



1.法兰泄漏的引流焊接密封
1)泄漏部位:某炼油厂DN800蒸汽输送管线连接法兰。
2)泄漏部位材质:管线及法兰均为20钢。
3)泄漏介质:蒸汽,压力1.0MPa,温度180℃。
4)泄漏原因:界面泄漏,紧固法兰连接螺栓后无法消除泄漏,说明垫片已损坏。
5)泄漏点测绘:泄漏法兰外径为1021mm,连接螺栓规格M36、长250mm,共24个。
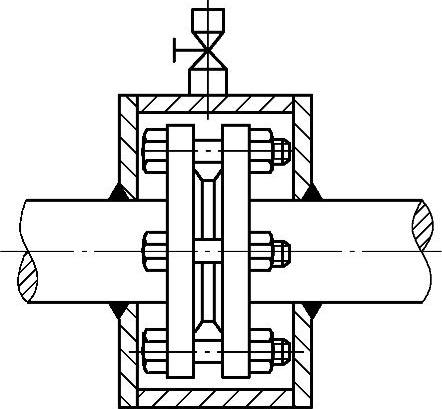
6)根据泄漏法兰的外径及连接螺栓的长度设计制作引流器,如图8-21所示。
7)焊接作业:选用交流电焊机,焊条型号FA303,直径4.0mm,焊接电流为170A左右,焊接两层,焊接时间约3h。
首先将两等分的引流器套在泄漏法兰上,并使引流阀门对准泄漏区域,增强引流效果;安装好后,定位焊,使引流器固定在泄漏法兰上;然后两名焊工同时施焊,直到焊合为止,再盖一次面焊;最后关闭各个引流阀门,泄漏立刻止住。
2.阀门填料泄漏的引流焊接密封
1)泄漏部位:某炼油厂蒸汽输送管线截止阀填料及法兰。
2)泄漏阀门规格DN50、PN25,材质为铸钢。
3)泄漏介质为蒸汽,压力0.9MPa,温度175℃。
4)泄漏原因:冲刷及经常开闭阀门引起,泄漏量日趋增大,生产上不允许停蒸气。
5)泄漏点测绘:阀门长230mm,加上连接法兰及螺栓总长为330mm,阀门全高370mm,法兰外径160mm,阀门杆直径20mm,管道直径57mm×3.5mm。
6)根据泄漏阀门测量情况,制作一个全封闭盒式引流器,并在引流器两侧各焊接一个引流阀门,结构如图8-22所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-21 法兰泄漏引流焊接法
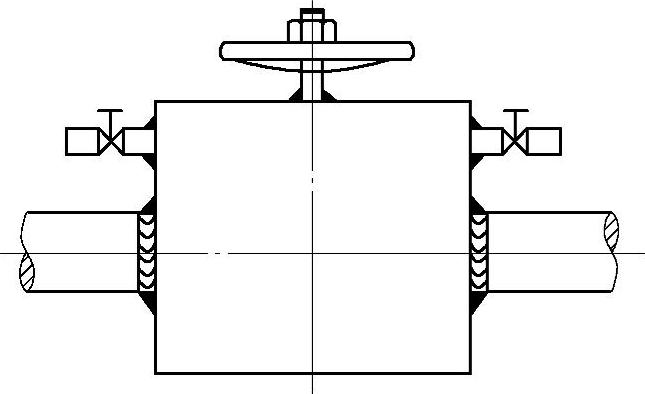
图8-22 阀门填料泄漏引流焊接
7)焊接作业:选用交流电焊机,焊条型号E4303,直径3.2mm,焊接电流为155A左右,焊接两层,焊接时间约1h。
首先将两等分的引流器套在泄漏阀门上,并使引流阀对准泄漏区域,增强引流效果;安装好后,定位焊,使引流器固定在泄漏管道上,三人配合作业,由一人施焊,先焊下部;最后焊接上部,焊好后再盖一项面焊,关闭引流阀,泄漏止住。
3.压力管道弯头泄漏的引流焊接密封
1)泄漏部位:某厂蒸汽输管线DN50mm标准弯头,已冲刷出较大的孔洞。
2)泄漏部位材质:20钢。
3)泄漏介质:蒸汽,压力0.9MPa,温度175℃。
4)泄漏原因:冲刷引起。
5)泄漏点测绘:压力管道尺寸为57mm×3.5mm,弯曲半径为1.5mm标准弯头。
6)根据泄漏弯头测量情况制作引流器:找一个标准DN50弯头,用气焊从弯曲中心线切开;然后将切口磨成60°坡口,再将这块弧形弯头在标准DN50的弯头上严缝处理。当缝隙较大时,可用气焊加热,然后锤击,直到合严为止;在弧形弯头上开一圆孔,并焊接上一个DN15的焊接阀门,其结构如图8-23所示。
7)焊接作业:选用交流电焊机,焊条型号FA-303,直径3.2mm,焊接电流为160A左右,焊接2层,焊接时间约1h。
首先将引流阀打到全开位置,一人把引流器压合在泄漏弯头上,并使引流孔对准泄漏孔洞。另一人迅速定位焊,使引流器固定在泄漏弯头上,然后连续焊接,共焊两遍。关闭引流阀,泄漏立刻停止。
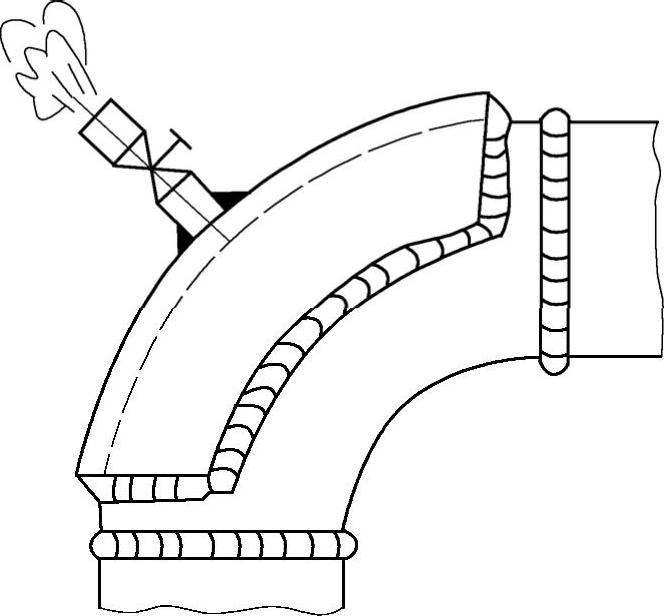
图8-23 弯头泄漏引流焊接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。