



在高速加工过程中,急速换向的地方要减慢速度,急停或急动均会破坏表面精度,且有可能因为过切而产生拉刀或在外拐角处咬边。因而必须要保证刀具路径轨迹的平滑过渡并且保持切削进给的平稳。
1.下刀方式的选择
加工凸台或有敞口的型腔工件,刀具可从工件外围以水平圆弧等方式切入。对于有足够刀具回旋空间的封闭型腔,可采用螺旋进刀或者往复斜线的方式切入,如图4-15所示。尽量避免沿刀具轴向直线下切。对于回旋空间不足的空间狭长的封闭型腔,刀具无法采用螺旋进刀时,可以采用斜线下切或由多次往复斜线下切组成的之字形入刀方式逐次进给至所需深度。对于螺旋下刀,其刀具回转轨迹直径应接近或大于刀具直径,以使得刀具中部切削盲区的料芯可以被完全切除;斜线下切的长度不应小于刀具直径,以使得切屑可以顺利排出。
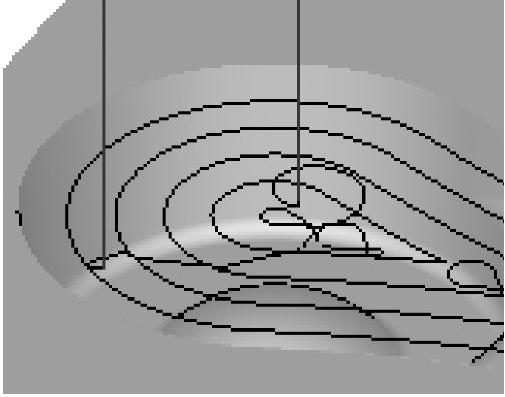
图4-15 螺旋下刀
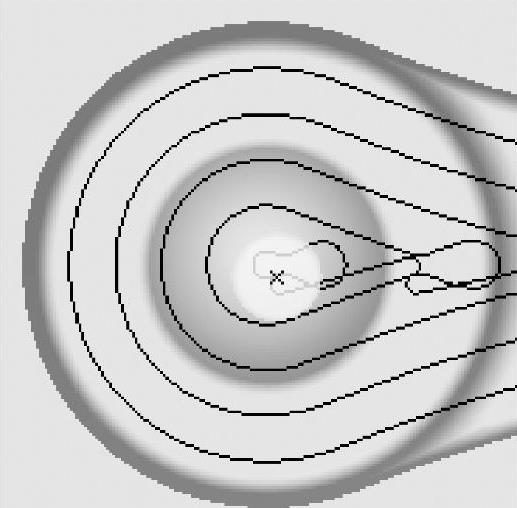
图4-16 角部圆角过渡的刀具轨迹
2.刀轨的平滑过渡
(1)角部圆角过渡 为了防止切削时速度矢量方向的突然改变,在刀轨拐角处需要增加圆弧过渡,避免出现尖锐拐角。图4-16所示为角部圆角过渡的刀具轨迹,在所有的角落均以圆弧方式过渡,可以保持切削速度。
(2)行间连接 在环切的切削环过渡时,使用直线方式将产生尖角,因而应该选择圆弧连接方式。而更好的方式是选择真环切,产生螺旋状扩展的刀具路径轨迹,将消除切削行间的过渡路径,如图4-17所示。
(3)快速移动的圆角 在非切削运动的快速运行中,其进给速度比切削加工时更高,因而也应该进行圆角的过渡,如图4-18所示。(https://www.xing528.com)
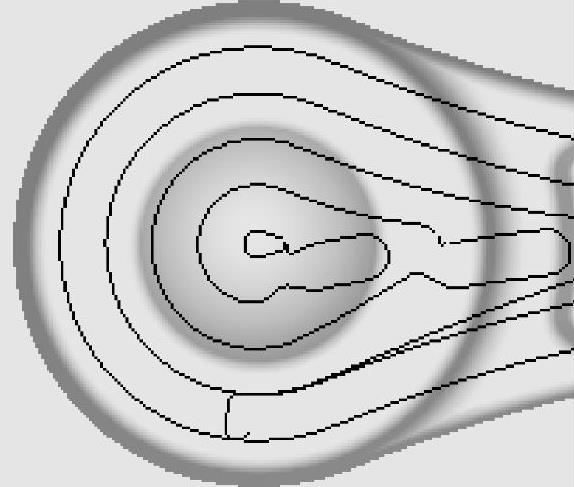
图4-17 真环切刀具轨迹
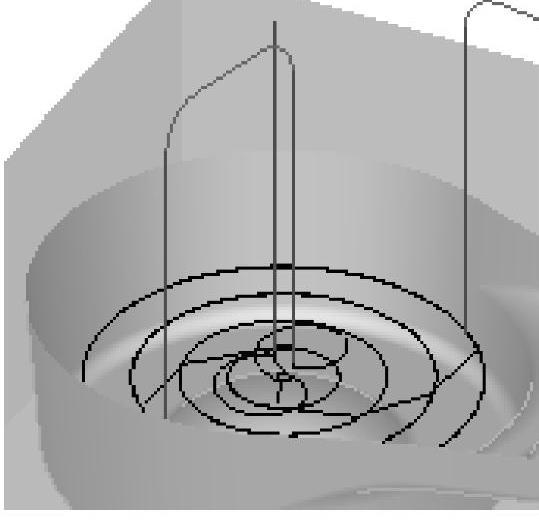
图4-18 快速移动的圆角
3.进给控制
在高速加工中,需要设置不同的进给量,如在下刀时设置相对较小的进给值,同时在初始切削和转变切削方向时也应该考虑调低进给速度。
高速加工机床的控制器通常包含有前馈功能,但并不能完全控制机床的加、减速。使用适配进给控制,可以在给定进给量变化范围内,由程序自行加、减速,其示意图如图4-19所示。程序在运算时根据切削载荷和切削条件的变化,在转弯之前一段距离即开始减速,出弯后再加速,从而保持切削的平稳。
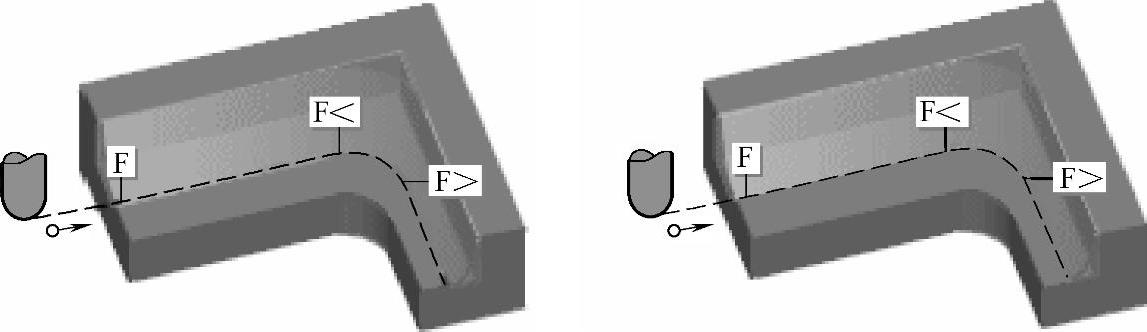
图4-19 适配进给控制示意
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。