



高温阀门是指工作温度高于450℃的阀门,主要应用于锅炉、蒸汽管道、炼油、化工、火力发电及冶金等领域。
(1)阀杆填料密封结构的原理及问题分析 常见的阀杆填料密封结构如图2-8a所示,填料装于填料函内,通过填料压盖对填料施加轴向压力。由于填料的塑性,使其产生径向力,并与阀杆紧密接触,但这种接触并不是均匀的。填料径向压紧力的分布与介质压力的大概分布情况如图2-8b所示,从中可以看出压紧力没有与介质压力对应分布,且受力不均匀。这就可能出现密封填料局部过度密封或密封不足。靠近压盖的2~3圈填料处径向压紧力最大,同时摩擦力也大,此处的阀杆容易出现磨损,如果散热不良还会加大磨损速率。
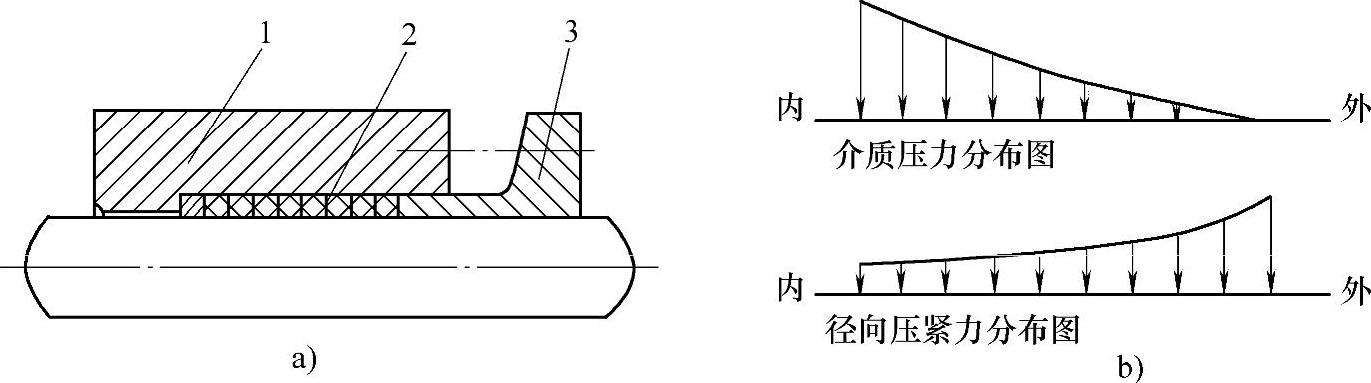
图2-8 填料密封结构
a)常见阀杆填料密封结构 b)填料径向压紧力及介质压力的分布
1—填料函2—填料3—压盖
(2)填料材料的选取 为了达到良好的密封效果,一般要求填料组织致密,化学稳定性好,耐温性好,还要有一定的弹塑性,摩擦系数较小、侧压系数较大等特点。高温阀门选取的填料一般都是膨胀石墨填料和石墨石棉编织填料。虽然膨胀石墨填料的自润滑性和膨胀性好、回弹系数高,但缺点是易碎、抗剪切力差,一般安装在填料函的中间部位;石墨石棉编织填料强度好,结实抗挤压,一般安装在填料函的里/外层,防止膨胀石墨填料受到填料压盖和填料函底部的挤压而损坏。膨胀石墨在设备运转后受热发生膨胀,使填料在轴向和径向增加了附加压力及总压紧力增大,从而带来良好的密封效果。目前石墨石棉编织填料已有成形产品,解决了手工切口质量不好影响密封的问题。国内也研制出了一种新型阀门填料——波形填料,它是用金属波纹带(一般为1.6mm的1Cr18Ni9Ti),夹纯石棉线在模具内压制,并在表面涂以石墨粉制成。这种填料即使在高温下也具有较高的弹性,非常适合高温阀门的阀杆填料密封结构。
(3)阀杆处填料密封结构的设计 因高温阀门的温度、压力、介质各不相同,故阀杆处填料密封的结构形式较多,一般采用图2-9所示结构,在填料中间设置间隔环,可以使压盖的压紧力均匀地传递给各填料,并阻止介质从填料中渗漏。除此之外,还可以在应急状况时通过注入液体密封胶防止介质出现外漏。如果管道内的介质含有固体颗粒,则采用图2-10所示结构,增设蒸汽吹扫口和密封套,防止介质冲蚀填料函及填料。同时还有降低填料函温度的作用。图2-11所示结构为串联式双填料密封结构。填料函的内侧用石墨石棉编织填料,为备用填料;外侧用柔性石墨,为工作填料。如当工作填料失效或需要更换时,通过液体填料注入口注入配制的液体填料,将内侧的备用填料挤紧,起到密封的作用,即可在阀门工作状态更换外侧的工作填料。同时填料函处设有阀杆吹扫接口,工作时通入过热蒸汽,具有防止介质进入填料函和冷却填料函的作用。图2-12所示结构为双填料函密封结构。可以通过液体填料注入口注入配制的液体填料进行密封,并且可以通过主、辅填料之间的泄漏量来判断主填料是否需要压紧。在设计中可以根据具体情况组合设计,力求结构简单合理、密封性能稳定。
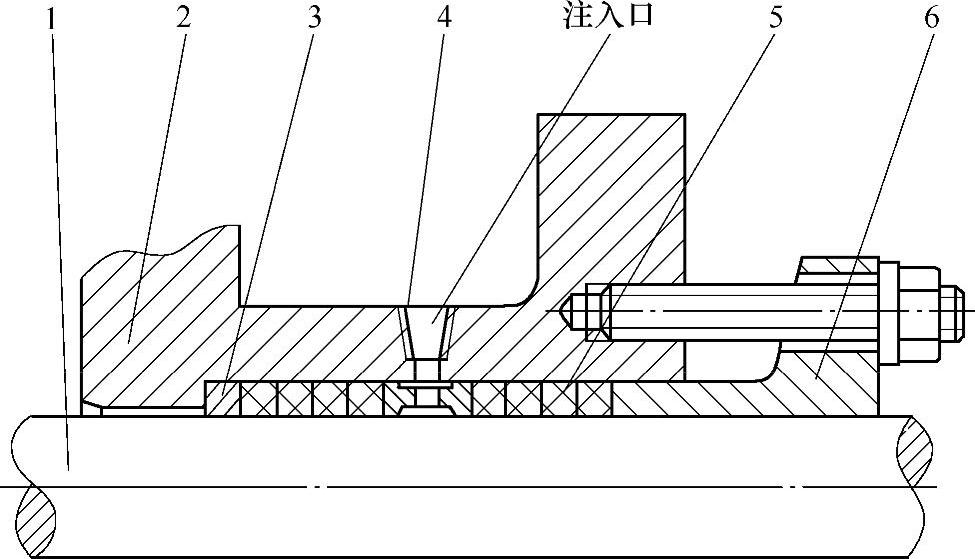
图2-9 高温阀门填料密封结构1
1—阀杆 2—填料函 3—填料垫 4—间隔环 5—填料 6—填料压盖
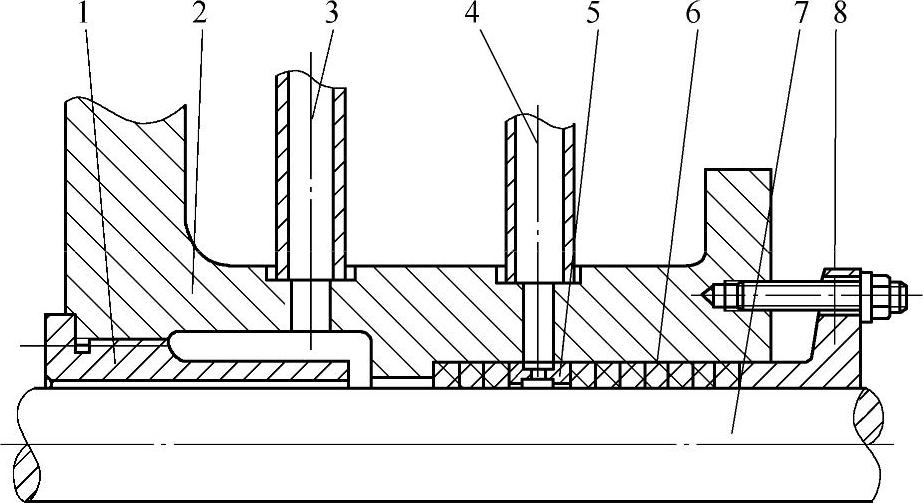
图2-10 高温阀门填料密封结构2
1—密封套 2—填料函 3—蒸汽入口 4—液体填料注入口 5—间隔环 6—填料 7—阀杆 8—填料压盖
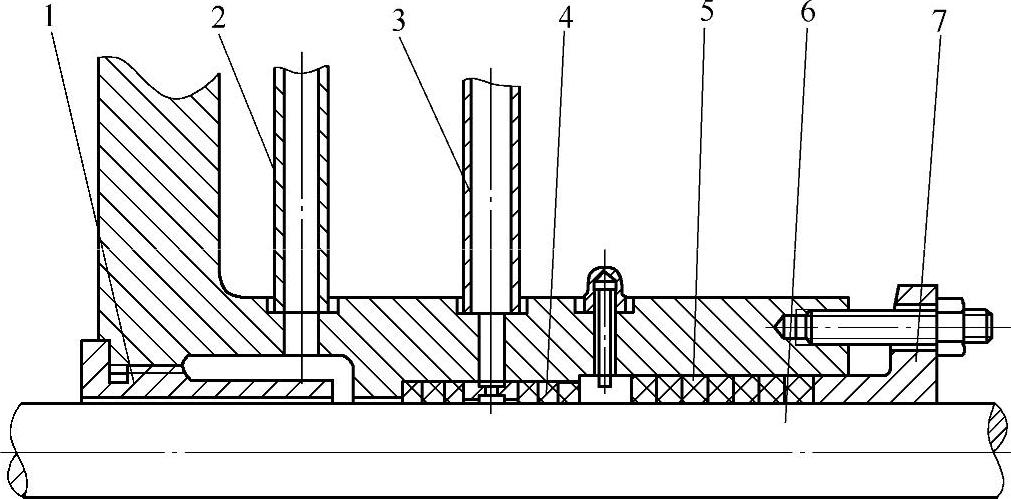
图2-11 串联式双填料密封结构
1—密封套 2—蒸汽入口 3—液体填料注入口 4—内侧填料 5—外侧填料 6—填料压盖 7—阀杆
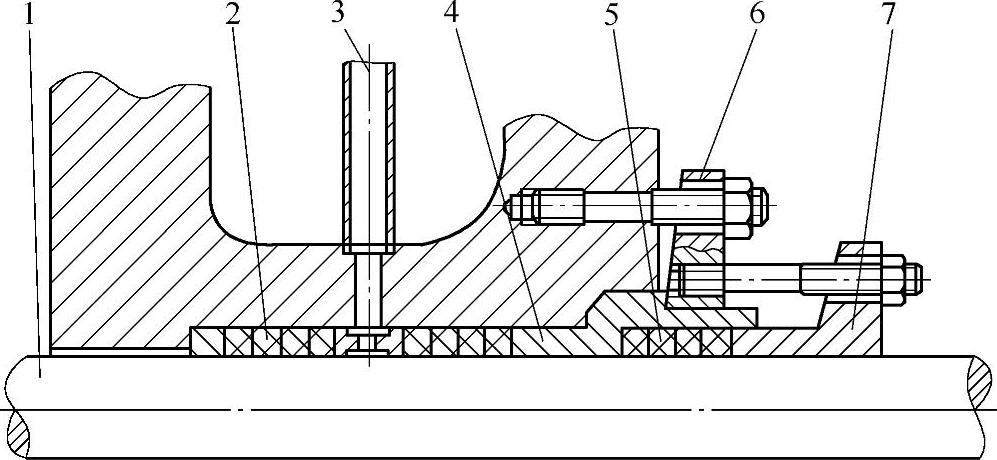
图2-12 双填料函密封结构
1—阀杆 2—主填料 3—液体填料注入口 4—压盖 5—辅填料 6—填料压盖Ⅰ 7—填料压盖Ⅱ
阀杆等主要零部件一般采用耐高温、耐腐蚀的不锈钢,并进行调质、固溶处理,提高基体的综合力学性能,如果流道内介质含有固体颗粒,则阀杆必须进行喷焊、氮化等表面处理,以提高其硬度和耐磨性。阀杆外径公差一般取h8或h9,表面粗糙度Ra为1.6以下,填料函内径公差一般取H9或H10。膨胀石墨填料外径公差取d11,内孔公差取H8或H9,其压制压力视阀门工作温度和工作压力制订。填料函入口处应有适当的倒角,防止填料装入时被刮伤。另外,设计时应注意填料压盖的刚度要足够好,能承受螺栓带来的预紧力。填料压盖压入填料函的深度一般为2~3个填料的高度。以便在应急状况时能够及时增加填料防止泄漏。填料压盖与阀杆之间应有0.5~1.0mm的间隙,防止划伤阀杆表面。
压紧填料总力的计算
 (https://www.xing528.com)
(https://www.xing528.com)
式中,FYT是压紧填料总力(N);φ是系数;p是介质压力(MPa);DW、Dn分别是填料函外径与内径(mm)。
长时间运行后容易因填料密封力不足而引起泄漏。一般采取加大预紧力的方法,但这样会使局部的预紧力过大,造成密封填料与阀杆接触面之间的摩擦力加大,引起填料和阀杆磨损严重。为了改善填料密封状况,可以在压盖螺栓处根据压紧填料总力FYT的大小设计预紧弹簧如图2-13所示,可以在长周期运行中保持稳定的预紧力,使填料径向压紧力保持在比较合理的范围,自动补偿填料磨损,提高填料密封使用的寿命。
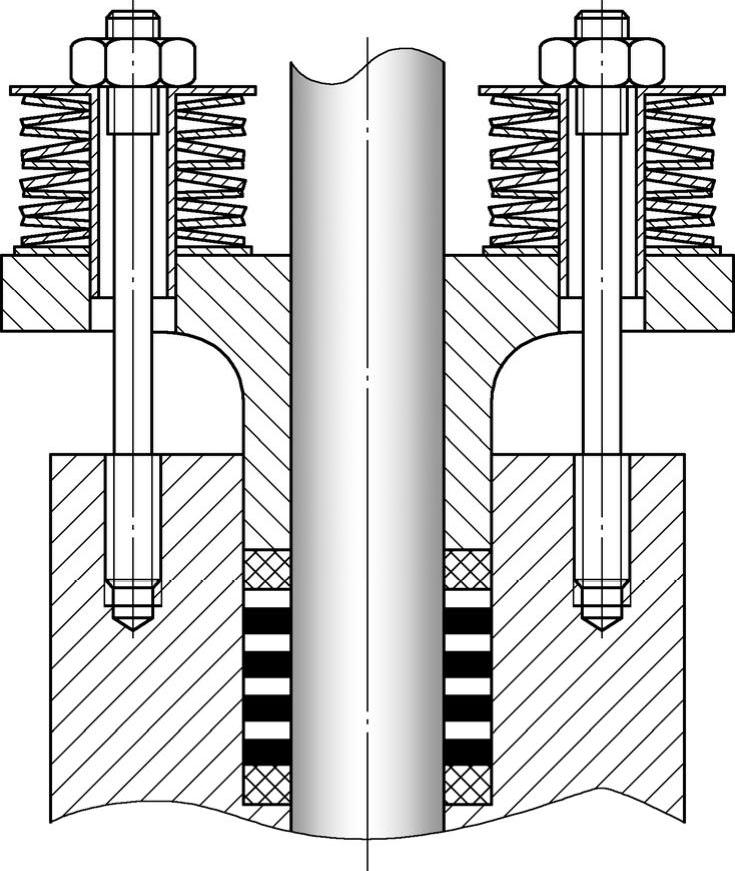
图2-13 填料预紧碟簧示意图
(4)阀杆填料密封的安装 填料的安装对阀杆填料密封的效果及寿命影响较大,注意事项包括:
1)检查阀杆与填料函的尺寸及相关要求,不应有划痕、刻痕、碰伤、锈蚀等。检查填料尺寸与材质是否与设计图样要求相符。
2)如果石墨石棉编织填料的尺寸与图样要求不符但相差不大,可以采取如图2-14所示的用木棒滚压的方法,避免用铁锤敲打造成填料截面尺寸不一样影响密封效果。石墨石棉编织填料切成后的环接头应是吻合的,如图2-15所示,切口最好是45°斜口,避免出现介质流向的贯穿通道。膨胀石墨可选用一组不同压制压力的填料。由内到外压制压力依次减小。这样填料径向压紧力分布更均匀,密封效果更好。
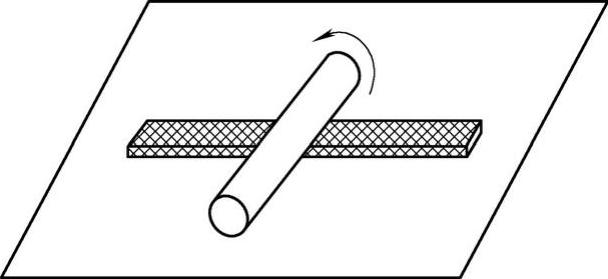
图2-14 用木棒滚压填料
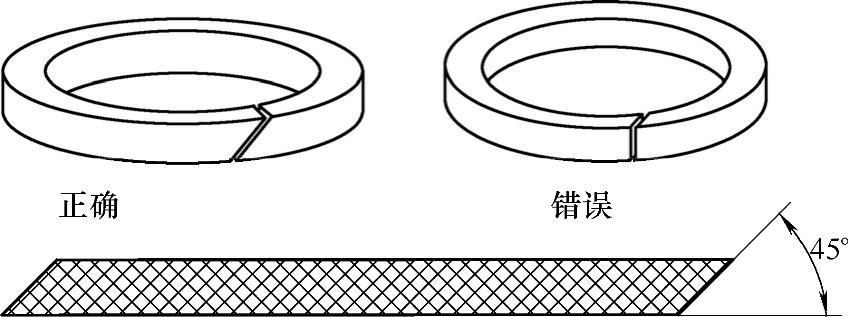
图2-15 填料切口方向
3)石墨石棉编织填料由于工艺不同,编织质量有所差别。组装前最好经过预压成形,如图2-16所示,经过预压后填料的径向压紧力分布情况明显好于未经预压的填料,径向压紧力分布比较合理均匀,利于密封。图2-17所示为填料预压工装简图,预压缩的比压可取介质压力的2倍。预压后填料应尽快进行装配,以免恢复原有状态。
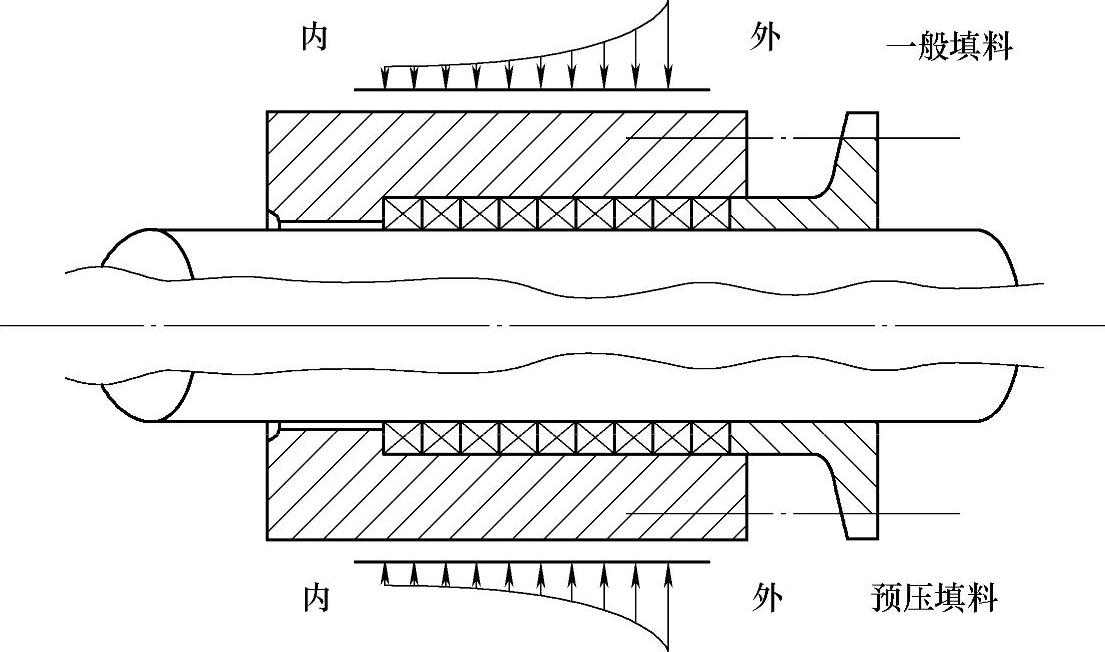
图2-16 填料径向压力分布比较
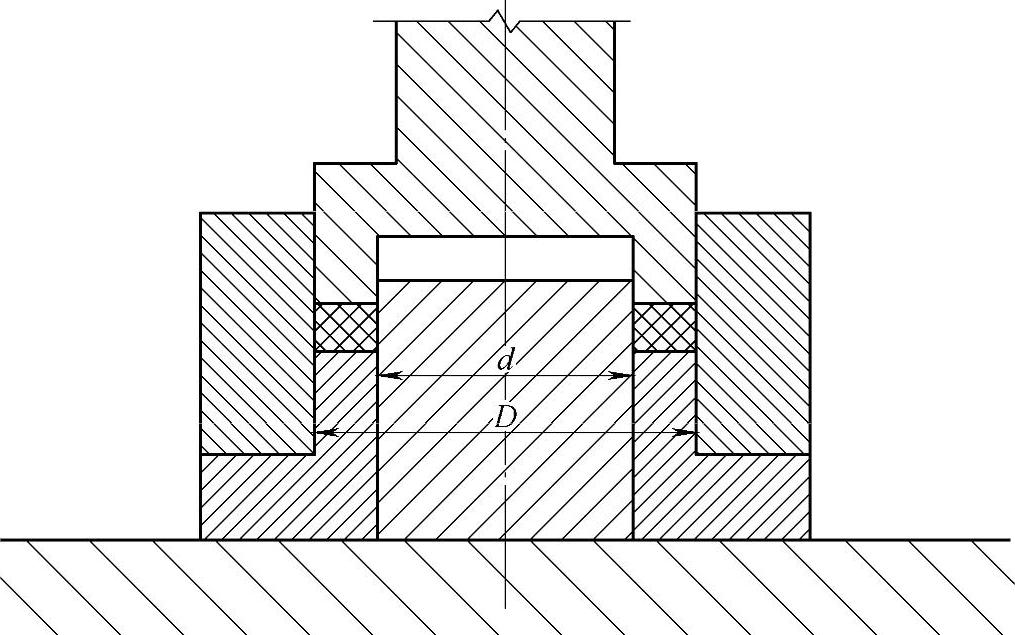
图2-17 填料预压工装简图
4)填料装填的最佳方法如图2-18所示,用与填料尺寸相同的对半木轴套将填料一圈圈的压装入填料函,然后用填料压盖施加适当压紧力压紧木轴套,同时应避免伤及阀杆表面。有切口的填料应该错开接口,每装入一圈填料用手转动一次阀杆,以便控制压紧力。
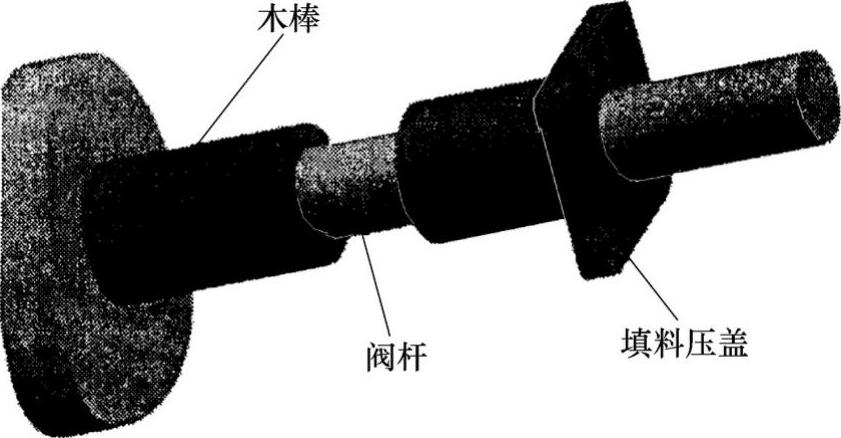
图2-18 填料装填示意图
5)安装过程中,填料应放置于清洁处,避免表面沾上铁屑、灰尘等污物,一旦随填料进入填料函,就会严重磨损阀杆。
6)由于阀杆的运动不连续,根据工艺要求的不同,相隔时间长短不一,所以膨胀石墨填料与不锈钢阀杆容易发生电化学腐蚀。建议在膨胀石墨圈之间加入锌粉或锌片,既降低了腐蚀,也延长了阀杆的使用寿命。
7)装配时最好使用扭力扳手,施加合适的填料压紧力,力量不能太大,避免阀杆抱死,影响开关。阀门投入运转后,随着温度的升高,膨胀石墨开始膨胀,使密封效果达到最好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。