



某灰砂砖厂发生过一起蒸压釜釜门泄气的事故。一声巨响,蒸汽从蒸压釜的釜门冲出来,随着蒸汽的大量冲出,整个釜前坪蒸汽向砖机房翻滚而来,异常危险。
1.蒸压釜密封设计原理
蒸压釜釜门是通过橡胶圈来起到密封作用的,但是釜门关闭后与橡胶圈相压并不表示就已经完全密封好了,而对于有一定蒸汽的压力容器蒸压釜来说,其密封就意味着釜里面的蒸汽不能溢出。然而蒸汽又是无孔不入的,那么橡胶圈就必须通过膨胀作用来达到密封的效果。因此,在釜门橡胶圈的设计上就采用了内外两层橡胶圈,而两层橡胶圈的截面形状也不一样,各自的作用也有区别。
内圈的截面形状为里凹外凸形,外圈为里凹外平形。内圈的三角凹槽是用来充入蒸汽使胶圈膨胀的空间,其外端凸起部分与外圈的凹槽刚好紧密套紧,外圈的外面是平的,安装好后与釜门被压紧后的平面相平,内、外圈的截面形状如图4-8所示。
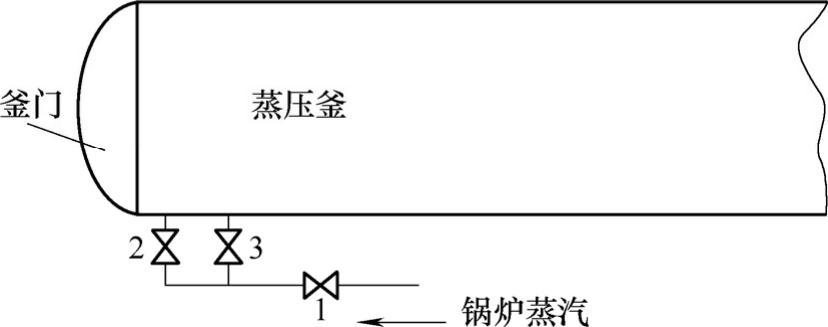
向釜门橡胶圈充入蒸汽的阀门装置如图4-9所示,阀门采用的是截止阀。当釜门关好后需在蒸砖前先对橡胶圈进行充汽,关闭阀3,开启阀1和阀2,向釜门内圈缓慢送入蒸汽。再慢慢加大一点使其逐渐受热膨胀充分,完成后向釜内砖坯送入蒸汽蒸养砖,进入升温阶段。达到恒温时,不再用来自锅炉的蒸汽充橡胶圈,而是用釜内的蒸汽充橡胶圈。此时关闭阀1,然后开启阀3,使橡胶圈的内外(内圈的里面和外圈的外面)始终保持同一种蒸汽压力,从而达到受力平衡来保证橡胶圈处于稳定的膨胀状态。
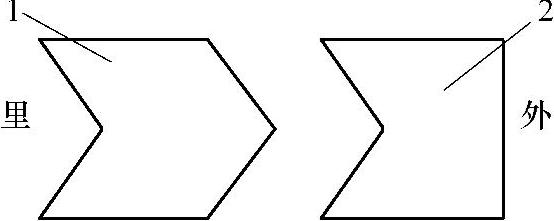
图4-8 内、外圈的截面形状
1—内圈截面图 2—外圈横截面图
 (https://www.xing528.com)
(https://www.xing528.com)
图4-9 阀门装置示意
2.事故原因分析
引发事故的釜门密封圈是几小时前刚更换的新釜门内外圈,蒸养恒温2h便发生了事故。后发现整个橡胶圈的充汽操作程序是不规范的。操作工操作经验不足,管理人员将在外学来的方法教给他们,充汽时第一步操作是对的,只是在恒温阶段没有开启阀门3,这样就导致恒温阶段橡胶圈的内圈没有蒸汽压入,而只有外圈的外面受压,造成橡胶圈的里外受压不均衡而且偏差太大,很容易将橡胶圈向釜门的槽内压紧。
为什么运行了一个多月才出现问题呢?因为新蒸压釜在使用前厂家均先装好了釜门橡胶圈,而且整个月的气温还较高,接近或高于10℃,新换的釜门橡胶圈也少,即使有也较容易将橡胶圈装好,半小时内即可完成,而这次因天气骤变加上又降了几天雪后嵌入胶圈时难度较大,操作工使用了一字螺钉旋具将橡胶圈向内强行压入。正是因为这样用力过大,在橡胶圈外圈的外端平面上产生了许多压痕印槽。
开始恒温时,内圈的里端还存在锅炉蒸汽的压力而膨胀着,因恒温时阀1被关闭没有了蒸汽来源,只有从阀1到釜门这段汽管内的一点余汽作用于内圈,当这点余汽慢慢降温时,内圈里端的受压越来越小,橡胶圈的膨胀不够,釜内蒸汽正是通过外圈平面上的印痕处将内、外圈向釜门槽里压紧,而使得外圈有了较多的空隙,最后当橡胶圈的支撑压力低到极限值时,蒸汽突然从釜门橡胶圈处泄漏冲出来。这就是事故的关键所在,总的来说是多种错误操作方法的综合作用造成了这次大的事故。
3.防患措施
严格执行蒸压釜操作程序,尤其对新建工厂更应如此。镶入内、外橡胶圈时绝不能用带刃或带尖的工具协助镶入。在难以镶入时可采用如下方法:先在釜门槽内刷上柴油或其他润滑剂,借助油或润滑剂的作用可将橡胶圈快速镶入,最后当外圈被压入后只能用木锤或橡胶锤将橡胶圈打紧便可。锅炉蒸汽工最好具有一定的操作经验,或在开工前进行培训,或请技术人员到厂督导,方可保证蒸压釜的安全经济运行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。