



许多重要设计步骤,如模具的强度和刚度计算等,与热塑性塑料注射模的设计相同或相似。
1.总体结构特点
图13-20所示是一模八腔的酚醛塑料注射模。因制品太小和飞边过多,采用注射模生产效率较高。现用单分型面的结构和侧浇口。因为过细的浇道容易被顶出杆顶破并碎裂,浇注系统的用料只能多些。
(1)确定型腔数目 应以保证足够大的锁模力防止分型面上出现飞边来确定型腔数。

其中 n——锁模力决定的型腔数;
F——注射机的锁模力(N);
pc——型腔内塑料熔体的压力(MPa);
B——浇道和浇口在分型面上的投影面积(mm2);
A——每个制件在分型面上的投影面积(mm2)。
根据经验,酚醛塑料成型时的型腔压力pc为30~40MPa,氨基塑料的pc=40~60MPa,不饱和聚酯的pc=10~20MPa。
还需校核塑料熔体在料筒中的存留时间θb。使θb不得超过熔体状态的维持时间。目前,该允许维持时间[θ]b=4~6min,有

其中 θb——熔体在料筒中的存留时间(min);
θ——注射成型周期(min);
Gb——塑料在料筒中(包括螺杆槽中)的存料总量(g);
G′——每次注射用量(g)。
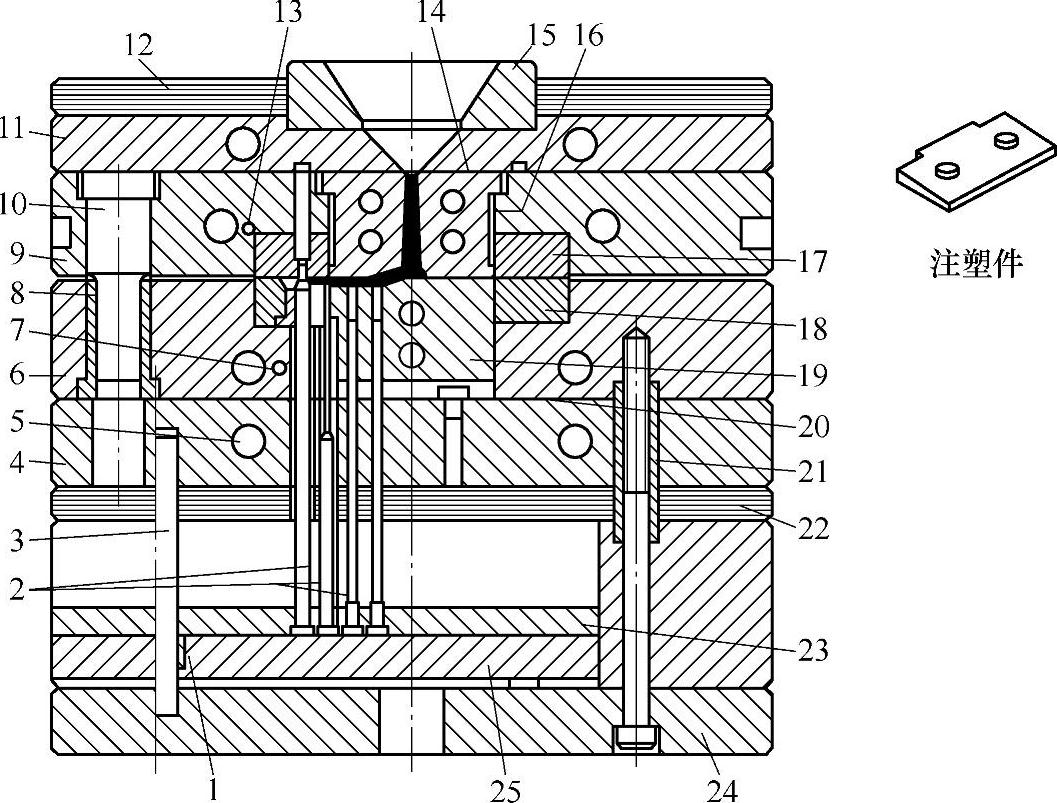
图13-20 一模八腔酚醛塑料注射模
1,8—导套2—顶出杆 3,10—导柱 4—动模支承板 5—加热器 6—动模板 7,13—热电偶 9—定模板 11—定模底板 12,22—绝热板 14,19—加热块 15—定位圈 16—绝热空气隙 17—定模镶件 18—动模镶件 20—支承销 21—定位套筒 23—顶出固定板 24—动模底板 25—顶出板
因此,每次实际注射量G′为注射后料筒中存料Gb的0.7~0.8较为合适。倘若注射量G′过少,会造成注塑件上有过早固化硬块,甚至必须经常对空喷射,以防止塑料在料筒中固化。
(2)嵌件和安装 热固性塑料制品中若要安放嵌件,首先要防止熔体钻料,其次要求安装快速。因此,通常在模外将嵌件装在嵌件杆或嵌件套上,然后整体装入。
防止钻料方法,其一是采用台肩式嵌件杆,如图13-21所示。该台肩也有制成锥面并与圆柱组合,见图13-21b。金属嵌件旋入嵌件杆后置于模内,还要防止嵌件杆与嵌件接触端面间被钻料。其二是提高嵌件杆和模具上插孔的配合精度。它们之间的单边间隙在0.01~0.02mm之间。应先加工孔,然后配磨和配研成型杆,再镀铬抛光,并保证多个嵌件杆的互换性。
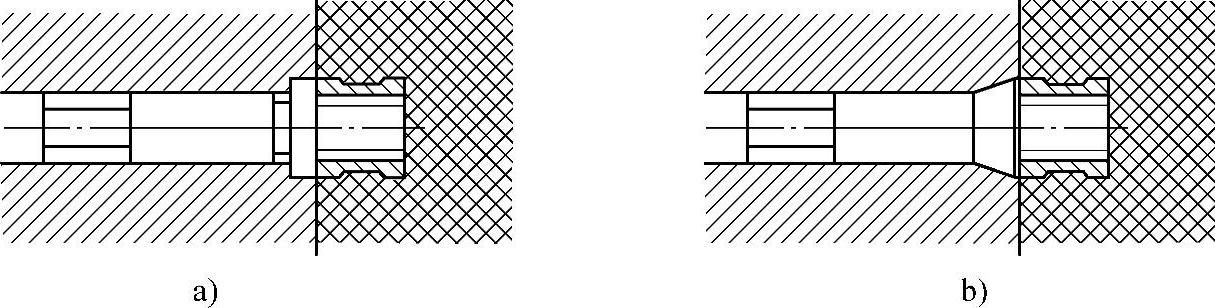
图13-21 嵌件与嵌件杆
a)圆柱台肩 b)锥面与圆柱组合台肩
(3)分型面设计 为增大锁模力以减薄飞边甚至避免飞边,应减小分型面的实际接触面积。一般在型腔周围的20~110mm之外部分削去0.5~1mm。但也需注意到过大锁模力会使型腔塌陷。分型面上作用40~70MPa的锁模压力为好,流动性好的物料应取其大值进行验算。
分型面硬度应在40HRC以上,避免飞边碎屑过快损伤分型面。对分型面镀铬处理,可减小飞边的黏附力。
分型面上不允许存在任何孔和凹坑,否则会造成飞边清理困难。应将模板上螺孔等设计成不通孔。若有通孔,也应将其镶填磨平。
(4)成型零件设计 成型零件工作尺寸的计算方法与热塑性塑料注射模具的相同。但在确定成型收缩率时,应注意到热固性塑料注射成型收缩率的离散性较大。例如:酚醛塑料注射成型收缩率为0.7%~1.2%。此外,在计算型腔深度尺寸时,要计入分型面上的飞边厚度(0.05~0.1mm),即将计算得的模具型腔尺寸减去飞边值。
成型零件设计应尽量避免镶拼结构,以免熔体钻模,需要时,常采用整体镶嵌式型腔。型腔的表面粗糙度Ra应在0.20μm以下。
型腔和型芯一般都应经过热处理淬硬。表面硬度有40~45HRC的析出硬化钢、SM2和PMS用于高精度的中小型模具。为提高耐磨性,也常用合金工具钢9Mn2V、5CrMnMo、9CrWMn,硬度为53~57HRC。含有矿石粉或玻璃纤维等硬质填料时,要求硬度为58~62HRC。成型零件常用镀硬铬后抛光来改善表面粗糙度,提高耐磨性和耐蚀性,延长模具使用寿命。镀铬层厚度在0.03~0.08mm之间。
(5)脱模机构设计 由于热固性塑料熔体有0.02mm以上单边间隙就会钻模,产生飞边,给脱模机构设计带来很大难度,所以应尽量避免采用顶管和推板脱模。因为顶管的内外柱面均有间隙配合,推板与型芯的配合间隙有时很难均匀一致,在高温下的实际间隙很难控制。倘若要使用推板,则脱模行程要增大到足以使推板脱出型芯。这样,便于清除飞边及碎片。
采用顶杆比较容易使单边间隙达到0.01~0.02mm的要求。0.03mm以下间隙会产生极薄半透明的飞边,尚不妨碍相对滑动。但小于0.005mm间隙,在约160℃模温下,易产生配合面的胀咬故障。如图13-22a所示,于顶杆的中间滑动段制成三棱带,可减小与高温孔壁的摩擦面。棱带应有足够长度和精度,每棱应有1.5mm的支承接触宽度。又如图13-22b所示,顶杆在顶出位置,动模底面与顶杆三棱段应留有足够位置A,以允许碎屑从槽中自由脱落。而上部圆柱段要全部推出注塑件成型面。该种顶杆直径通常大于5mm。棱带数可视直径增大而增多。
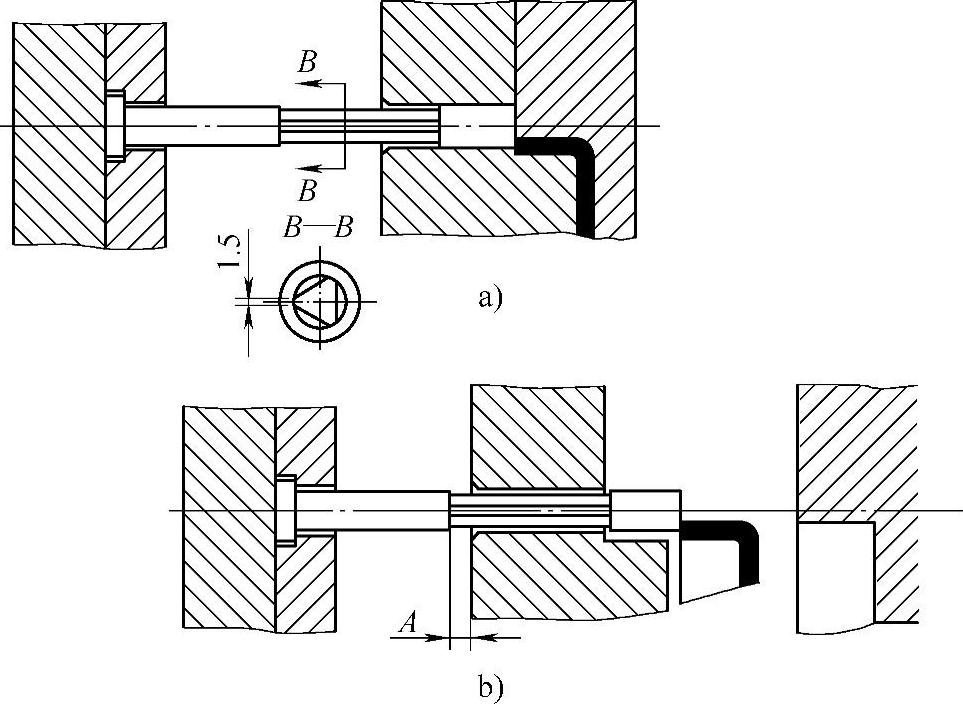
图13-22 热固性注射模顶杆
a)闭模位置 b)顶出位置
(6)排气系统设计 热固性塑料注射模不但要排出型腔中空气,还要排出固化反应所产生的挥发性气体,因此排气量大,在浇口前的分流道就应该开始排气。排气槽宽度应等于分流道宽度,在分型面上的深度取0.12mm左右,一般在型腔四周均应当排气,在料流末端更应保证排气畅通。分型面上的排气槽宽度为3~8mm,深度为0.06~0.18mm,如图13-23a所示。排气槽相互间隔至少25mm。排气槽允许物料溢出,并有与型腔相同的表面粗糙度和硬度。但遇到小型板件,排气量又不大,则用约0.06mm浅的排气槽,使飞边去除容易,也有的在芯柱上开设排气隙,如图13-23b所示,在芯柱外圆上磨出3~4个深0.05~0.075mm的平面,然后经中心引气孔导出气体。在大多数场合,顶杆上也磨出类似的几个导气平面。加工时需注意,磨痕应沿着轴线方向;排气面端角上要磨出0.12mm左右的倒角。这样在有飞边形成时会粘连在制件上。最后一种有效可靠方法是利用多孔的烧结块排气,如图13-23c所示。
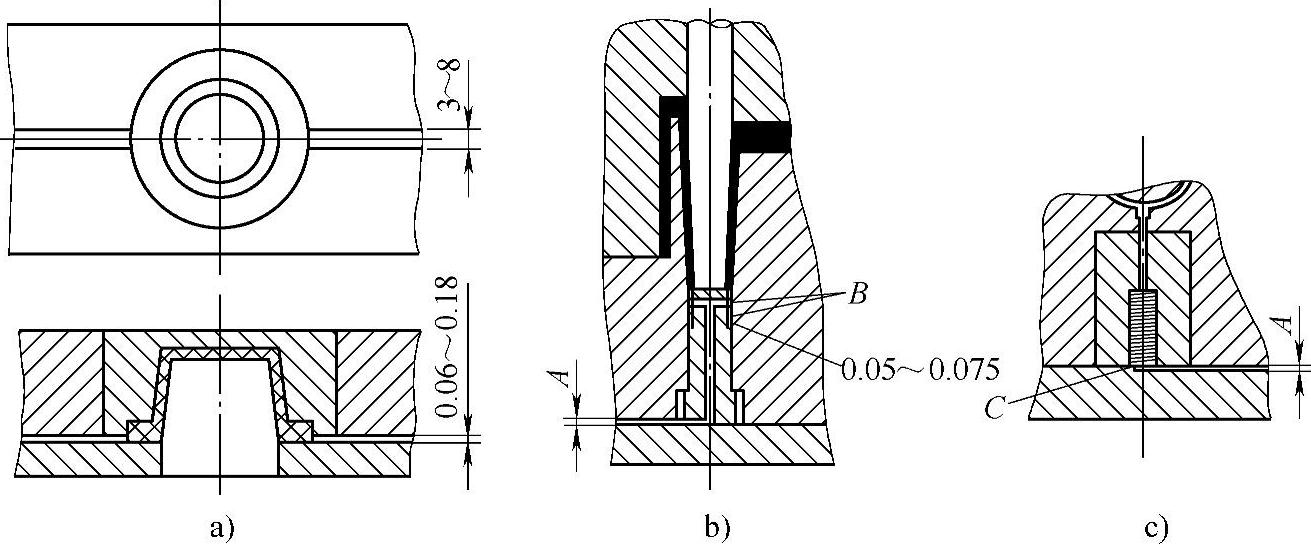
图13-23 排气系统设计
a)分型面上的排气槽 b)排气芯柱 c)多孔烧结块排气 A—排气槽 B—排气孔 C—烧结块(https://www.xing528.com)
(7)加热和绝热考虑 热固性塑料注射模加热系统使用得最多的是电热棒,也有的用电热板,应该用两绝热板之间的模具总质量计算。其计算经验公式:
W=0.2V (13-3)
式中 W——加热器功率(W);
V——被加热模具的体积(cm3)。
动模和定模分别设置测温热电偶,如图13-20所示,以自动控制模具温度,使成型表面温差在±2.5℃之内。表13-1为部分热固性塑料注射成型模具温度提供参考。有机硅注射模模具温度为170~216℃;聚丁二烯注射模模温为230℃。
为防止高温模具向注射机的两块模板传热,需设置两个绝热垫层。其材料常用石棉水泥板或环氧玻璃钢板等。如图13-20所示,绝热层设置在动模支承板和垫铁之间,需加设定位套筒。也有的将绝热层设置在动模底板和注射机动模板之间。
2.浇注系统没计
浇注系统设计应注意采用由热固性塑料注射工艺特点而获得的经验数据。
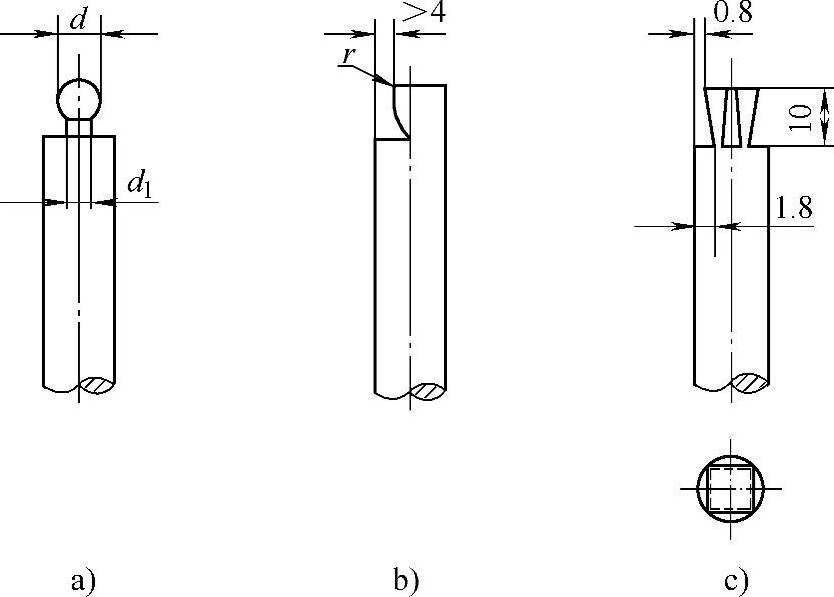
图13-24 常用拉料头的形式
a)球形拉料头 b)Z形拉料头 c)薄片式拉料头
(1)主流道 热固性塑料注射成型时,物料在料筒内没有加热到足够高温度,因此,要求主流道有较大传热面积;热固性注射机的喷嘴口径较大,所以锥角应为α=1°~2°;主流道内壁的表面粗糙度Ra应不大于0.8μm。
由于热固性塑料有脆硬特性,因此拉料的“冷料井”应防止物料折断。球形拉料头如图13-24所示,d=d1+2mm。d与d1之差过小则无拉料作用;若过大会不能脱模或破裂。图13-24b所示的Z形拉料头,最薄处不得小于4mm;尖角处应设有r=1mm的圆角。图13-24c所示的薄片式拉料头,在圆柱杆头上铣四条斜边,最薄处不得小于0.8mm,斜片长约10mm,使薄片具有弹性。
(2)分流道 分流道圆形截面有利于传热固化,但实际上分流道设计大多采用梯形和半圆形。分流道断面面积与物料流动性、物料温度和分流道长度等因素有关,但主要取决于流经分流道的物料量。对于酚醛类塑料,分流道断面面积可按下式估算:
Ar=0.26Gr+20mm2(13-4)
式中 Ar——分流道断面面积(mm2);
Gr——流经分流道的塑料量(g)。
也可按图13-25的直线1估算。生产中梯形断面厚度,对中小型注塑件可取2~4mm,较大塑件取4~8mm。
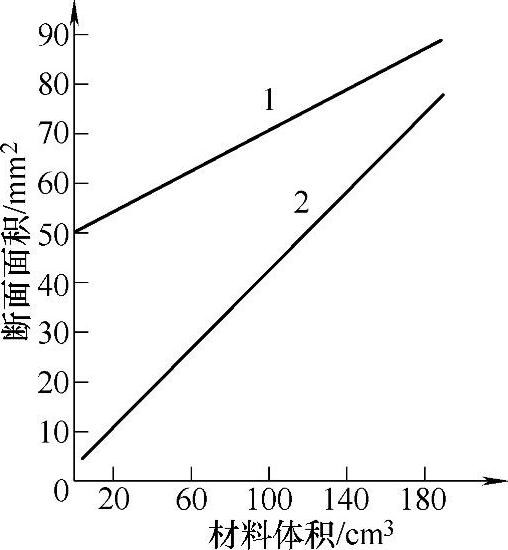
图13-25 酚醛塑料的分流道和浇口断面面积与分流道断面面积的关系
1—分流道 2—浇口
为减小物料流动阻力,主流道与分流道、各分流道转向处,都应取较大的转角半径。转角半径应不小于分流道直径或宽度。分流道的表面粗糙度Ra在0.4μm以下,并镀铬。
(3)浇口 如图13-26所示,热固性塑料注射模的浇口形式有:直浇口、侧浇口、盘形浇口、外环形浇口、内环形浇口、扇形浇口、平缝形浇口、点浇口和潜伏式浇口等。物料流经浇口时摩擦磨损大,固化了的浇口凝料质脆易断,故与热塑性塑料注射的浇口有所差异。
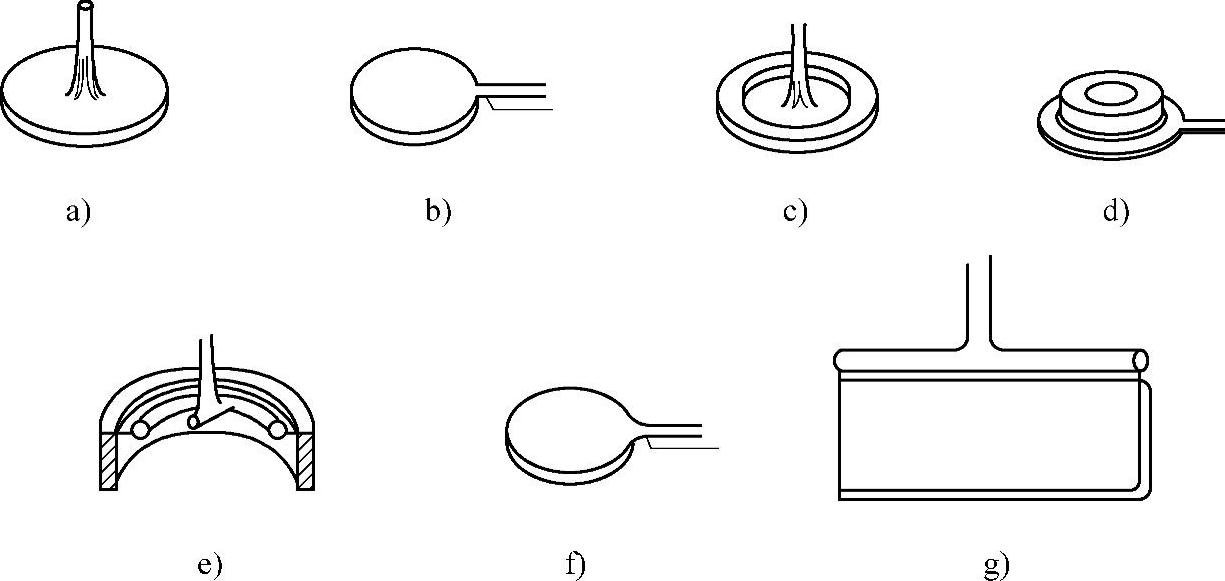
图13-26 热固性塑料注射模的浇口类型
a)直浇口 b)侧浇口 c)盘形浇口 d)外环形浇口 e)内环形浇口 f)扇形浇口 g)平缝形浇口
1)侧浇口。侧浇口长度为0.8~1.5mm。宽度应比分流道稍窄,中小制件为2~4mm,大制件为4~8mm。其深度是浇口断面面积的修模调节尺寸,根据经验常取0.5mm左右。对于纤维填料取0.8~1.0mm,或取注塑件壁厚的1/2左右。酚醛塑料的侧浇口的断面面积,可参考图13-25中的线2。
2)点浇口。填料粒度大的热固性塑料不能用点浇口。点浇口处磨损剧烈。其直径比热塑性塑料模大得多,常取d=1.2~2.5mm,可根据注塑件大小和壁厚选取。热固性塑料注射模的点浇口见图13-27。浇口带有锥度可减小摩擦。
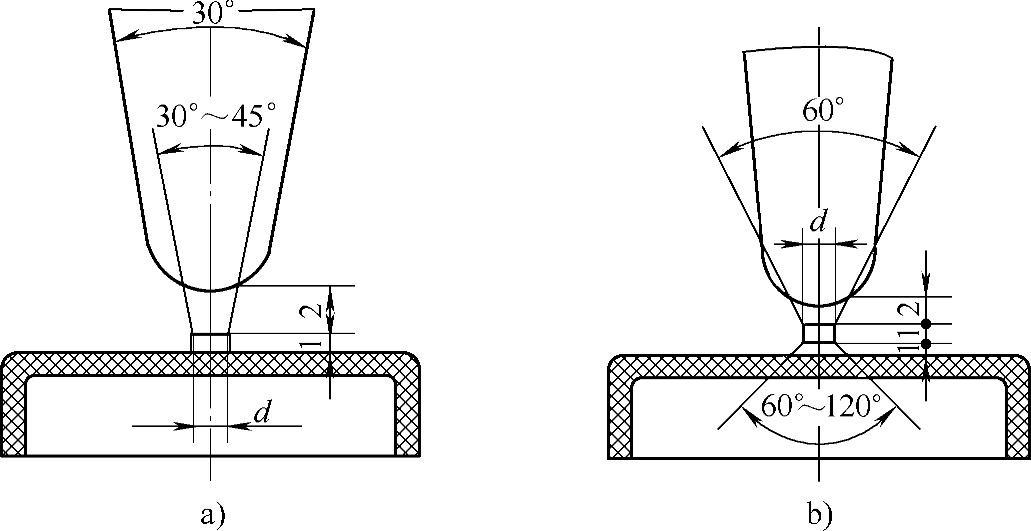
图13-27 热固性塑料注射模的点浇口
a)直点浇口 b)带倒锥
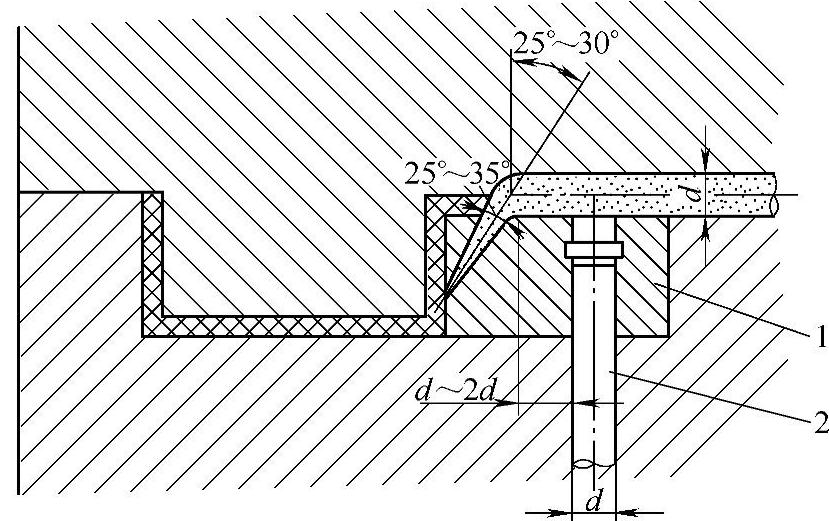
图13-28 热固性塑料注射模的潜伏式浇口
1—镶块 2—顶杆
3)潜伏式浇口。倘若采用点浇口就要用三板模结构,而潜伏式浇口可简化模具。该种浇口成功设计取决于浇口位置、浇口的两个角度、顶杆位置、注塑件在脱模温度下是否具有柔性。如图13-28所示,浇口中心线与开模方向的夹角α在25°~30°较适宜。浇口本身锥角在25°~35°为好。顶杆距浇口太近时,顶出时浇口凝料不能产生充分的挠曲,易剪切折断;但顶杆太远时,则固化浇口没有足够的顶出力。顶杆距一般取分流道直径d的1~2倍。
浇口部位最好做成可换镶块。特别在大批量生产时,镶件的镀铬层磨去后,可重新镀铬或更新镶件。也可以考虑用硬质合金制造镶块,寿命可提高数倍。
图13-29所示为生产石棉短纤维充填的酚醛环刷的注射模。该制品尺寸精度要求高,型腔的脱模斜度很小。采用盘形浇口有利于纤维的充模和分布。在用一模四腔的压制模成型时,成型周期达2.75min。现为一模二件,采用三板模结构,拉尺被仔细设计,让动模板与中间板首先分离并剪断盘形浇口。第二次分型时,注塑件中心引导流道的固化物不被咬合或破碎。这样可实现自动化生产,注射成型周期为58s。
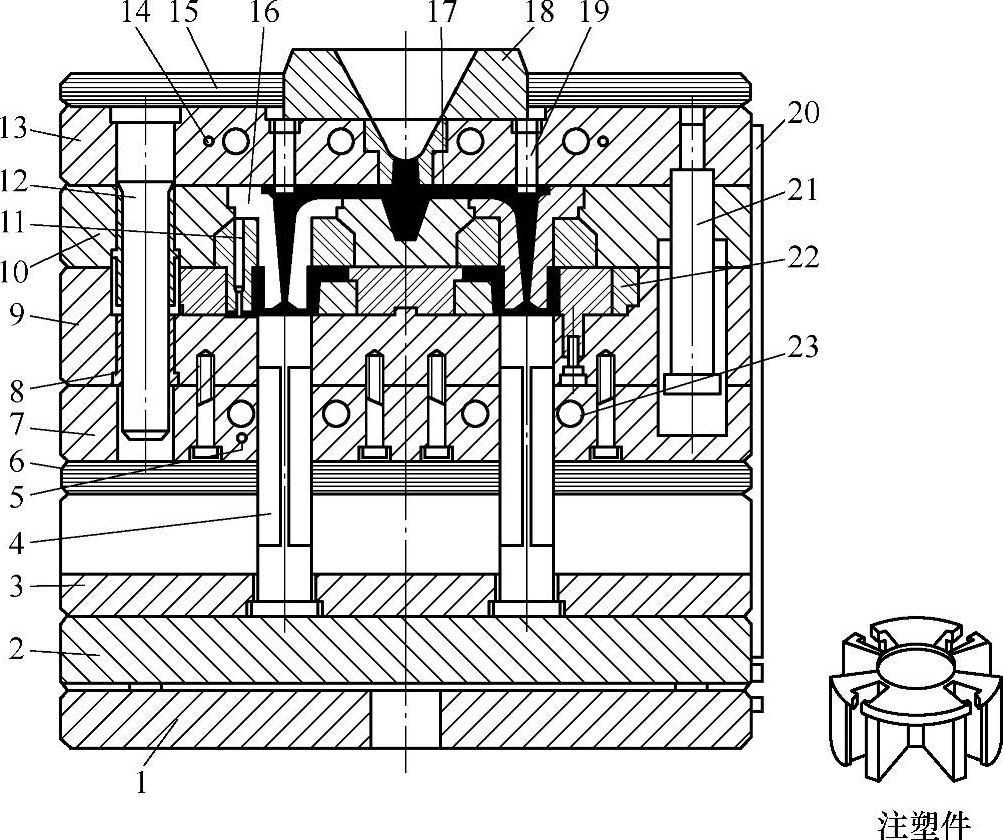
图13-29 一模二腔石棉短纤维充填酚醛塑料环刷的双分型面注射模
1—动模底板 2—顶出板 3—顶杆固定板 4—顶杆 5,14—热电偶 6,15—绝热层 7—动模垫板 8—导套 9—动模板 10—中间板 11—凸模 12—导柱 13—定模固定板 16—流道浇口套 17—主流道杯 18—定位圈 19—拉料杆 20—拉尺 21—带肩定距螺钉 22—凹模 23—加热器
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。