



(一)装配前的检查
轴承在装配之前,首先要核对规格牌号(刻在轴承外圈端面或防尘盖上),应与要求的完全相符,再检查其生产日期,计算已存放的时间,该时间应在规定的期限之内(例如两年),超过规定期限的不应使用或经过必要的处理后方可使用。然后逐个进行外观检查,不应有破损、锈蚀等现象;对内、外圈组合为一体的轴承(例如深沟向心球轴承,俗称“死套轴承”),还应检查其运转的灵活性,如图3-5a所示。
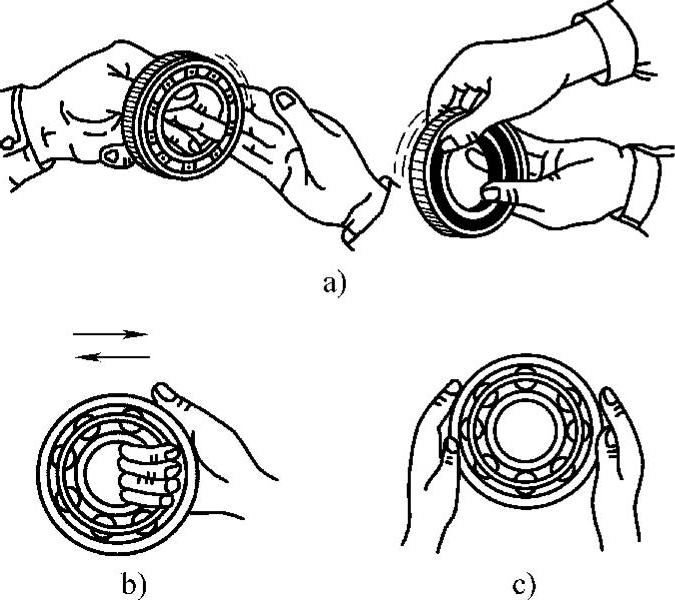
图3-5 装配滚动轴承前的检查
a)拨动外圈检查转动灵活性 b)前后晃动检查游隙大小 c)双手托起晃动检查游隙大小
有必要时还应进行径向游隙大小的检查。在组装现场,可用手感法简单地检查轴承游隙是否合适。手握轴承前后晃动,不应有较大的撞击声(见图3-5b);或用两手如图3-5c所示托起轴承,上、下、左、右晃动,不应有明显的撞击声。
(二)加热装配工艺
通过对轴承加热,使其内圈内径膨胀变大后,套到转轴的轴承档处,应注意将该规格牌号的一端放在外边(下同),以便于查对。冷却后内圈缩小,从而与轴形成紧密的配合。轴承加热温度应控制在80~100℃,加热时间视轴承的大小而定,常用的加热方法有如下4种。
1.油煮法
将轴承放在变压器油中的网架上,如图3-6a所示。加热变压器油,到预定时间后捞出,用干净不脱毛的布巾将其油迹和附着物擦干净后,尽快套到轴上。
2.工频涡流加热法
将轴承套在工频加热器的动铁心上后,接通加热器的工频交流电源。轴承会因电磁感应而在内、外圈中产生涡流(电流),从而产生热量使其膨胀,如图3-6b所示。
3.烘箱加热法
将轴承放入专用的烘箱内加热,如图3-6c所示。
4.电磁炉加热法
将轴承放在电磁炉上加热,此法比较适用于较小的轴承。所用电磁炉有专业厂生产的产品,也可使用家庭做饭使用的普通电磁炉。应将轴承放在一块铁板上(或电磁炉平底锅等,将轴承直接放在电磁炉上可能不会加热,此时电磁炉屏幕可能显示“E1”——无加热器件)。在操作中应注意控制好温度,例如选择最低温度一档C1,如图3-6d所示。
加热到适当时间后,尽快将其套在轴上轴承档的预定位置。操作时要戴干净的手套,防止烫伤或脱手后砸脚,如图3-6e所示。
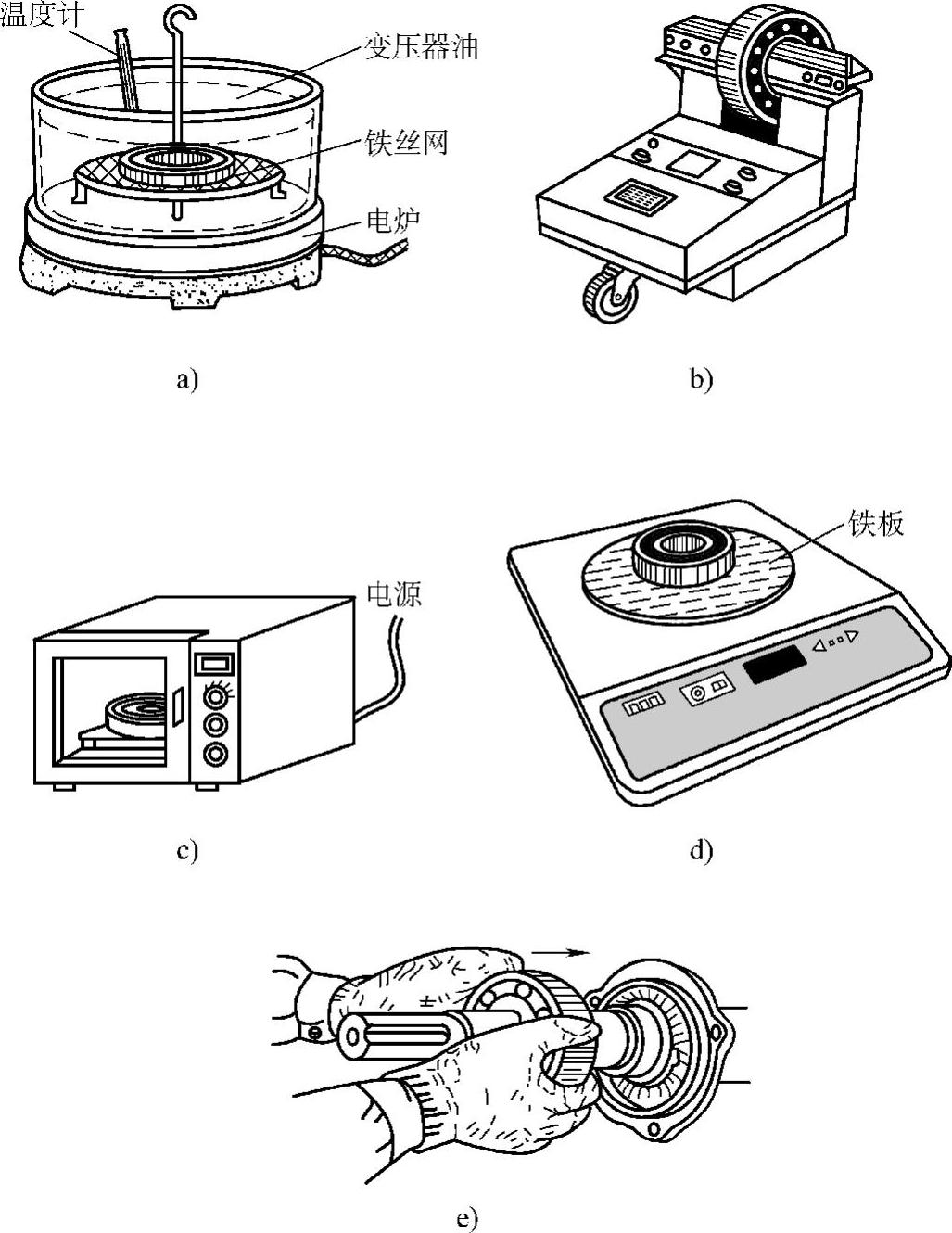
图3-6 滚动轴承的热装配工艺
a)油煮加热 b)工频涡流加热 c)用烘箱加热 d)用电磁炉加热 e)加热后套装
(三)滚动轴承的冷装配工艺
所用轴承保持常温状态,用在轴承内圈端面施加压力的方法,将其套到转轴轴承档部位的工艺称为冷装配工艺。装配前,在轴的轴承档部位上涂上一些润滑油,会对顺利装配有所帮助,如图3-7a所示。
使用油压机进行装配时,应设置位置传感器或开关、过压力传感器等装置,以确保压装到位,并且到位后压力就会撤销,以防止再加更大的压力将轴承或轴损伤。图3-7b所示,为使用立式油压机进行操作,轴承上面放置的是一个专用的金属套筒,抵在轴承内圈上。
用榔头击打套筒顶部将轴承推到预定位置,敲击时应注意力的方向,要始终保持与电机轴线重合,如图3-7c所示。
在无上述条件时,可用铜棒抵在轴承内圈上。用榔头击打,要在圆周方向以180°的角度,一上一下,一左一右地循环着敲打,用力不要过猛,如图3-7e所示。(https://www.xing528.com)
(四)圆锥内孔轴承的安装工艺
圆锥内孔轴承可以直接装在有相同锥度的轴颈上。
若安装在圆柱轴承上,则需要通过一个内为圆柱孔外为圆锥面的紧定套,并通过锁紧螺帽和防松动垫圈将轴承锁定,上述部件如图3-8所示。
其配合的松紧程度可用轴承径向游隙减小量来衡量,因此,安装前应测量轴承径向游隙,安装过程中应经常测量游隙以达到所需要的游隙减小量为止,安装时一般采用锁紧螺母,也可采用加热安装的方法。
单列圆锥滚子轴承安装最后应进行游隙的调整。游隙值应根据不同的使用工况和配合的过盈量大小而具体确定。必要时,应进行试验确定。双列圆锥滚子轴承和水泵轴连轴承
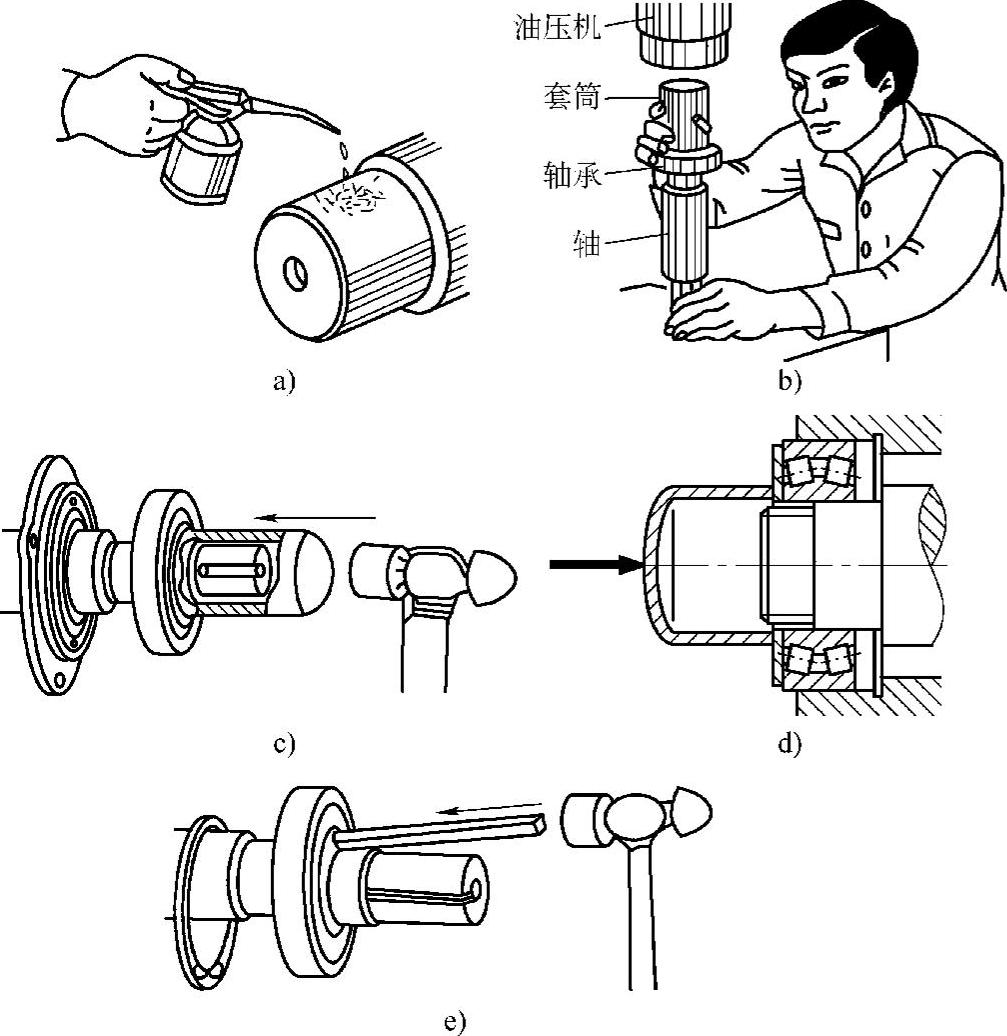
图3-7 滚动轴承的冷装配工艺
a)在轴承档加少量机油 b)用油压力机装配 c)用专用套筒敲击装配向心轴承 d)用专用套筒敲击装配调心轴承 e)用铜棒敲击装配
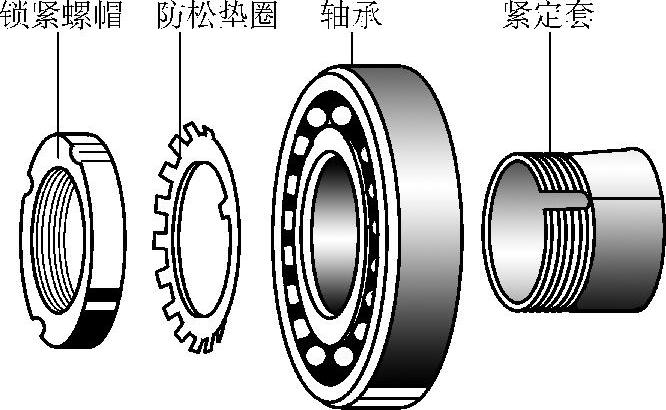
图3-8 将圆锥内孔轴承安装于圆柱轴上所用的部件
在出厂时已调整好游隙,安装时不必再调整。
将圆锥内孔轴承安装于圆柱轴上的步骤如下:
(1)一个紧靠轴肩安装的紧定套需要一个间隔套,其设计要使紧定套能在其内凹空间活动,以使轴承与间隔套有良好的接触。若使用无轴肩的平直轴,紧定套要安置在事先确定的位置(包括设计位置和拆卸前记录的位置),或测量以配合轴承在轴承室中的位置。
(2)用清洁不脱毛的白布将待用的轴承和紧定套内外擦干净,之后在配合面上薄薄涂一层机油,如图3-9a和图3-9b所示。
(3)将轴擦拭干净后,在其配合面上点少许机油,套上紧定套。用工具(例如一字口螺丝刀)将紧定套的开口微微撬开,则可使紧定套在轴上沿轴向移动,如图3-9c所示。
(4)将轴承套在紧定套上后,放好防松动垫圈,再用锁紧螺帽将轴承锁定,如图3-9d和3-9e所示。
(5)用手转动轴承外圈,应转动灵活,如图3-9f所示。
(五)推力轴承的安装工艺
安装推力轴承时,应检验轴圈和轴中心线的垂直度。方法是将千分表固定于箱壳端面,使表的测头顶在轴承轴圈滚道上边,转动轴承,观察千分表指针,若指针偏摆,说明轴圈和轴中心线不垂直。
推力轴承安装正确时,其座圈能自动适应滚动体的滚动,确保滚动体位于上下圈滚道。如果装反了,不仅轴承工作不正常,且各配合面会遭到严重磨损。由于轴圈与座圈的区别不很明显,装配中应格外小心,切勿搞错。此外,推力轴承的座圈与轴承座孔之间还应留有0.2~0.5mm的间隙,用以补偿零件加工、安装不精确造成的误差,当运转中轴承
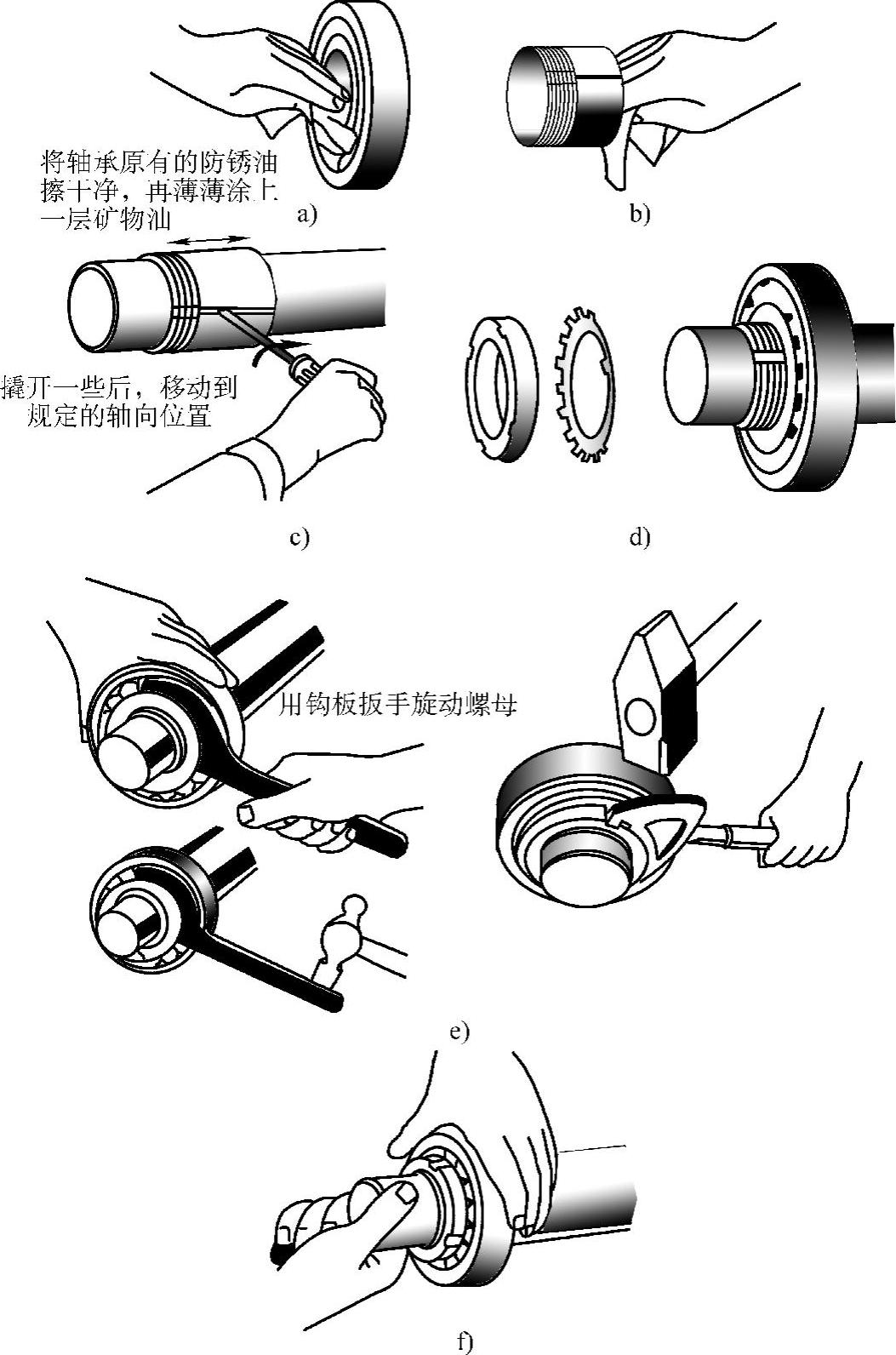
图3-9 将圆锥内孔轴承安装于圆柱轴上的步骤
a)清洁轴承 b)清洁紧定套 c)安装紧定套 d)安装轴承、防松垫圈和锁紧螺母 e)用钩形扳手旋紧锁紧螺帽 f)检查是否灵活
套圈中心偏移时,此间隙可确保其自动调整,避免碰触摩擦,使其正常运转。否则,将引起轴承剧烈损伤。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。