



1.变速器油封的使用要求
(1)油封对孔的安装要求 安装孔的示意如图6-11所示。
一般情况下,外露骨架的外径比安装孔径大0.13mm,内包骨架外径比安装孔大0.51mm。在实际生产中,油封和孔的配合公差应根据使用工况、使用部位、材质来确定,不可一概而论。
对安装孔座的材料、表面粗糙度、硬度、倒角有以下要求:
1)常用材料为黑色金属,类似的铝材料也是可以的。当采用非黑色金属材料时,需考虑材料热膨胀系数的影响。
2)安装孔内表面的表面粗糙度,对于内包骨架,表面粗糙度为Ra1.6~6.3μm;对于外露骨架,表面粗糙度为Ra0.8~3.2μm;对于铝,表面粗糙度为Ra2.5~5μm。
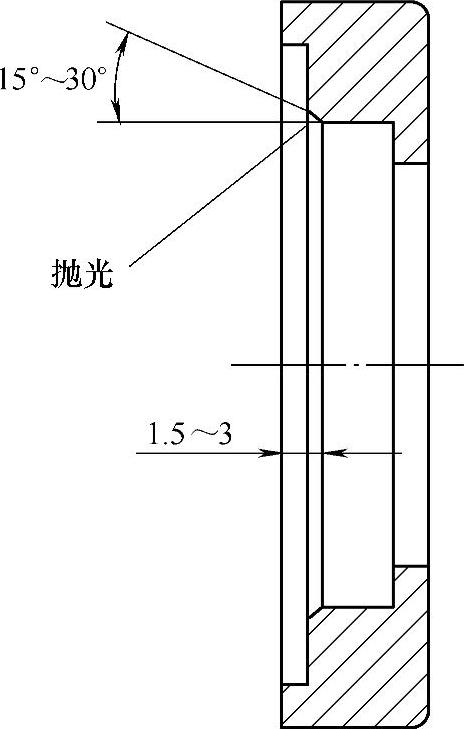
图6-11 油封安装孔
3)对孔的硬度不做特别的要求,但是其硬度必须能维持与油封的过盈量。
4)孔端倒角一般为15°~30°,深度1.5~3.0mm,倒棱处应进行抛光处理。
(2)油封对轴的安装要求 安装轴的示意图如图6-12所示。
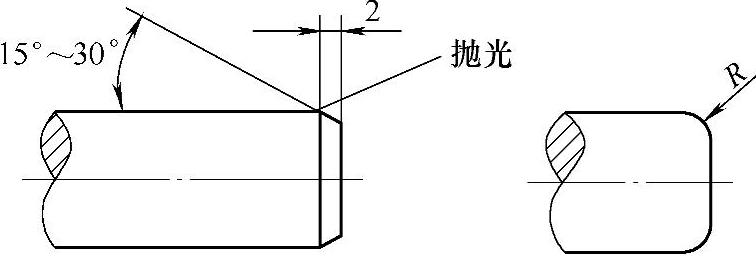
图6-12 安装轴
对安装轴的材料、表面粗糙度、硬度、倒角等有以下要求:
轴的材料最好采用中碳钢,例如45钢,也可采用低碳钢(如20CrMnTi)或高碳钢。对与油封唇口配合的材料表面进行热处理,可提高轴表面的硬度。例如,对中碳钢进行高频感应淬火或碳氮共渗处理、低碳钢进行渗碳淬火或碳氮共渗处理,均可提高轴的耐磨性。
油封最合适的表面粗糙度Ra为0.2~0.8 µm,且轴切痕螺旋角不超过0±0.05°,油封最经济实用的表面粗糙度为Ra0.4 µm 。
与油封配合的轴表面硬度≥30HRC;或经表面高频感应淬火、渗碳淬火或碳氮共渗处理,硬度为50~64HRC。
轴端倒角一般为15°~30°,深度≥2mm,倒棱处应进行抛光处理。
2.变速器油封的安装
无论油封的结构多么合理,装配场合多么合适,只要油封安装不当就会影响油封的正常使用。事实上,由于安装知识的缺乏或操作不小心导致的安装不当是使油封寿命缩短或漏油最为常见的原因。安装前,应进行以下检查。
1)检查所用油封尺寸是否和轴、孔相配。(https://www.xing528.com)
2)所用油封应无任何损伤,如凹痕、划痕或划伤等。如果密封件很脏,必须认真清洗干净。
3)孔口需倒角以防油封外圈被刮伤。
4)轴表面应清洗干净并无任何损伤,如磕伤、刮伤,并无裂缝、生锈或倒角有毛刺等缺陷。
5)油封所通过的轴端均要倒角或倒圆。
安装前,先要在油封唇口上涂抹少许润滑油或润滑脂(聚四氟乙烯油封除外)。
对于外露骨架油封,为了克服油封外露骨架与孔的配合间隙,油封压入前,可在外露骨架上涂抹密封胶,以提高配合表面的密封效果。
由于油封与安装孔为过盈配合,在安装过程中,要选用合适的夹具。用压力机(压床)压入时,压力要均匀地作用在油封的周边,并且尽可能地靠近外径处。
如果没有合适的夹具,可以使用软面心轴、杯形或筒形底座进行压装,但应避免直接击打油封,以防止损伤密封唇口;也可以使用木块和锤子将油封直接打入孔中。注意:利用木块用锤子将油封打入时,为避免倾斜,应尽量击打中心,使油封均匀进入孔中。
安装后,检查油封弹簧是否脱落,油封外圈是否有切伤,油封外端面是否平整。
3.注意事项
在保管中要防止灰尘和生锈,不能受阳光直射,不能受压,以及不能用绳和金属丝等捆扎。
油封必须存放在阴凉、无尘、通风的地方,温度在15~25℃,相对湿度在65%以下。
原始包装必须完整,油封使用前必须平放在原始包装内,不能挂在钩子或钉子上。
必须用合适的安装工具安装。
油封使用部位必须保持清洁,并防止外界灰尘进入密封腔体。
所用油封不得超过其最高许用线速度。
变速器油封应具有耐油性、耐候性、耐磨性、耐高低温(−40~150℃)、长寿命等特性,油封设计时要考虑旋向。
与油封接触的轴表面硬度≥30HRC(变速器一轴、输出法兰盘表面经过渗碳淬火和高频感应淬火,硬度为50~64HRC),表面粗糙度为Ra0.2~0.8μm,和油封配合的轴端倒角15°~30°,深度≥2mm;和油封相配合的油封孔座端面要有15°~30°的倒角,表面粗糙度为Ra0.8~3.2μm,深度1.5~3.0mm,底面圆角尺寸不大于0.5mm。倒棱处应进行抛光处理。
油封所通过的轴端均要进行倒角或倒圆。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。