



【摘要】:如图7-20所示,零件3是胀块,是用来胀大格来圈的。铣削时应注意,自定心卡盘卡到限位块10时,3段胀块不得有干涉现象,且应保证格来圈在原始状态刚好装在其外止口上。图7-20 格来圈的安装1—活塞 2—格来圈 3—胀块 4—止推环 5—自定心卡盘 6—工作台 7—手柄 8—手柄 9—圆柱销 10—限位块在上述工装中,设计了内、外定位装置,能有效地控制胀块的行程,确保格来圈在安装过程中不会因径向变形过大而损坏。
在某型拖拉机的液压提升系统中,为了提高其工作可靠性并降低加工要求,在活塞与缸套的配合上,采用了一种新型的密封圈——格来圈。
安装这种密封圈要比安装普通O形密封圈困难得多,因为它的刚性大,回弹性小,胀大后需用外力铆合。
在试装时,安装人员曾做了一个锥面定位心轴来安装格来圈,但由于它的截面积小、刚性大,安装时加力困难,而且在周向受力不均时易损坏,显然,这种方法很不理想。后来利用旧自定心卡盘设计了一个工装,解决了这一问题。
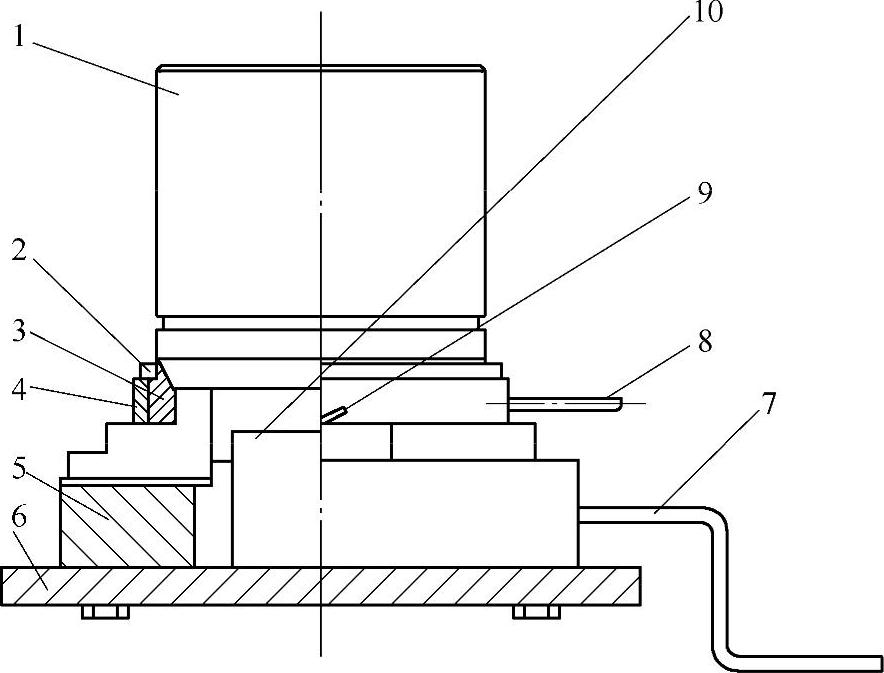
如图7-20所示,零件3是胀块,是用来胀大格来圈的。它是由一段钢管加工好并焊在自定心卡盘上后,再将它铣成3段而形成的。铣削时应注意,自定心卡盘卡到限位块10时,3段胀块不得有干涉现象,且应保证格来圈在原始状态刚好装在其外止口上。工作过程如下:先转动手柄7,使胀块3向中心移动;把格来圈装在胀块3的外止口上;转动手柄7,使胀块外移到被止推环4止住,把活塞放在胀块3上,靠其内锥面定位;推动手柄8,使止推环4的斜槽沿圆柱销9带动格来圈2上移,最后把格来圈2由胀块3上移到活塞1上。用一个简单的铆合装置将格来圈铆入槽中。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-20 格来圈的安装
1—活塞 2—格来圈 3—胀块 4—止推环 5—自定心卡盘 6—工作台 7—手柄 8—手柄 9—圆柱销 10—限位块
在上述工装中,设计了内、外定位装置(图中的限位块10和止推环4),能有效地控制胀块的行程,确保格来圈在安装过程中不会因径向变形过大而损坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。