



1.液压系统工作原理
某HEAVYCUT4.2-φ225数控镗铣床的液压高压系统采用的是液压泵常转,电磁阀切换的保压方法(图7-26)。机床送电后,高压齿轮泵即开始工作。当油压达到13.5MPa时,压力开关0.9接通使电磁阀0.10.3断电,回路与油箱接通,液压系统开始泄压。当系统压力降到11.0MPa时,压力开关0.8接通,使电磁阀0.10.3得电,回路与油箱断开,这时系统压力升高。如此循环电磁阀切换使机床液压系统压力保持在11.0~13.5MPa范围内,以保证机床的三级齿轮变速、机械手自动换刀、刀具夹紧、滑枕平衡等需要。如果在二位二通电磁阀0.10.3得电后的30s内系统压力达不到13.5MPa,即压力开关0.9不接通则电控系统报警,机床不能正常工作。
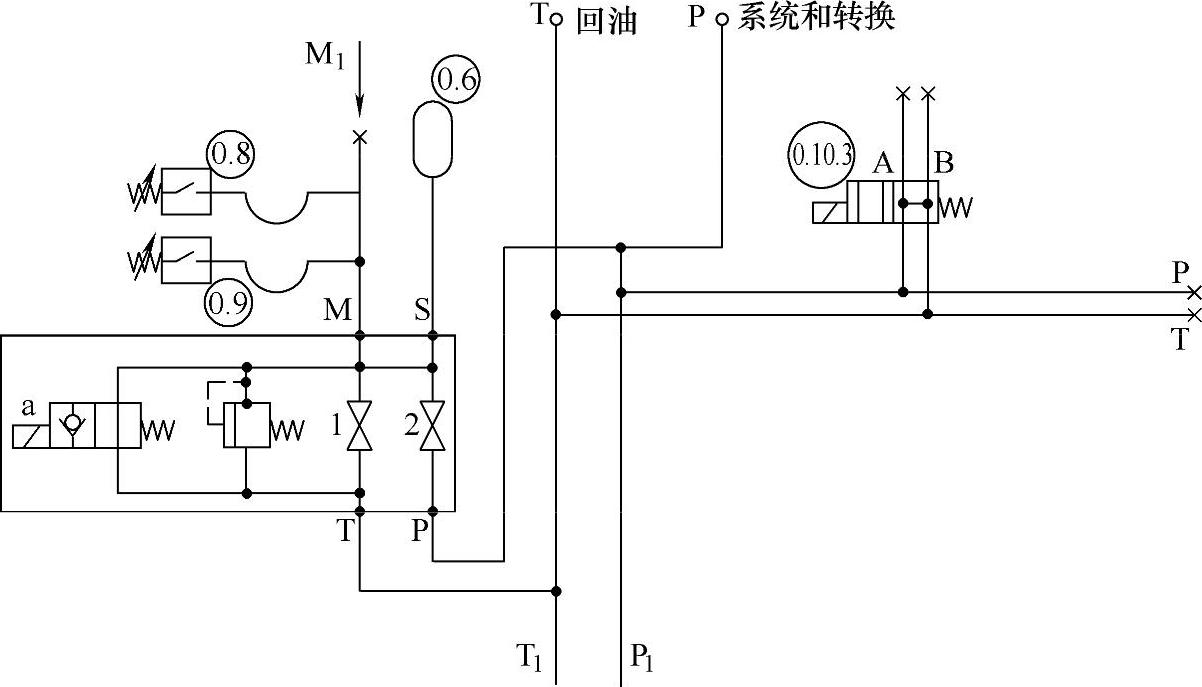
图7-26 机床的液压高压系统
2.液压系统内泄
故障现象:屏幕显示HYDR MACHINE FAILURE HYDR MACHINE OIL MISSING 40号、50号报警故障。
原因分析:液压故障,一般情况下如果机床缺油也会发生该故障,检查发现机床并不缺油,而是由于液压系统充压时间超过30s造成了机床报警。(https://www.xing528.com)
故障处理:首先检查各调压阀,当检查到手动阀1时,发现手动阀松动造成其系统压力内泄,形成机床报警。紧固手动阀,机床报警消除。分析原因是电磁阀0.10.3与手动阀相距比较近,电磁阀0.10.3切换时的振动造成手动阀松动,形成故障。
过了一段时间后,机床又发现上述报警故障。全面检查后并未发现系统有异常,于是将电磁阀0.10.3更换,更换电磁阀后,故障排除。原因是机床送电后,该电磁阀即开始每隔30s就切换一次,如此长期频繁切换造成电磁阀阀芯及阀体磨损,造成系统内泄形成故障。
机床在安装使用一段时间后,又发生上述报警现象,经过检查、更换电磁阀等修理并未见效果。于是强制将电磁阀0.10.3封住,不让其切换,系统压力还是上不去,排除调压阀、溢流阀等因素后发现是为系统供油的高压齿轮泵磨损。更换齿轮泵,故障排除。
机床用油的温度对机床液压系统的影响也十分明显,该机床本身配有一台油温制冷机,是用于主轴润滑系统的,而主轴液压系统没有冷却系统。有一夏季,机床显示HYDR MACHINE FAILURE,也是50号报警,不能正常工作,检查系统是电磁阀切换时间超过30s而报警。检查液压系统未发现问题,只是机床液压油的温度较高。由于当时生产任务比较急,订购安装冷却系统需要一定时间,于是用一台散热器串入液压系统的回油管路中,对系统的油温进行散热降温处理。油温降低后,报警消除。
当机床工作一段时间后,液压元件有不同程度的老化或磨损,夏季油温较高,液压油的黏度有所降低,所以容易造成机床液压系统内泄,形成故障。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。