



1.机械密封使用维修
评定机械密封优劣的主要指标为泄漏量和使用寿命,这两项指标贯穿在机械密封的造型(或设计)、制造、安装及使用诸环节中,任一环节出现问题都会对密封性能产生不良影响。一般来说都由制造厂为泵配套机械密封,即机械密封的造型和制造环节在制造厂中完成,而安装和使用这两个环节则由用户完成。据有关专家对密封失效原因统计如下;密封本身原因仅占34.5%,而安装和使用方面的原因占了41.6%。由此可见,密封失效的第一位原因并非密封本身的问题,而是在很大程度上取决于安装和使用方面的情况。
(1)通过辅助设施减小密封端面温度升高 机械密封主要是依靠介质压力和弹簧力,使动环静环之间的密封端面紧密贴合,从而阻止介质的泄漏。在工作中动静环不断摩擦产生热量,使密封端面温度升高,磨损加剧,泄漏量增大,从而造成机械密封的直接损坏。通过辅助设施可减小温度升高从而保持密封端面间润滑良好,使机械密封正常工作,提高其使用寿命。
图3-2是机械密封辅助设施密封水的供给系统图。一定压力和流量的密封水通过过滤器进入机械密封进行密封和冷却,安装压力筛后,有一时期密封水管经常发生堵塞现象,拆卸中发现是过滤器网被密封水中的杂质糊死,造成密封水不能流通,经常堵塞就会造成机械密封的直接损坏。可见机械密封在使用过程中必须要经常检查辅助设施是否顺畅流通,否则机械密封将很容易损坏。如果机械密封在使用过程中没有冲洗,短时间内看不出弊端,长期使用就会发现以下一些问题。
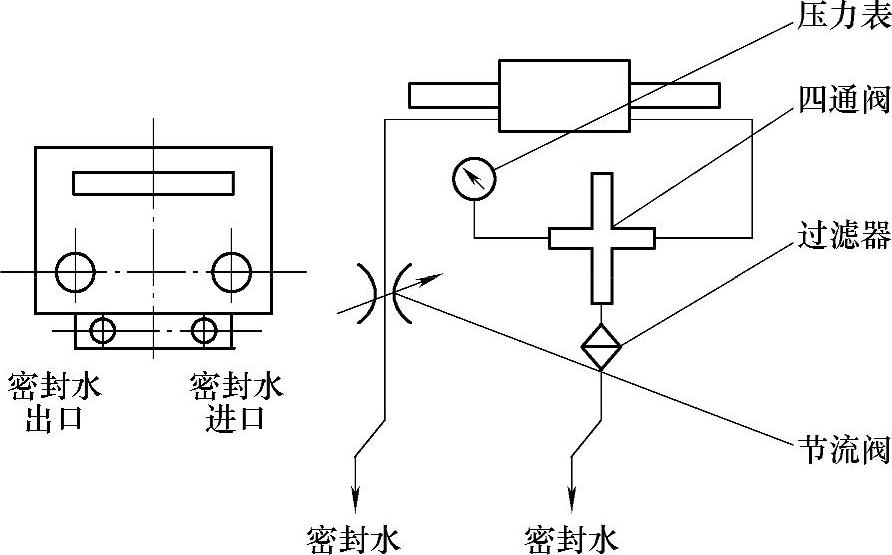
图3-2 机械密封辅助设施密封水的供给系统图
1)机械杂质存入密封腔中,易进入密封端面,出现沟纹失效。
2)摩擦热不能及时导走,摩擦副温度高,密封端面间易汽化,工作不稳定,易失效。
3)由于没有冲洗,在传动座内的弹簧周围会淤积杂质,堵塞弹簧,使弹簧不能补偿。
4)如果是泵类机械密封,当密封腔内出现少量汽化现象时,很容易发展成汽蚀,使密封遭受严重损失,如果有外冲洗或注入式冲洗则可避免密封的损坏。
(2)安装弹簧座定位时,弹簧压力要适中 一些泵类已广泛采用了机械密封,大多是安装时配备好的,因此泵出现问题时,拆卸机械密封是工作中的首要问题,如图3-3所示。拆卸前先刻出A点标记,即压盖背面在轴上的位置,并量出l1(包括静环在内的压盖厚度)尺寸,如图3-3a所示,再拆下动环组件(包括弹簧在内的),量出自由高度为l2,如图3-3b所示,从A点量一长度(l1+l2-s)得到B点,如图3-3c所示。B点即是固定传动座的位置,s为机械密封的压缩量。此拆卸还可直接校核原密封传动座的安装位置是否正确。安装过程中静环向压盖上组装时一定要压到位,并且平。弹簧座定位时,弹簧压力要适中,过大则会加剧密封面之间的磨损,过小则不能使密封面紧密贴合,从而造成泄漏。
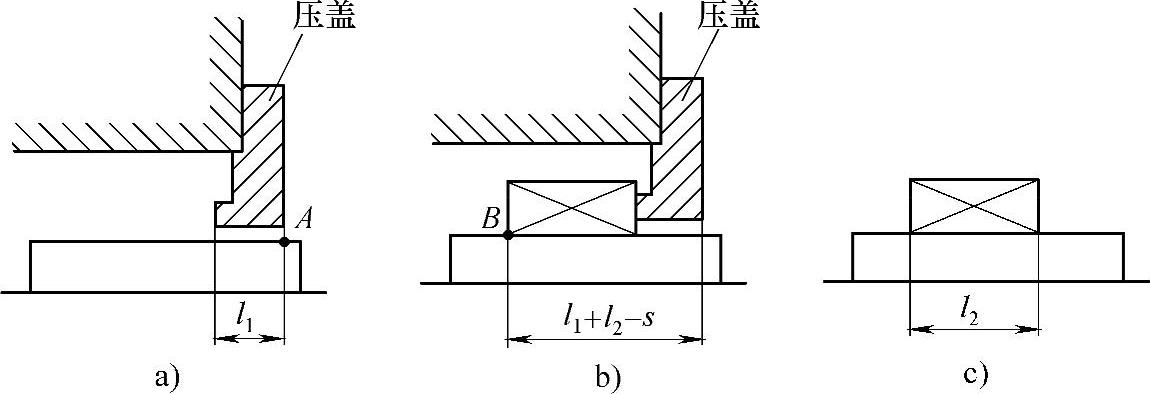
图3-3 机械密封的拆卸
a)刻出A点标记 b)拆动环组件 c)找B点(https://www.xing528.com)
(3)将冷却密封的污水改为清水 某注水泵站从国外引进了注水设备,运转24320h,损坏14只机械密封,每只密封平均寿命只有1737h。通常情况下,该机械密封可以运行7000~8000h。通过调查分析得知,注水泵机械密封泄漏失效是最主要的原因,因此有必要对密封泄漏原因进行分析,研究制订解决的方案。
要延长机械密封的使用寿命,关键是改善机械密封的工作介质环境,将冷却密封的污水改为清水,从根本上解决机械密封因弹簧结垢、机械磨损严重造成的泄漏失效问题。因此,专门设计了一套独立的清水冷却系统,用低温清洁水对密封进行冲洗。系统分变频恒压清水冷却机械密封和水池液位自动控制系统两部分。
1)变频恒压清水冷却机械密封系统。流程为由主泵冷却水回水管进水,经水表、过滤器进入离心泵,由耐压胶管接主泵非驱动端单向阀,接通冷却水冲洗管路。可通过压力传感器经智能仪输出调速信号给变频器控制离心泵转速,使冷却清水压力保持恒定。为避免清水与污水混合,必须确保清水有足够的压力,智能调节设定压力值一般为4.5~5.0 MPa,可满足清水冲洗要求。也可通过手动旋钮调节变频器的频率,从而调节离心泵的泵出水压力。
2)水池液位自动控制系统。通过液位控制器将信号输入到液位控制仪,显示并控制水池的水位。当水位低于下限时,自动进行补水;当水位高于上限时,则自动关闭。当水池水位低于下限或高于上限报警水位时,液位控制仪数据闪烁进行报警提示。还可手动扳动开关,加至任意液位高度。根据清水用量及冷却水池容积,设计上限水位为2.65m,下限水位为2.3m,每日电动阀开启2~3次补水。
上述两个系统共同保障机械密封冷却水清水冲洗系统的正常工作,机械密封清水冷却冲洗系统与原污水冲洗冷却系统并联,正常情况由清水冷却冲洗系统提供冲洗液,如果清水冲洗系统出现故障,原污水系统自动接替运行。
2.机械密封维修中的几个误区
(1)弹簧压缩量越大密封效果越好 弹簧压缩量过大,会导致石墨环龟裂、摩擦副急剧磨损,瞬间烧毁。过度的压缩使弹簧失去调节动环的能力,导致密封失效。
(2)动环密封圈越紧越好 其实动环密封圈过紧有害无益,一是加剧密封圈与轴套间的磨损;二是增大了动环轴向调整的阻力,在工况变化频繁时,无法适时进行调整;三是使弹簧过度疲劳易损坏,动环密封圈变形,影响密封效果。
(3)静环密封圈越紧越好 静环密封圈基本处于静止状态,相对较紧时,密封效果会好些,但过紧也是有害的,如引起静环变形,静环材料以石墨居多,一般较脆,过度受力则碎裂;安装、拆卸时困难,极易损坏静环。
(4)叶轮锁母越紧越好 机械密封泄漏中,轴套与轴之间的泄漏是比较常见的。一般认为,轴间泄漏就是叶轮锁母没有锁紧。其实,导致轴间泄漏的因素很多,如轴间垫失效、偏移、轴间有杂质、轴与轴套配合处有较大的形位误差、接触面破坏、轴上各部件有间隙、轴头螺纹过长等都会导致轴间泄漏。锁母锁紧过度,只会导致轴间垫过早失效,相反适度锁紧锁母,使轴间垫始终保持一定的压缩弹性,在运转中锁母会自动适时锁紧,使轴间始终处于良好的密封状态。
(5)新的比旧的好 相对而言,新机械密封的效果好于旧的,但新机械密封的质量或材料选择不当,配合尺寸误差较大时,也会影响密封效果。在聚合性和渗透性介质中,静环如无过度磨损,还是不更换为好。因为静环长时间处于静止状态,聚合物和杂质的沉积使其与静环座融为一体,已形成较好的密封作用。
(6)拆修总比不拆好 当出现机械密封泄漏时不应急于拆修,其实,有时密封并没有损坏,只需调整工况或适当调整密封就可消除泄漏。对于机械密封泄漏部位的判断,只有通过仔细观察并多实践、积累经验,才能得出正确结论。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。