



高速加工切削参数的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。不同刀具加工不同材料时,切削参数会有很大差异。切削参数的合理选取能避免对高速机床主轴的损伤和高速切削刀具的无效损耗,进而最大限度地发挥高速机床的效率。
切削参数主要包括切削速度、进给量和切削深度。高速铣削加工参数一般是采用高的切削速度vc,中等的每齿进给量fz,较小的轴向切削深度ap,适当放大的径向切削深度ae。
对切削参数的选择一般遵循以下原则:
由切削理论可知:对刀具寿命影响最大的是切削速度,其次是进给量,再次是切削深度。在实际生产中,要从考虑“刀具寿命”出发,在保证加工质量及在工艺系统刚性允许的条件下,先选用较大的切削深度,再选用较大的进给量,最后选适宜的切削速度。这也是在实际生产中相同材质的刀具加工相同材料的工件时,刀具直径越大,转速就越低,刀具直径越小,转速就越高的根本原因。高速切削铣刀价格比较贵,选择切削用量时更要遵循此原则。
高速加工机床切削用量的选择方法:
(1)明确所用高速机床的最高转速 所确定的刀具转速不得超过机床的最高转速。
(2)明确加工工件的材料和硬度 材料越硬,切削用量相应取小值。
(3)明确加工性质 分清是粗加工、半精加工还是精加工。
1)转速S:粗加工—半精加工—精加工,S逐渐增大。
2)进给量F:粗加工—半精加工—精加工,F逐渐减小。(https://www.xing528.com)
3)切削深度(轴向切削深度ap、径向切削深度ae):粗加工—半精加工—精加工,ap、ae逐渐减小。
(4)明确所用刀具的性能 选择的刀具决定最终能用的转速,决定机床的加工是普通低速加工还是高速加工。进行高速加工时,必须选择高速刀,并给出相应的高速。不同公司不同品牌的刀具之间承受高速的能力是不一样的。经销商会提供刀具相关技术资料,该资料一般有以下内容:刀具类型,大小,加工材料硬度,最大的吃刀量,推荐的vc或S、F等。这些相关资料可能在预定切削用量时提供参考。参考刀具制造商提供的参数进行加工,通常会取得满意的加工效果。另外需强调一点,与普通低速CNC机床相比,当用高速机床进行高速加工时,切削深度(直径方向、轴向方向)相应要小。这是因为机床功率一定,主轴转速越快时,主轴承受切削力的能力将减小。高速加工时,讲求的是轻快。通常切削深度会在普通低速CNC机床的基础上衰减30%~50%。
(5)明确切削用量 遵循切削用量的选择原则,确定出较合理的切削用量。然后将其运用于实际加工中加以检验修正,并结合机床、刀具、加工材料、加工性质摸索出最佳的切削用量。切削深度选用过大和主轴转速选用不当均会造成断刀和加工面粗糙。
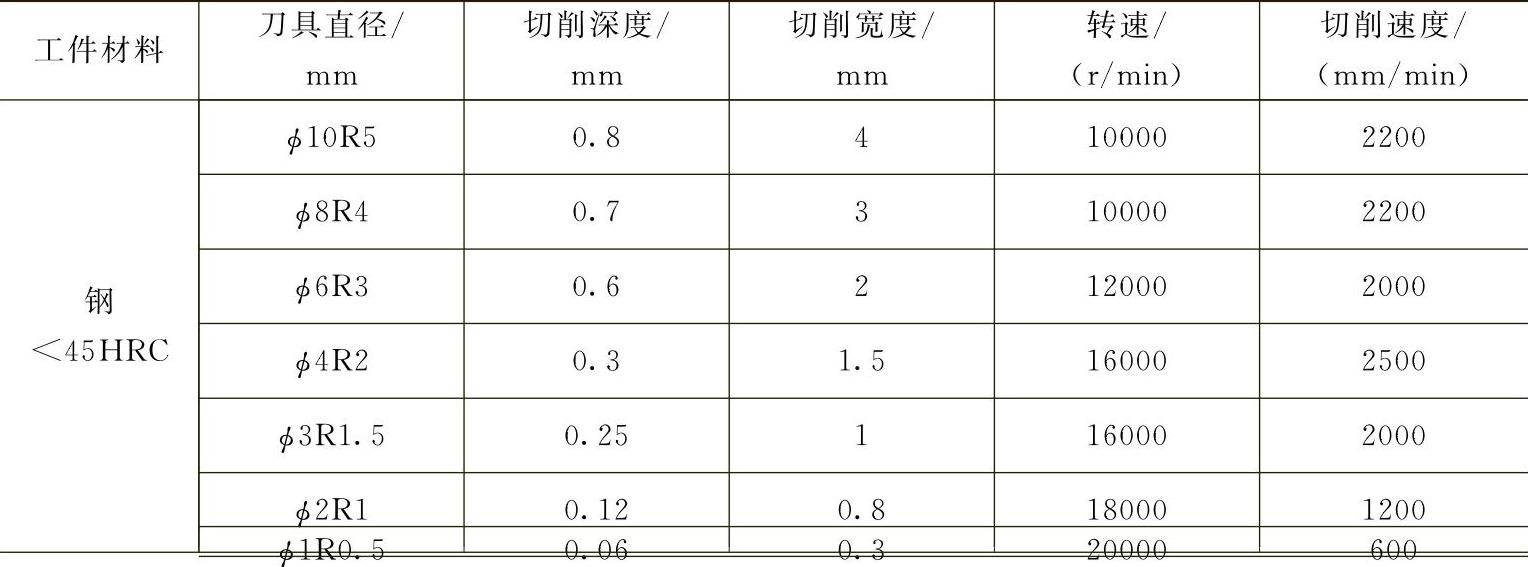
在表4-2中,给出了几种常用金属材料采用不同直径的硬质合金刀具进行高速加工时的切削参数。
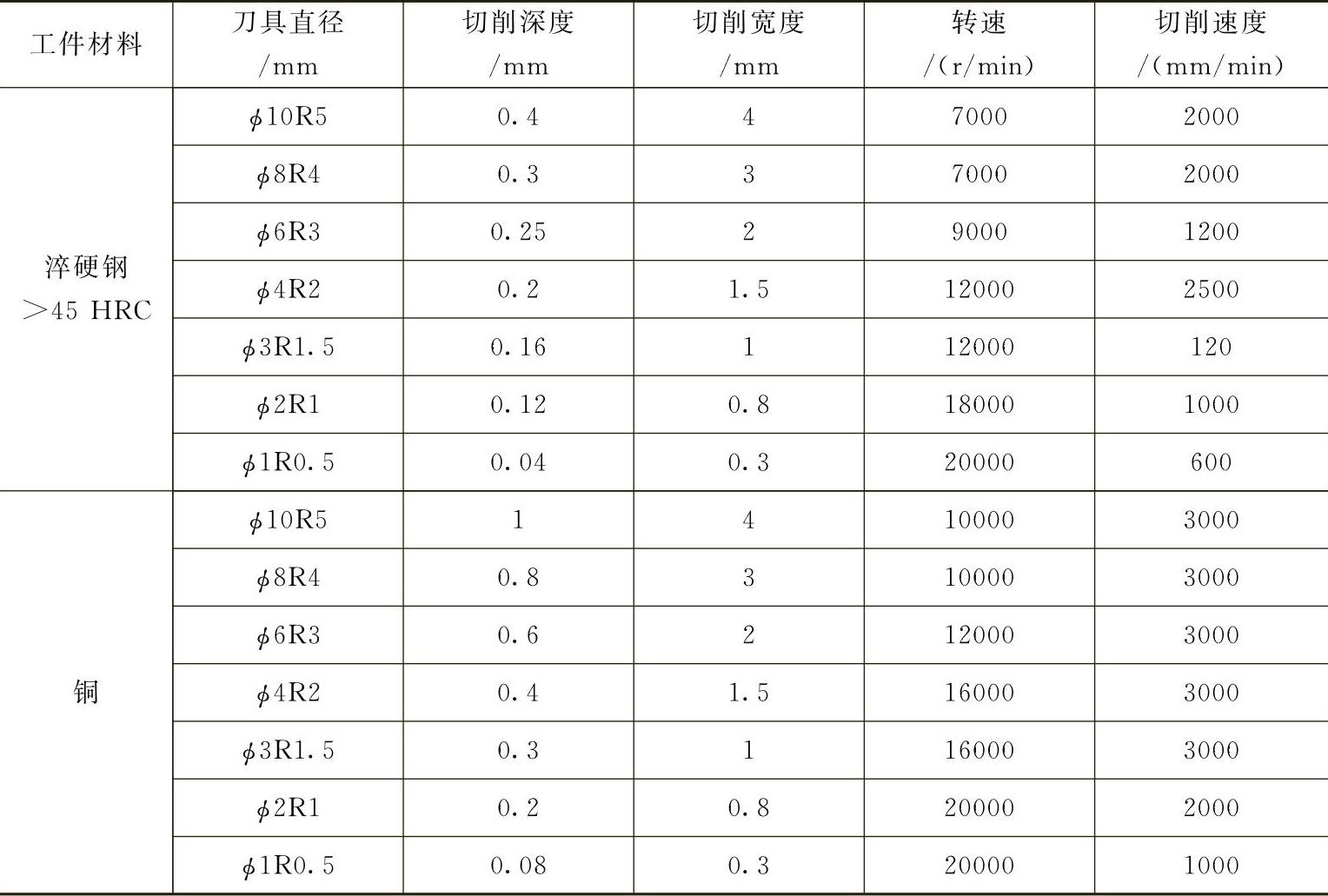
表4-2 高速加工时的切削参数
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。