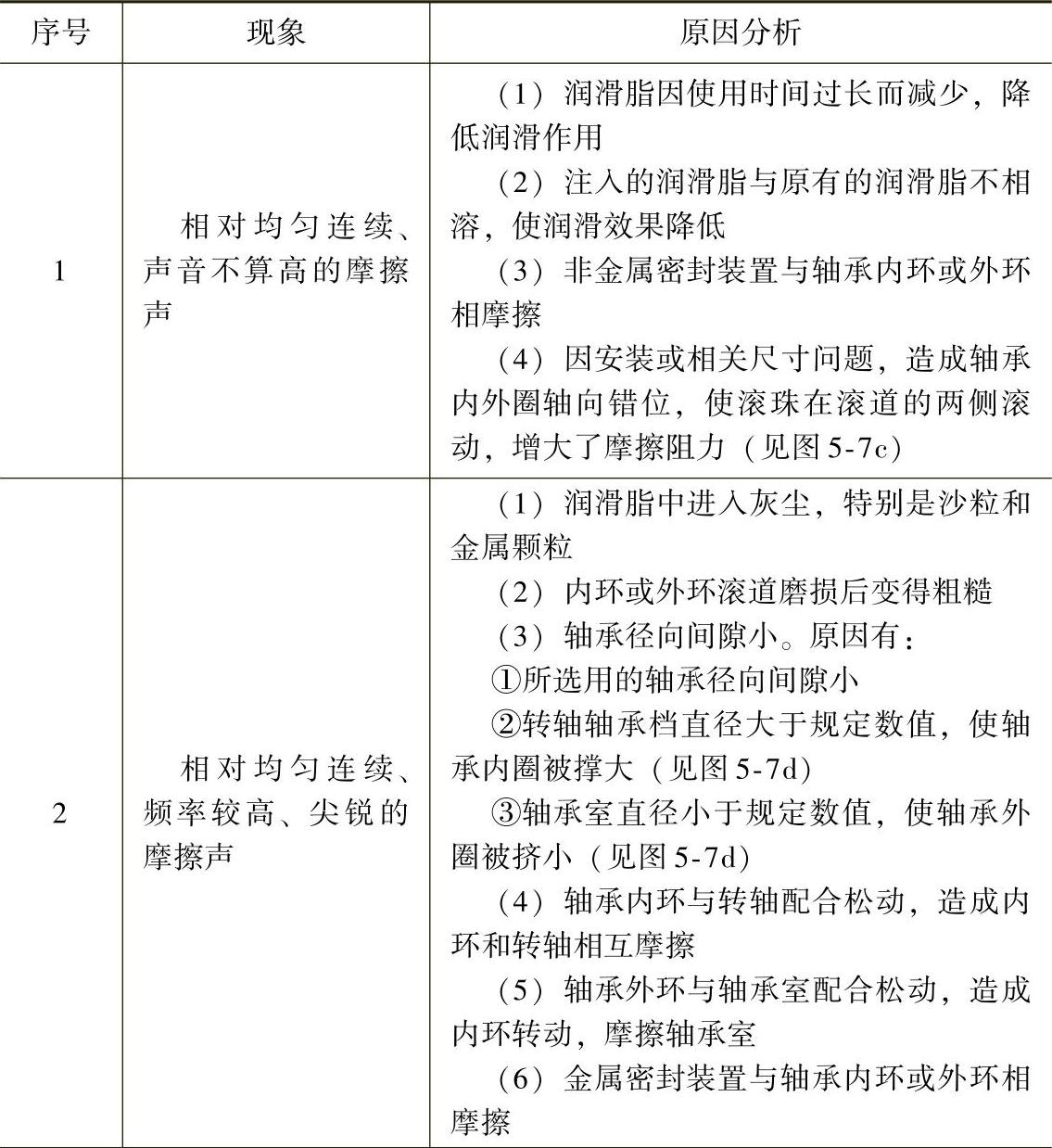
轴承噪声大或有异常噪声的现象和原因见表5-5。
(三)轴承振动大的原因
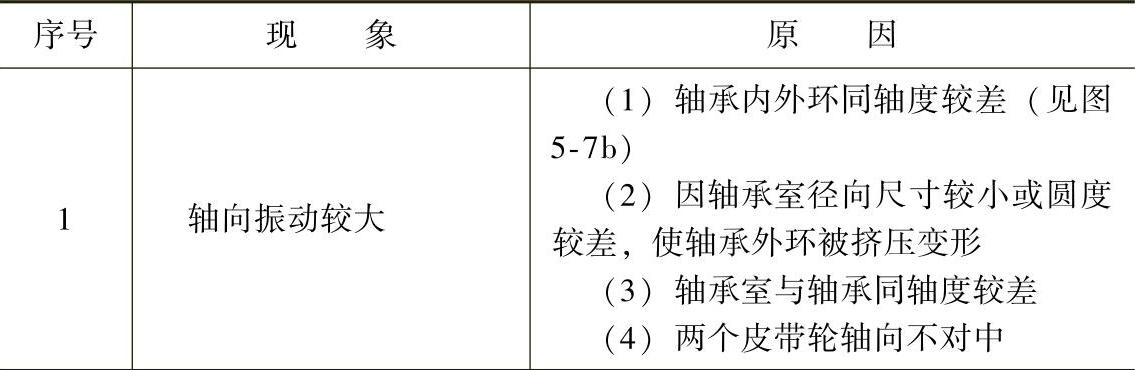
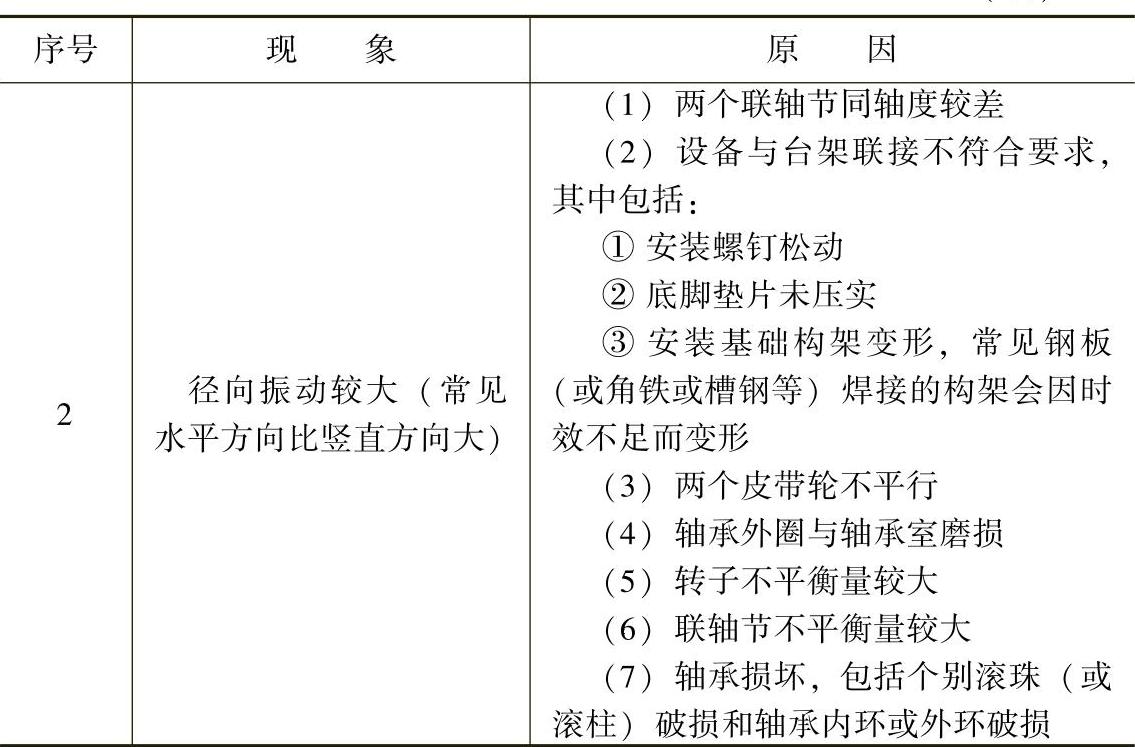
轴承振动大是指其振动数值超过了规定的标准。其现象和原因见表5-6。
表5-5 轴承噪声大或有异常噪声的现象和原因
(续)(https://www.xing528.com)
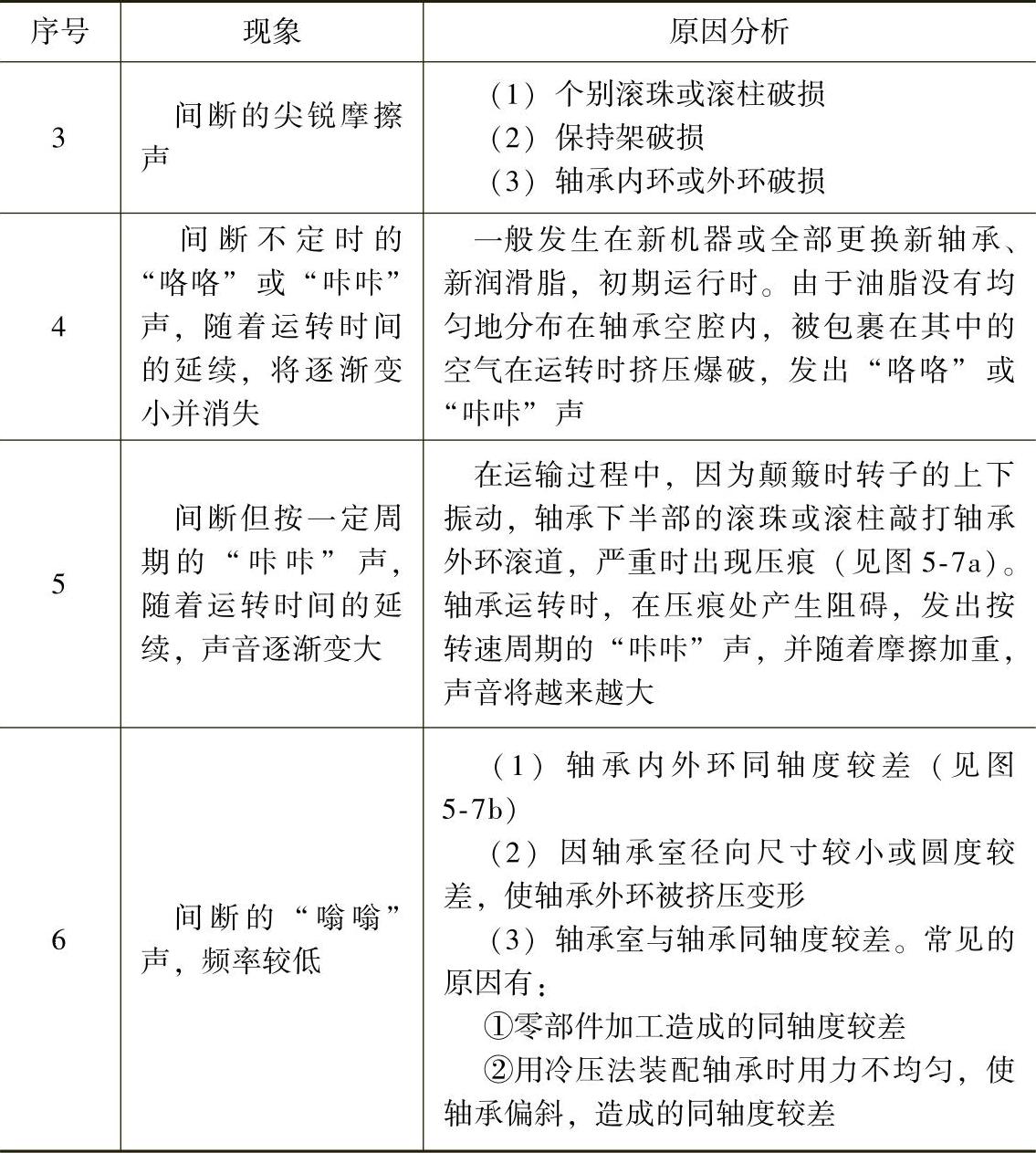
表5-6 轴承振动大的现象和原因
(续)
(四)调整皮带轮平行度和轴向对齐的方法
1.拉线法
用一根细绳靠紧大轴的端面(要求两轮端面平整,否则此法偏差较大),两端拉直,并正对两轴直径,若拉线与两个皮带轮的端面均靠紧,并且整条拉线是一条直线,则符合要求,如图5-13所示。
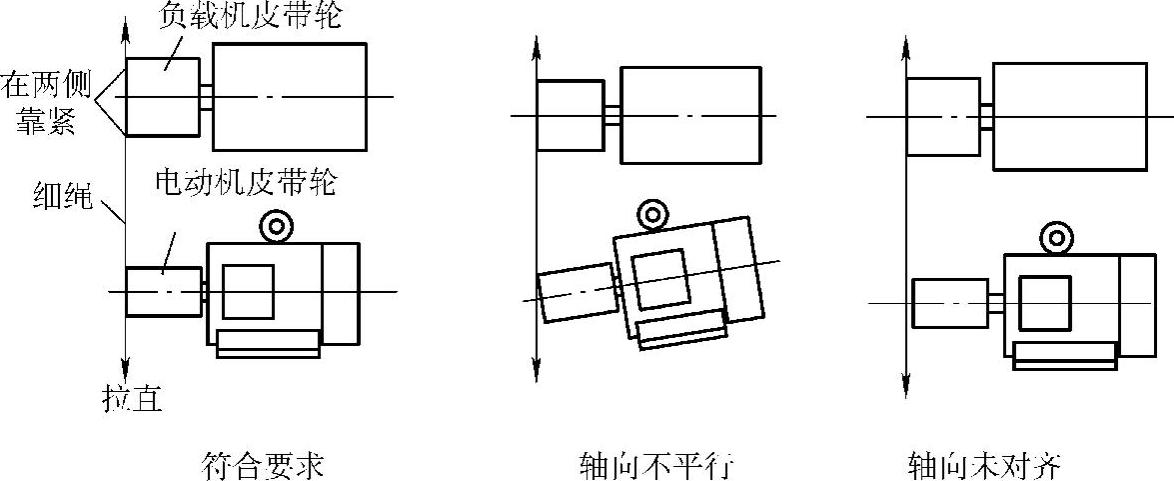
图5-13 两个皮带轮平行及轴向对齐的拉线检查法
2.吊线法
将两端均挂有重物(重量要大体相等)的两条细绳分别搭挂在两个皮带轮上,并使其与皮带轮的轴向中心线重合。从一端用眼瞄垂下的4条铅垂线。若完全重合,则两轮位置正确;看到两条线,说明两轮前后未对齐;看到3条线,则是两轮不平行,如图5-14所示。
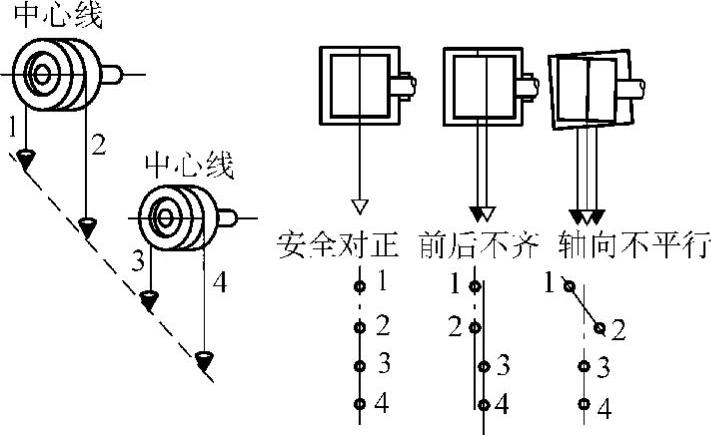
图5-14 吊线法检查两轮平行及轴向对齐情况
(五)两个联轴器同轴度的调整方法
1.用塞尺和直尺检查
当设备通过联轴器对接时,应使两个半节达到较高的同轴度,即轴向一致。另外,为防止因少量的轴向窜动造成两个半节“对顶”,应使两半节对接平面保持2~3mm的间隙,要求精确时,可用塞尺进行检测。同轴度的情况,可用一段直尺或一边较直的铁板、木板等靠在联轴器侧面,在顶面和两个侧面进行检查,若两个半节与直尺均密合,则说明同轴度达到了要求,否则存在轴向平行但不重合或轴向平行的现象,如图5-15所示。
2.用百分表检查两半节的同轴度误差
在两半节未联结的情况下,将一只百分表通过磁性表架固定在一端的联轴节上。表的测头压在负载端联轴节的侧面上。将百分表调整好后,盘动联轴节转动一周,如图5-16所示。记录百分表指示值的变化量(最大值与最小值之差)。该变化量即为两个半节的同轴度误差,俗称为“圆跳动”。应根据所用设备的精度要求(如整体振动的要求)以及联轴节的类型(刚性连接或弹性连接),将其控制在一个合适的范围之内,例如≤0.05mm。
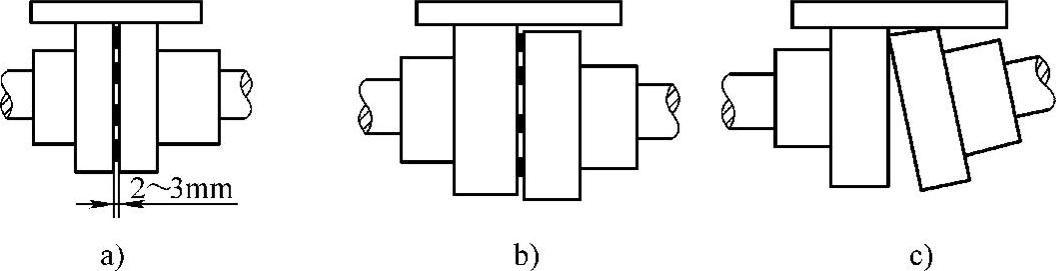
图5-15 用直尺检查联轴器对接的同轴度是否符合要求
a)合适时 b)轴向平行但不重合 c)轴向不平行
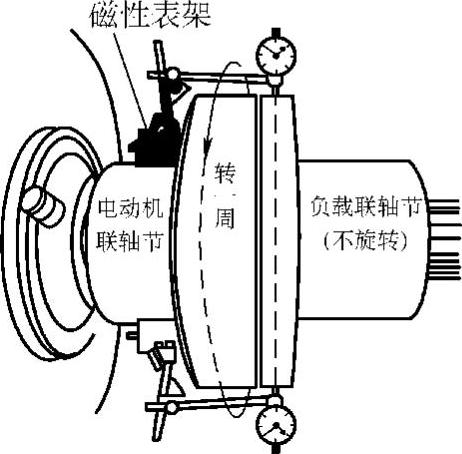
图5-16 用百分表检查两个联轴节的同轴度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。