



带压引流焊接方法,可以消除具有焊接性承压设备出现的各种泄漏事故,实现带压密封的目的。
1.基本原理
带压引流焊接密封是指承压设备一旦出现压力介质泄漏,在不降低其温度、压力和泄漏流量的条件下,利用焊接技术实现再密封的目的。由于是在承压设备泄漏状态下进行的特殊焊接作业,泄漏位置千变万化,施焊人员必须与各种物化性能不同的泄漏介质直接接触。因此与正常的焊接工艺相比,承压设备的带压引流焊接难度更大。
承压设备的泄漏常发生在焊接、机械连接及流体转向冲刷等部位。在相当长的时期内,承压设备的带压焊接一直被人们视为禁区。
泄漏介质的存在必然影响焊接作业的进行,如果能够将泄漏介质通过特殊的装置引开,然后在没有泄漏介质影响或影响较小的区域进行焊接作业,处理好后,切断泄漏通道,从而达到带压密封的目的,这就是引流焊接密封法的基本思路。具体做法是:按泄漏部位的外部形状设计制作一个引流器,引流器一般由封闭板或封闭盒及闸阀组成;由于封闭板或封闭盒与泄漏部位的外表面能较好地贴合,因此在处理泄漏部位时,只要将引流器吻合在泄漏部位上,事先把闸阀全部打开,泄漏介质就会沿着引流器的引流通道及闸阀排掉;而在封闭板的四周边缘处,则没有泄漏介质或只有很少的泄漏介质外泄;此时就可以利用金属的焊接性将引流器牢固地焊在泄漏部位上,如图8-15a所示。引流器焊好后,关闭闸阀就能重新达到密封的目的,如图8-15b所示。
带压引流焊接密封技术的基本原理是:利用金属的焊接性,将装闸阀的引流器焊在泄漏部位上,泄漏介质由引流通道及闸阀引出施工区域以外,待引流器全部焊牢后,关闭闸阀,实现密封的目的。
2.承压设备允许带压焊接最小壁厚的计算
在承压设备上进行焊接作业,首先要解决安全性和可靠性问题。根据《压力容器安全技术监察规程》第122条,“压力容器内部有压力时,不得进行任何修理。对于特殊的生产工艺过程,需要带温带压紧固螺栓时,或出现紧急泄漏需要进行带压堵漏时,使用单位必须按设计规定选定有效的操作要求和防护措施”中的“选定有效的操作要求”,指的是带压焊接必须满足的充分条件,即承压设备泄漏部位区域的实际壁厚。没有足够的厚度,带压焊接时,极易发生烧穿现象,引发更大的泄漏事故。因此,带压焊接之前必须对承压设备焊接部位进行测厚,满足壁厚要求后,才能考虑带压焊接密封的可行性。
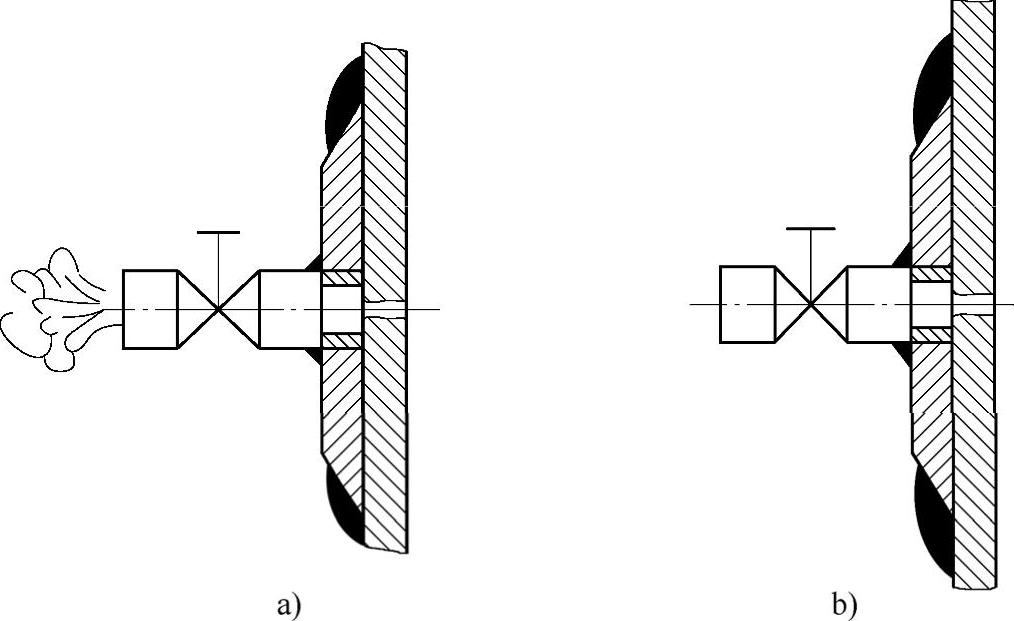
图8-15 带压引流焊接示意
a)引流器焊在泄漏部位 b)关闭闸阀重新密封
承压设备允许带压施焊的壁厚可通过下式计算:

式中,t是承压设备允许带压焊接的最小壁厚(mm);p是泄漏介质实际压力(MPa);D是承压设备的外径(mm);f是安全系数(液体承压设备取0.6,气体承压设备取0.5);σs是承压设备材料的最小屈服极限(MPa);c是因焊接引起的壁厚修正量(mm),通常取c=2.4mm。
3.引流器的结构形式
引流器一般由封闭盒(管)和排泄阀两部分组成,它的结构形式应当按照泄漏缺陷的外部几何轮廓设计制作,常用的有管式引流器、板式引流器和盒式引流器。
(1)管式引流器 管式引流器的结构如图8-16所示。其封闭管可用标准无缝钢管制作,其规格根据承压设备泄漏缺陷的大小选择,钢管的内径应能全部覆盖住泄漏缺陷,并有充足尺寸的通道引出泄漏介质,不产生阻塞现象。引流阀应选择阻力小的闸阀。图8-16a为用于平面泄漏缺陷的管式引流器,封闭管前端为带有坡口的平面结构形式;图8-16b为用于曲面泄漏缺陷的管式引流器,封闭管前端为带有弧线形的结构形式,可按泄漏缺陷的外部几何形状制作;图8-16c为用于角缝泄漏缺陷的管式引流器,封闭管的前端为带有特定角度的锥状结构形式,可按泄漏缺陷的角度制作,并在现场进行实际研合。
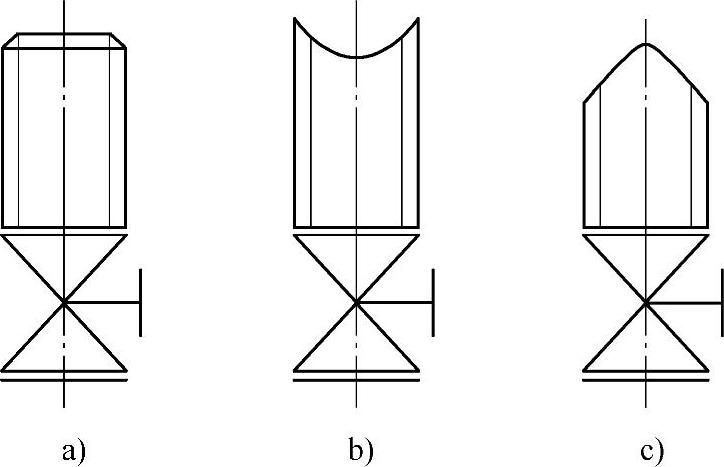
图8-16 管式引流器结构
a)用于平面泄漏缺陷的管式引流器 b)用于曲面泄漏缺陷的管式引流器 c)用于角缝泄漏缺陷的管式引流器
(2)板式引流器 制作引流器的材料应与承压设备的材质相同,或选择焊接性优于承压设备材质的材料。引流板的厚度应等于泄漏承压设备的壁厚,或通过式8-1计算确定。引流阀应选择阻力小的闸阀,其规格应能够覆盖全部泄漏缺陷。
(3)盒式引流器 承压设备的泄漏多是裂纹、腐蚀及焊缝上的焊接缺陷引起的,泄漏多呈喷射状态。盒式引流器的设计制作方法如下:首先全面了解泄漏介质参数,测量泄漏部位的尺寸,如管道外直径、设备曲率、泄漏裂纹长短、孔洞几何尺寸等,根据上述数据设计制作一个封闭盒,要求封闭盒能与泄漏部位外表面吻合良好,且能全部覆盖住泄漏缺陷。在封闭盒中心开一个15~89mm的孔,根据所选阀门的结构形式,在开孔上焊一短接,(丝头、法兰、焊接等形式),将DN15~DN80mm的闸阀安装在短接上,必要时还可在阀门的另一侧再加一个短接,在此短接上可以接短胶管,这样就可以把泄漏介质引向指定的方向,其结构如图8-17所示。(https://www.xing528.com)
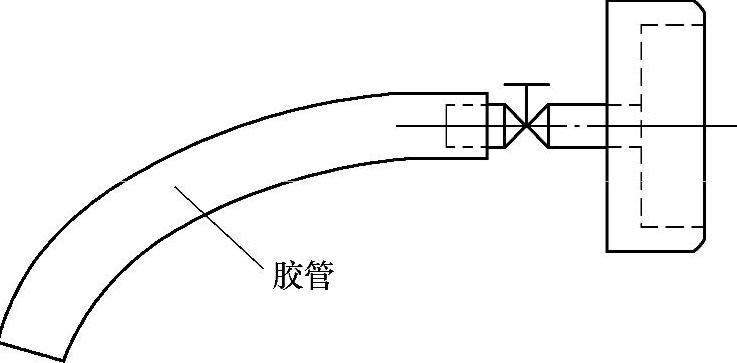
图8-17 盒式引流器结构
法兰泄漏盒式引流器的制作:首先测量泄漏法兰的有关数据,包括两泄漏法兰的总宽度B,法兰的最大外径D,法兰接管的尺寸D1、D2,如图8-18所示。根据这些数据设计一个法兰引流器,结构如图8-19a所示。法兰引流器的壁厚通过相关公式计算确定。引流器的加工精度视泄漏介质的压力、泄漏量的大小而定。精度要求较高时可首先焊制成一个封闭的圆柱形盒体,如图8-19b所示。圆柱形盒体的内壁宽度应大于两块法兰及连接螺栓的总长,一般以大于这一尺寸10~30mm为宜,盒子焊好后,用铣床或锯床从直径上断开,断开后再定位焊上,然后加工两个圆孔φ1、φ2,引流阀应开设在圆柱盒的径向上,当泄漏量较大,一个引流阀难以达到引流目的时,则应开设多个引流阀,以便顺利排放泄漏介质。引流阀应选用DN15~DN80mm的闸阀。
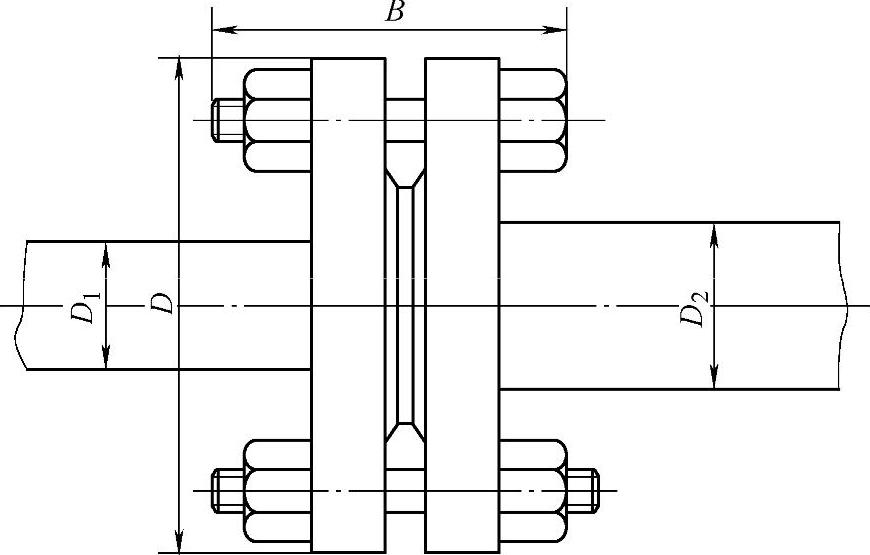
图8-18 泄漏法兰
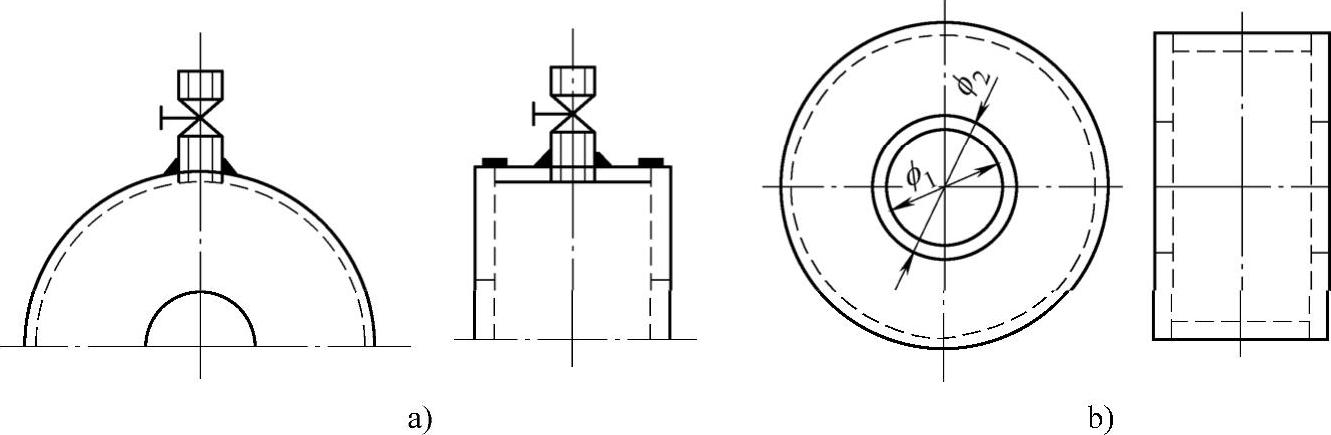
图8-19 法兰泄漏盒式引流器结构
a)法兰引流器结构 b)封闭的圆柱形盒体
4.引流器壁厚的计算
(1)盒式引流器筒体壁厚计算 由图8-19可知,盒式引流的简体部分相当于受内压作用的压力容器,可通过下式计算其壁厚:
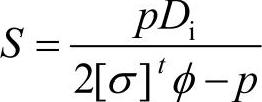
式中,S是盒式引流器筒体计算壁厚(mm);p是泄漏介质实际压力(MPa);Di是盒式引流器内径(mm);t是承压设备允许带压焊接的最小壁厚(mm);φ是焊接接头系数,取φ=0.7;[σ]t是泄漏介质温度下引流器材料的许用应力(MPa)。
(2)盒式引流器端板壁厚计算 由图8-19可知,盒式引流器的端板可通过下式计算其壁厚:
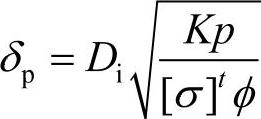
式中,δp是盒式引流器筒体计算壁厚(mm);K是端板平盖系数,当引流器圆筒壳体与端板为焊接结构时,K=0.3;p是泄漏介质实际压力(MPa);Di是盒式引流器内径(mm);T是承压设备允许带压焊接的最小壁厚(mm);φ是焊接接头系数,取φ=0.7;[σ]t是泄漏介质温度下引流器材料的许用应力(MPa)。
5.焊接工艺选择及操作方法
带压引流焊接工艺应根据承压设备的母材及引流器的材料来选择,可依据GB 50236—2011确定。带压焊接作业时,应当配合作业,一人首先把引流器紧紧压合在泄漏缺陷上,使泄漏介质经引流通道、短接、闸阀及胶皮管引开,使得引流器的四周无泄漏或泄漏很小;另一人应事先把电流调整好,电流不可过大,以免把管道烧穿,第一步先将引流器定位焊在泄漏部位上,以防止焊接变形,施焊时,引弧点应选在引流器上,然后再移到焊接处连续焊接。
焊接的顺序:先焊特殊位置或不好焊的位置,如仰焊;后焊正常位置或好焊的位置,如平焊,这样可以有效地保证焊接的质量。因为先焊时,泄漏介质的干扰会小一些,随着焊接的进行,泄漏介质的干扰会明显增大。当焊到有少量泄漏介质干扰的位置时,焊缝成形后可能出现气孔或其他焊接缺陷,甚至在焊缝上仍有泄漏存在,这时可用刨锤或样冲将其碾研,再在其上复焊一层焊肉。焊接时的焊条角度如图8-20所示。引流器的四周焊好后,应认真检查一遍,确认无误后,即可关闭闸阀。
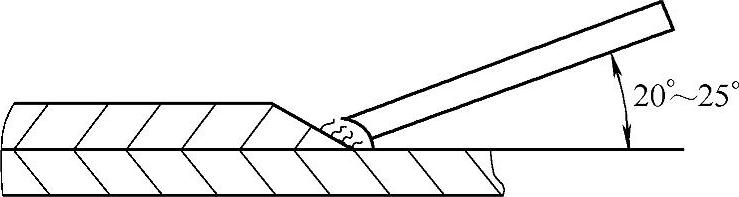
图8-20 焊条角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。