




图3-9 大昭和公司MEGA夹头系列
随着数控机床的普及应用和切削加工向高速、高精度方向发展,对带柄刀具的夹紧系统提出很高的要求,传统的刀具夹紧方法已不能适应新的要求。如果刀柄对刀具夹持不牢固,轻则降低加工精度,重则导致刀具及工件损坏,甚至引发安全事故。
为此,近些年来国外相继开发了一些夹紧精度高、传递转矩大、结构对称性好、外形尺寸小的新型刀具夹头。
1.高精度弹簧刀具夹头
高精度弹簧刀具夹头与普通弹簧夹头相似,采用锥角12°锥套,所有夹头都经平衡修整,以适应高速加工的要求。典型产品如日本大昭和公司生产的HMC和MEGA夹头,如图3-9所示,主要用于夹持立铣刀进行强力粗铣和模
具加工,夹紧力可达3000N·m,使用速度可
达40000r/min。2.热缩式刀具夹头利用刀柄装刀孔的热胀冷缩使刀具可靠夹
紧。它是一种无夹紧元件的刀具夹头,结构简
单对称、夹紧力大,应用非常广泛,图3-10
所示为热缩式刀具夹头刀柄。3.高精度静压膨胀式刀具夹头典型产品如由德国雄克公司生产的高精度静压膨胀式刀具夹头,如图3-11所示。通过拧紧加压螺栓提高油腔内的油压,使油腔内壁均匀对称的向轴线方向膨胀,以夹紧刀具。该刀具夹头夹持精度极高,其径向圆跳动小于3μm。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-10 热缩式刀具夹头刀柄

图3-11 高精度静压膨胀式刀具夹头
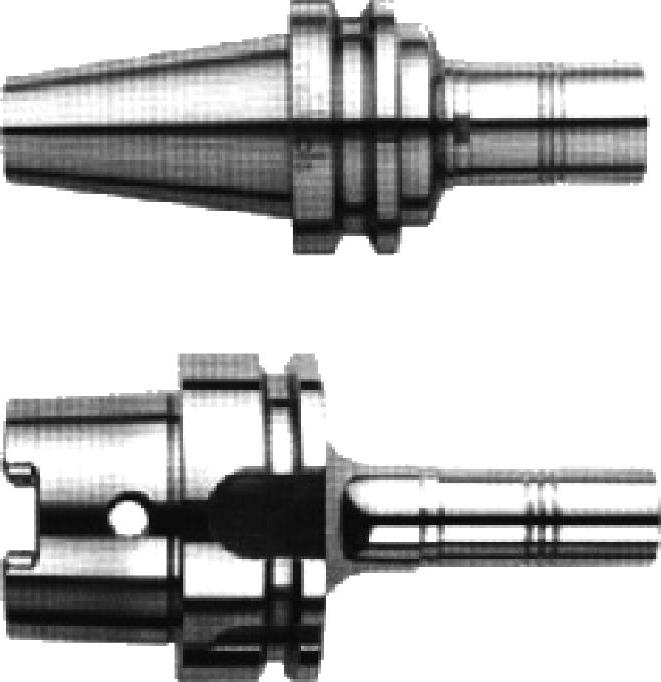
图3-12 应力锁紧式刀具夹头刀柄外形
4.应力锁紧式刀具夹头
典型产品为德国雄克公司的TRIBOS应力锁紧式刀具夹头,该刀具夹头利用夹头本身的变形力夹紧刀具,其自由状态为三棱形,装夹刀具时,利用外力作用使夹头内孔变为圆形,撤消外力后,内孔重新收缩为三棱形,以实现对刀具三点夹紧。该刀具夹头具有结构紧凑、定位精度高(可达3μm以下)且对称、刀具装夹简单等特点。应力锁紧式刀具夹头刀柄外形如图3-12所示。
5.新颖结构刀具夹头
由Sandvik公司新推出的Coro Grip夹头,借助液压装置推动锥套,在3D处测量,其径向圆跳动可达2~6μm,这种刀具夹头夹紧更为可靠,其刚性高于液压刀具夹头,装夹时间短于热缩刀具夹头。
ISCAR公司推出的圆柱柄新型装夹方式,不仅保证端面接触,而且能在半个圆周面上形成夹紧力,提高了夹持刚性。
其中热缩式刀具夹头、静压膨胀式刀具夹头、应力锁紧式刀具夹头是高速铣削最常用的三种刀柄与刀具连接方式,在实际使用中,需要考虑刀柄与刀具的实际情形进行选择。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。