



浇口是热流道系统里的关键功能区。浇口调节塑料熔体对型腔注射的充模流动。浇口的热力闭合或机械开闭,控制着对型腔内塑料的保压补缩时间。充分认识浇口的结构和浇口区塑料的热力学相变,熟悉浇口凝料与注塑件的分离,是正确选择喷嘴的浇口种类和大小,处理浇口区故障的前提。本节讨论直接式和顶针式浇口的热力闭合和针阀式浇口的机械闭合的原理和过程。
直接式和顶针式浇口都是依靠塑料自身固化闭合的。模具冷却系统的传导,使浇口快速降温,熔体冷却后停止流动。在动模打开时,注塑件被强制移动脱模,使浇口凝料拉断。还有一种侧浇口或称为边缘浇口,这种圆孔浇口被凝固后,在注塑件移动时剪断。
1.直接式浇口
直接式浇口就是主流道型开放式浇口。它的口径、高度及几何结构,塑料熔体性能和浇口区温度等工艺条件,影响着开放式浇口的热力闭合,如图12-33所示。
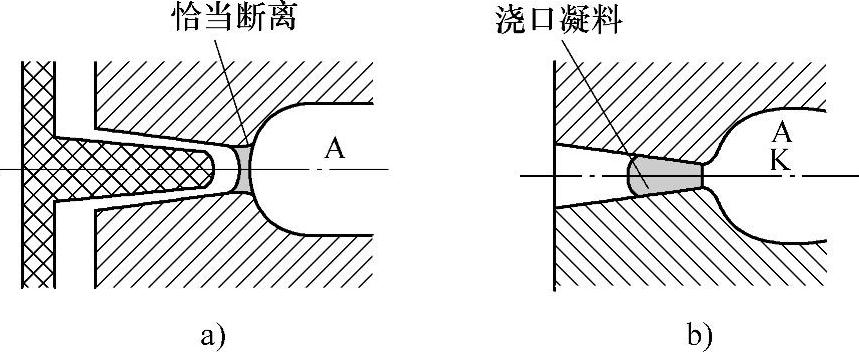
图12-33 直接式浇口的热力闭合
a)长浇口里的恰当断离 b)凝料头阻塞浇口 A—无定形塑料 K—结晶型塑料
图12-33a所示是一种恰当的浇口热力闭合。浇口的凝料头恰当断离,分离在锥形浇口的最窄截面上。在注射循环中应保持这种有效闭合。在下一次注射时又重新开放。这需要有合适的几何结构,相应的浇口凝料头。对无定形塑料成型的浇口凝料头,只要有足够的韧性就能从浇口孔中拉出。对于快速结晶的塑料,需严格控制浇口区的温度和应力解除时间,才会有适当的浇口热闭合。如果浇口区的温度过低,就会出现过厚的冻结层,有太多的冷料,会妨碍下次注射。
如果浇口区温度低而且经历时间很长,就会出现浇口凝料的阻塞堆积,如图12-33b所示。下次注射时,这大块冷料会被推到模具型腔里。对于无定形塑料,它可能会被高温熔流熔融。但对于结晶型的工程塑料,如PA和POM等,会在注塑件表面上黏有冷料团块。因此建议设置冷料井,捕捉和贮存冷料。为避免冷料过多,也建议浇口的高度不要过大。
如果浇口区温度过高,浇口凝料头在高位断离。在与制件一起脱出浇口时,浇口中会有熔料的流涎和拉丝。这是开放式浇口的主要缺点,很难消除。采用顶针式浇口的喷嘴能有效减少这种现象。对于无定形塑料,拉丝结果会在制品的浇口头上,出现尖锥钉。如果很硬的话,会损伤其他塑料制品。对于结晶型塑料,常会出现旋拉长丝。容易出现流涎和拉丝的塑料材料有PA、PP、HDPE、PET、PS和PC,ABS有时也会有这种情况。
图12-34有四种直接式浇口。图12-34a和12-34b用于主流道单喷嘴,都为整体式的,带有浇口套。前者有系列产品,供选购。料流经冷流道输入型腔,有冷料井捕存塑料冷料。图12-34c和12-34d的直接式浇口多用于分喷嘴,也用于主流道单喷嘴。它们把塑料的料流直接注入型腔,会在注塑件上留个较大料头。图12-34c为浇口在模板上的部分式喷嘴。图12-34d是整体式的带有浇口套的喷嘴。浇口套前端能适配注塑件的斜面。
图12-34所示的四种直接式浇口的喷嘴头上都是空气间隙绝热。很少见到有塑料绝热仓的喷嘴头。因为绝热仓内塑料皮会降解变色,也使塑料品种更换困难。
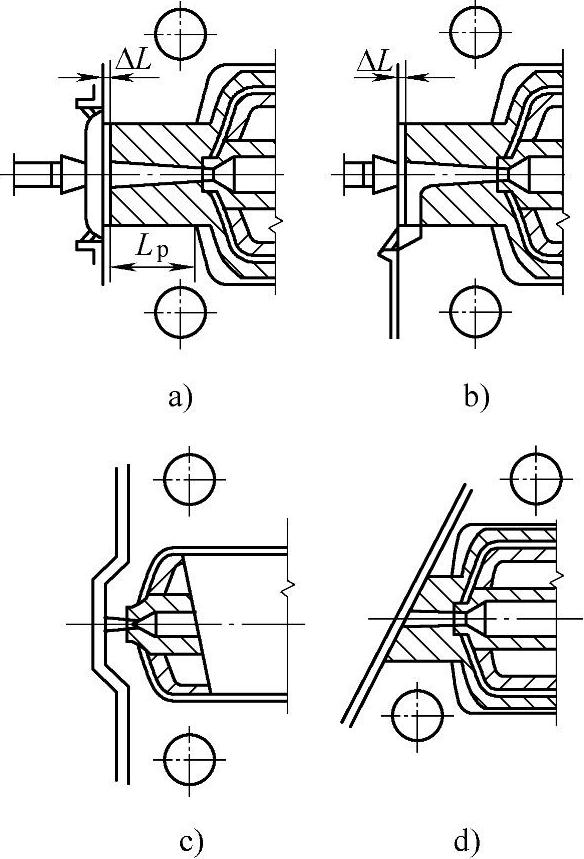
图12-34 直接浇口的开放式喷嘴的注射
a)、b)和d)带浇口套的整体式喷嘴 c)不带浇口套的喷嘴
图12-34a和图12-34b所示的直接浇口的整体喷嘴,应用在有冷流道的浇注中。在受热的喷嘴表面与动模表面之间的保证间隙ΔL=0.5mm。此间隙在注射时被熔体充满,使喷嘴表面与冷模板绝热,有利于无定形塑料和慢结晶塑料在浇口根部的缓冷。
图12-34a上所示的Lp为喷嘴头与模具孔的接触配合长度。Lp的长度决定浇口区的热传导速率。Lp越长浇口就越容易冻结。对于快速结晶塑料,Lp=2~3mm长已经足够了。也有减小轴向热传导截面的结构,在喷嘴头的上部挖出周向凹槽。对于无定形塑料就需要较长的接触长度。特别是浇口直径6mm以上,喷嘴头要增强热传导面积,加强对直接浇口的冷却;否则,在加工无定形塑料和聚烯烃PE和PP期间,在直接浇口根部会出现塑料“溶解”和过大残余压力。
直接浇口的整体式喷嘴,其热流道的标准系列浇口直径为2.7~7.9mm,接触长度为Lp=5~6mm。可以定购加长型的喷嘴头,可增加长度15~30mm。由于脱模时需要倒锥,喷嘴头加长后浇口出口直径达5.2~10mm。显然加长的直接浇口并不适用快结晶塑料,但有利于对喷嘴的温度控制。
直接浇口的开放式喷嘴中,熔体并不滞留,也适用于热敏性塑料和着色塑料的更换。因为容易清洗,所以被推荐加工回头料。它容易出现熔体的拉丝和流涎。在操作工艺上,可降低注射和保压压力。更重要的是注意喷嘴头与模具的接触长度,也就是控制配合面积,进一步调节浇口的冷却效率。喷嘴头上较小冷却面积,较短的接触长度,适用于快结晶速率材料,例如PA、POM及PET,和流动缓慢的塑料,例如PC。相反,有效冷却较大冷却面积的,适用于慢结晶和无定形塑料,例如PP和ABS。
其中图12-34c所示的部分式喷嘴,由喷嘴头和模板构成绝热间隙,又有冷模板对浇口的冷却,足以使浇口区冷却灵敏且冻结迅速。因此,减小了拉丝和流涎的可能,更适用于无定形塑料也用于慢结晶塑料,例如PP、PE和热塑性弹性体。
2.顶针式浇口
(1)浇口的热闭合 图12-35是顶针式浇口的热闭合状态。热顶针用来提高浇口区熔体的温度,防止了梗塞性的冻结。恰当调节顶针尖的位置,也能防止熔料拉丝。图12-35a所示为无定形塑料停止注射后,在浇口壁上形成了皮塞。在临近热顶针上是高弹性的不完整热皮层,属于松弛闭合。在注射压力下,皮塞很容易被涌出和熔融。在正常生产中,不会出现浇口堵塞。图12-35b所示为结晶型塑料的节流闭合。停止注射后浇口壁上的皮层和热顶针之间存在缝隙,会滞留黏度较高的熔体。
(2)浇口痕迹 对于顶针式浇口,浇口痕迹如图12-36所示,它决定于浇口结构的几何因素。h为浇口直径D的高度。Δh是顶针尖和浇口端面之间的位置。图12-36a和图12-36b所示结构,在加工PP时,偶尔会出现流涎现象。调整顶针尖的轴向位置使Δh<0,可解决流涎问题,但痕迹较高。对于顶针式浇口,浇口直径D为常数时,浇口痕迹(如图12-37a所示)随高度h增加而增高。高度h为常数时,浇口痕迹如图12-37b所示,随直径D增加而扩大。
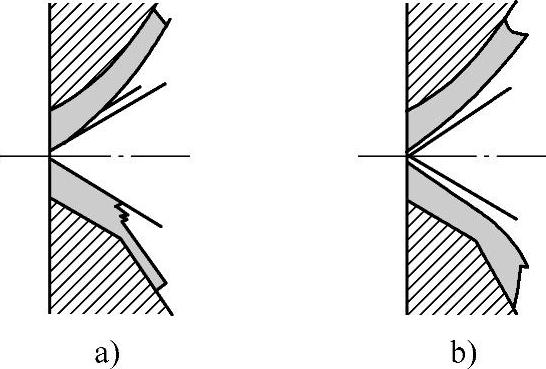
图12-35 顶针式浇口的热闭合
a)无定形塑料的松弛闭合 b)结晶型塑料的节流闭合
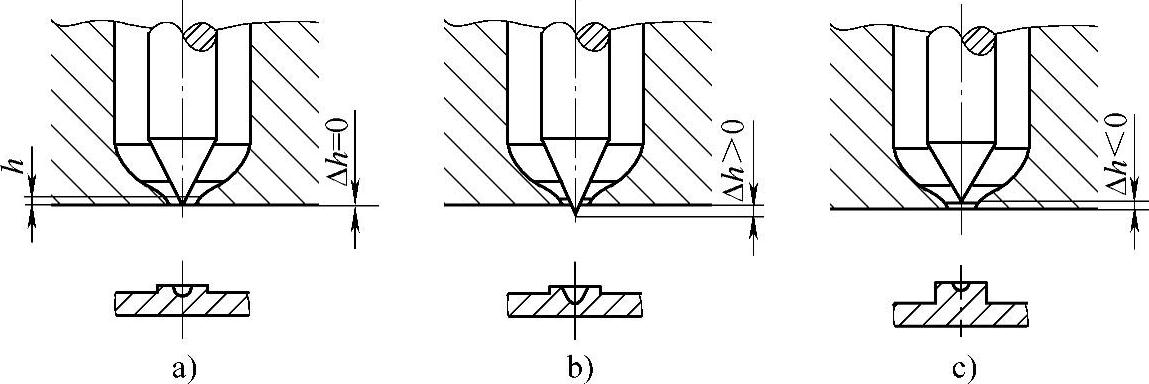
图12-36 顶针尖在轴向不同位置时浇口痕迹
a)标准位置 b)顶针尖伸出 c)顶针尖缩进
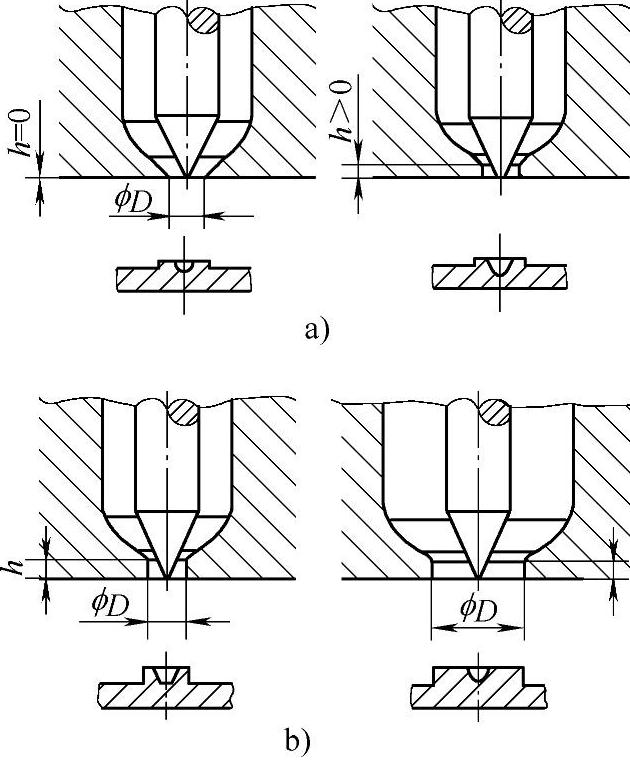
图12-37 顶针式浇口高度和直径影响浇口痕迹
a)浇口直径D为常数时,浇口痕迹随高度h增加而增高 b)高度h为常数时,浇口痕迹随直径D增加而扩大
(3)顶针浇口的阻塞 在前12.2节中已介绍了流变学的浇口直径的计算方法。在12.3.1节的最后还会介绍浇口直径的经验估算方法。这里分析喷嘴顶针尖的结构和定位引起浇口的局部阻塞问题,以保证浇口直径设计计算正确。
在浇口部位,所有通道面积S应该相等。但由于顶针锥形头的阻流,通道面积有变化。在图12-38所示几何参量的浇口里,熔料注射流动时的流量偏差应尽可能小些。可以推导熔料在浇口洞口流动的阻塞比
又令
可得
根据式(12-21),假定2φ=50°,h=0.1mm、0.2mm、0.3mm,可得到图12-39的结果。对于较小的浇口直径D,有显著的阻塞作用,会减小有效的流动截面。阻塞程度取决于顶针尖伸入到型腔中的距离。当h=0时,阻塞作用很小,但浇口周边为锐角。浇口的强度很差。而且塑料熔体在高剪切速率下会发生热降解。h=0.3mm时,顶尖的阻塞作用太大。因此,浇口洞口高度在h=0.1~0.2mm中选取。为促进热传导,顶针尖的锥角2φ应大些,但会使顶尖的阻塞作用加大。
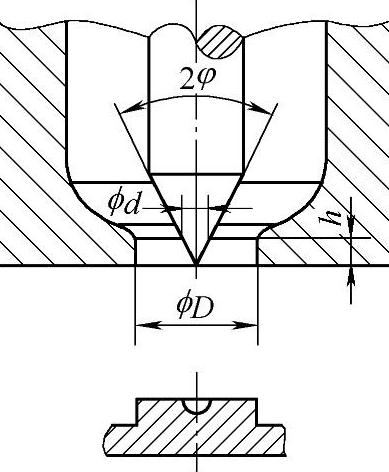
图12-38 顶针式喷嘴的浇口区的局部阻塞面积
D—浇口直径 h—浇口直径D的高度 2φ—顶针尖的锥角 d—阻塞面的直径
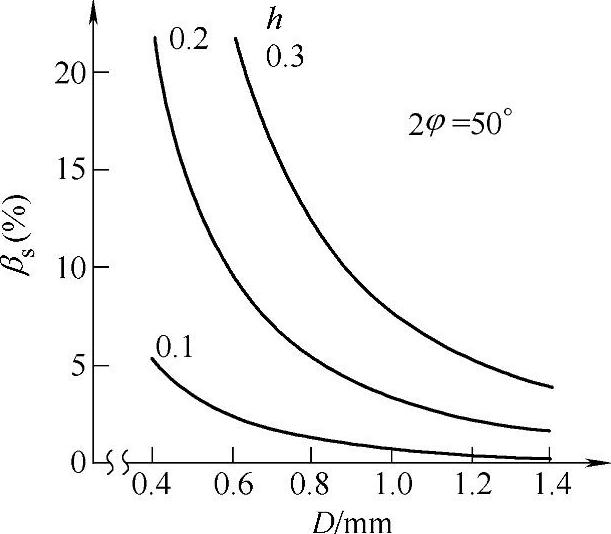
图12-39 浇口流动的阻塞比与浇口直径D及高度h的关系曲线
(4)顶针式浇口的测量 喷嘴浇口的精确制造,关系到注射的成败。特别在多喷嘴注射时,各个喷嘴浇口的结构和尺寸形状不一致,使得塑料熔体射出的物理参数不同,最终会影响注塑件的质量。因此,必须高精度等级检测浇口的几何参数。
这里介绍两种测量浇口洞口高度h的方法,如图12-40所示。图12-40a是已知浇口直径D、钢球直径2Rc和洞口锥角2β,测得图示高度H,用式(12-22)计算得h值。图12-40b是已知浇口直径D和洞口锥角2β,测得量规锥角头伸出的图示距离x,用式(12-23)计算得h值。(https://www.xing528.com)
钢球测量
锥角头测量
直接式浇口和顶针式浇口都属于热力闭合的浇口。因此相对机械闭合而言,它们同属于开放式浇口。
3.机械闭合
针阀式喷嘴将可控制移动的阀针柱销头引入浇口孔中,辅助浇口机械闭合,见图12-41。已标准系列化的针阀式喷嘴的浇口直径为1~7mm。也允许有更大的浇口直径。
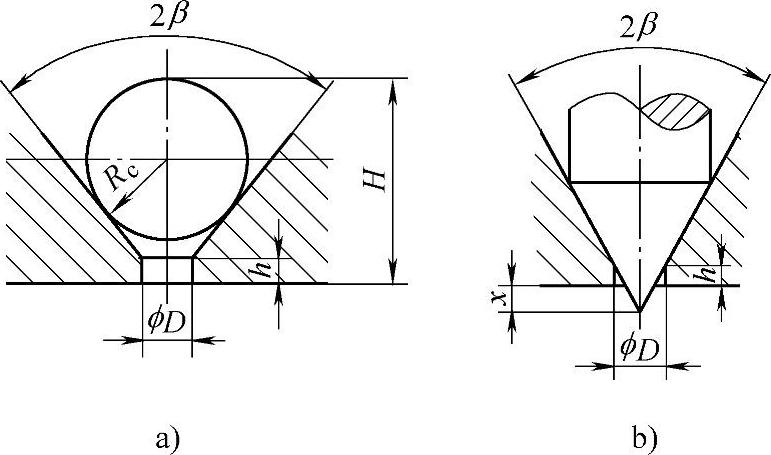
图12-40 浇口高度h的测量方法
a)钢球测量 b)锥角头测量H —测得图示高度 x—测得图示高度 2Rc—钢球直径 2β—洞口锥角
(1)柱销头 针阀式喷嘴的柱销头有两种类型。
1)圆柱头。图12-41a所示柱销头为圆柱体,称圆柱头。在圆柱头作锁紧运动时,将浇口洞口dg中的一段塑料柱体压注到注塑件中,导致浇口附近塑料被过量压缩。此部位会有过大的残余应力,出现发白和裂纹。因此,洞口高度h应尽量小些。圆柱头必须有精密的滑动配合,并考虑径向的热膨胀的补偿。建议公差配合为d6/H6或d5/H5。这种长柱销在注射压力下,受到的轴向力较小,轴向位置调节比较容易。一般在注塑件表面上有深0.1~0.3mm的圆坑痕。
2)锥销头。图12-41b所示的柱销头为圆锥体,称锥销头。在浇口成型面上,锥销头应伸出lp=0.05mm。如果浇口洞口和锥销头都是锐边尖角,在注塑件上留下圆凹痕;倘若为圆角,可能在表面上黏出凸起圆柱痕迹。
(2)阀针的轴向锁紧 锥销头的整根阀针的锁闭浇口的状态,见图12-42所示。图12-42a上,驱动力p作用在活塞的支撑面上,s=0。图12-42b上活塞与支撑面之间有间隙,s>0。驱动力p经柱销紧闭在浇口锥孔中。长柱销受到很大的轴向压力,在下一节中将分析此压杆的稳定性。这种喷嘴在装配过程中,先在支撑面上留0.02mm的间隙。在驱动压力p作用下,活塞支撑面上和浇口锥孔都受到压力。在此超静定的系统中,过大的压力会使长柱销产生弹性弯曲变形。因此,柱销的轴向位置应该可以调节,并可靠锁紧。
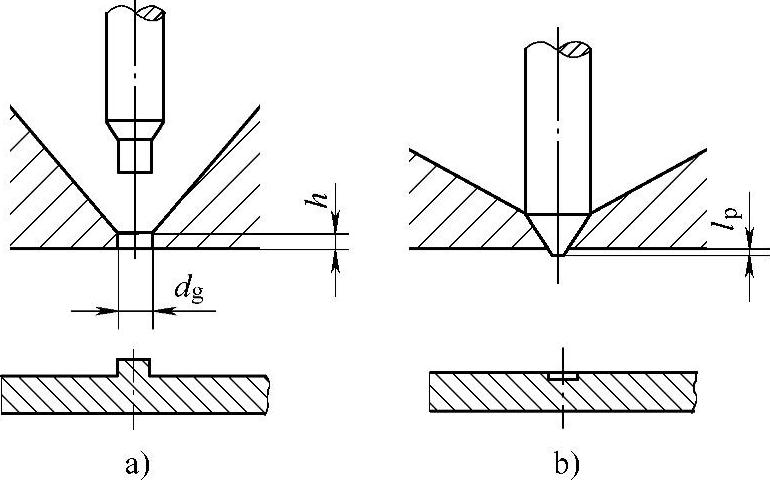
图12-41 针阀式喷嘴上浇口的机械闭合
a)圆柱头阀针 b)锥销头阀针
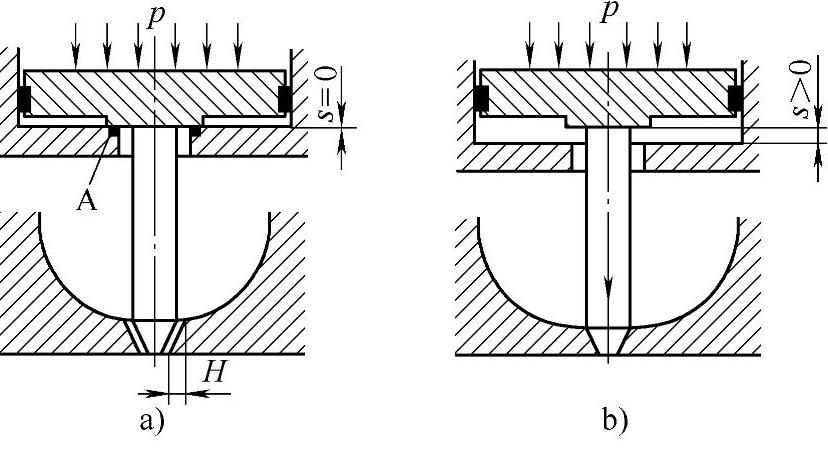
图12-42 锥销头阀针锁闭浇口的状态
a)支撑面上s=0 b)支撑面上有间隙s>0
机械闭合有大孔径的浇口,塑料熔体充填型腔容易,因此适用于高黏度和对剪切敏感的塑料熔体,可以控制获得较长时间的有效的保压压力,因此适宜注射厚壁的大型塑料制品。与热力闭合浇口相比,不受浇口区域的热平衡影响。机械浇口闭合控制准确,对凝固中塑料补缩可靠,因此改善了注塑件质量和尺寸的精度。瞬时关闭浇口的功能,防止了型腔中高压熔料的倒流,不会产生溢边,也限制了浇口熔料的流涎和拉丝,但会在注塑件表面留下柱销头的压痕,见图12-41。
(3)锥销头的锥角 图12-43对锥销头进行静力分析,可决定锥角2α。锁紧力F作用在锥销头上,有
如果活塞直径D=50mm,液压力p=6MPa。可得轴向锁紧力F=11800N。由此推导得锥销头的压紧力S有如下关系
可得
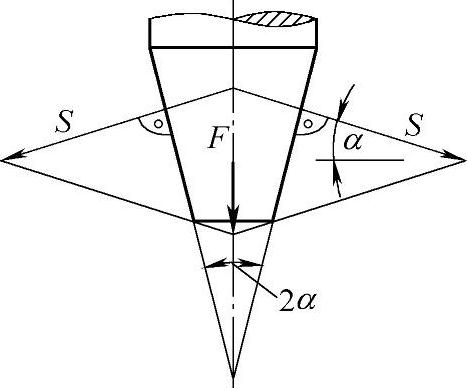
图12-43 锥销头的静力分析
由前述锁紧力F=11800N,若锥角2α=40°,得浇口孔承受压紧力S=17250N。锥孔的斜面使压紧力S≈1.5F。因此斜角应在α=20°~30°,即锥角2α=40°~60°。图12-44所示压紧力S与锁紧力F之比在1.5~1较为合适。
4.浇口直径
在热流道系统元件的所有几何参数中,浇口尺寸对制品质量的影响最大。浇口的直径选择受喷嘴的种类、塑料材料、注塑件和加工工艺的影响。前已介绍浇口的直径用流变学的公式计算。这里再介绍经验线图和表格确定方法,选取标准系列的喷嘴-浇口直径,在注射试用后进行调整修正。这里介绍两种热流道专业公司的确定浇口直径的线图和表格,供参考。
1)以塑料流动性和注射量选定浇口直径,见某公司提供的图12-45。这种线图对流动性的描述比较模糊,因为某种塑料的不同品级会有不同的黏度。
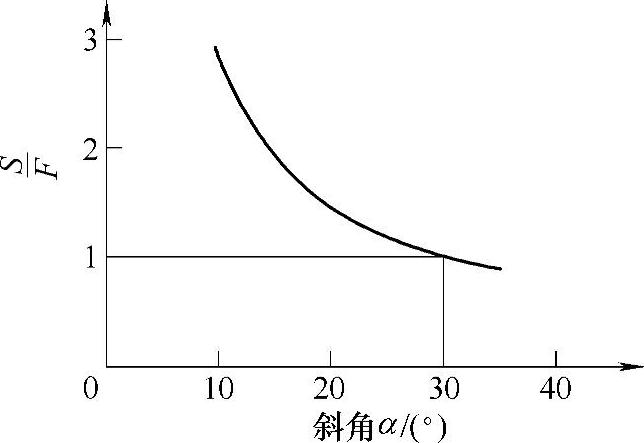
图12-44 锥销头的锥面压紧力S与轴向锁紧力F的关系
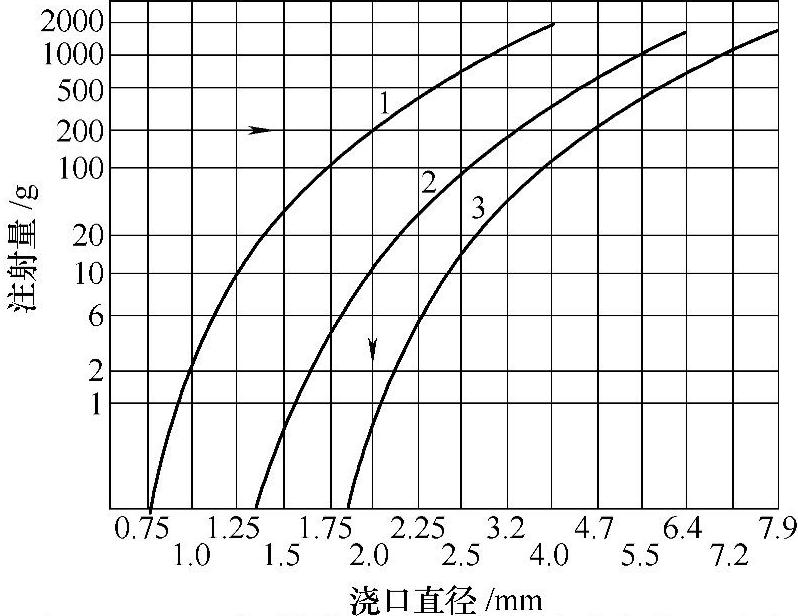
图12-45 以塑料流动性和注射量选定浇口直径
1—流动性好的塑料(PE、PP、PS) 2—流动性中等的塑料(ABS、PA、POM、SAN) 3—流动性差的塑料(PC、PMMA、PPO、PUR)
2)以注塑件的表面积和壁厚决定浇口直径。表12-8为某公司提供,用于流动性较好的PE、PP和PS塑料熔体;对于其他黏度较高的塑料种类,浇口的直径应给乘上增大系数。
表12-8 以注塑件的表面积和壁厚决定浇口直径(单位:mm)
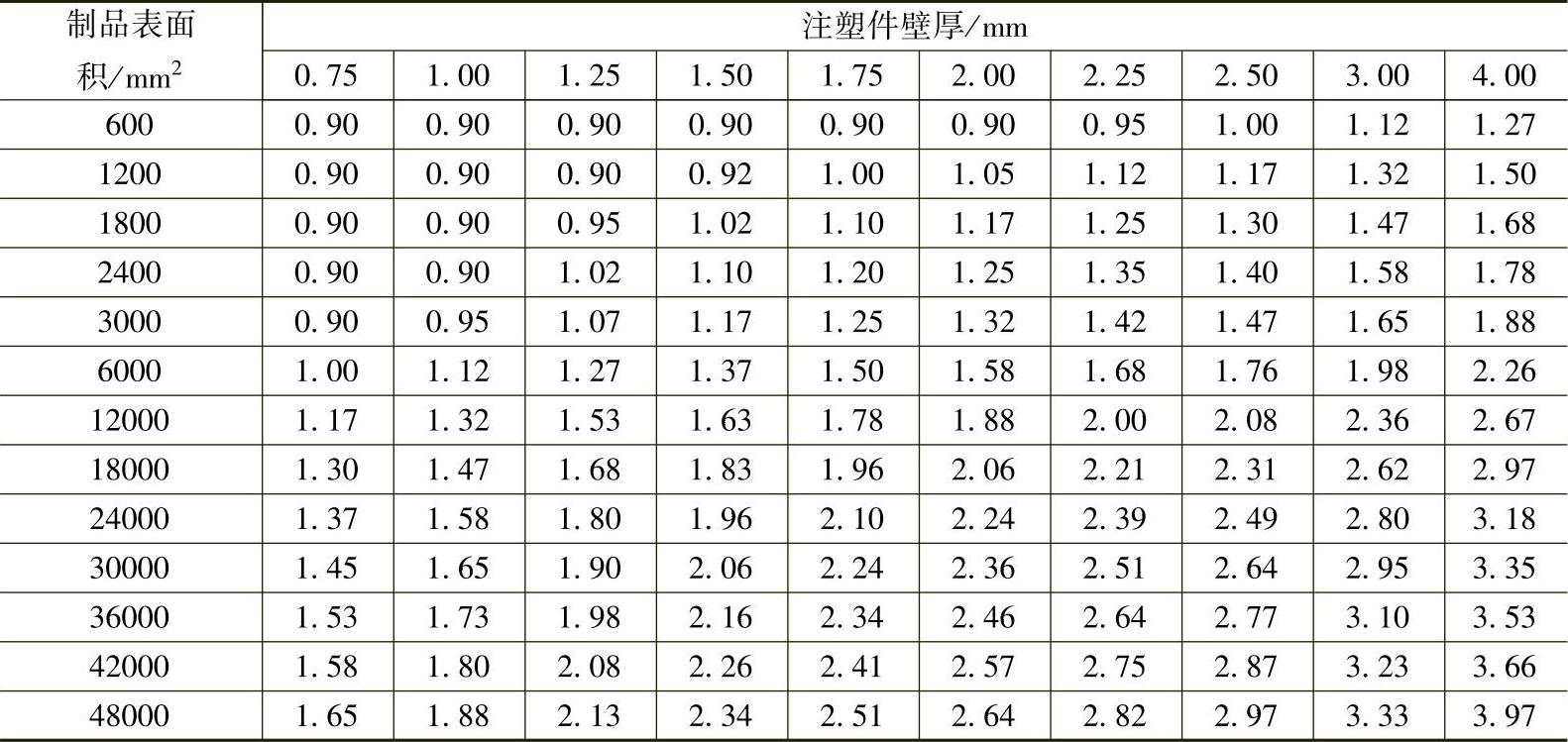
模具生产企业选定浇口要慎重。浇口直径选定过程与喷嘴类型有关。热流道专业公司供应的整体式喷嘴,已经有了浇口。热流道专业公司供应部分式喷嘴时上面没有浇口,置换和修整浇口很不方便。模具生产企业设计和制造浇口套零件密配在喷嘴上,要尊重热流道供应商的浇口设计的建议。热流道专业公司侧重于提供浇口的最小直径,着眼于塑料材料的流动性能。塑料加工温度范围大,选用小浇口。高结晶度塑料(PA,POM和PBT)的浇口直径最小为2.4mm。而模具的设计者着重于浇口的平均直径,充分注意到制品的壁厚和审美要求,还考虑喷嘴的塑料注射量与注射点的实际注射量和流程比作比较,为提高注射速率而选择较大浇口。由于浇口直径选择优化的复杂性,停产拆卸模具再修正浇口,有时是难免的。表12-9提供浇口直径修正的指导性意见。
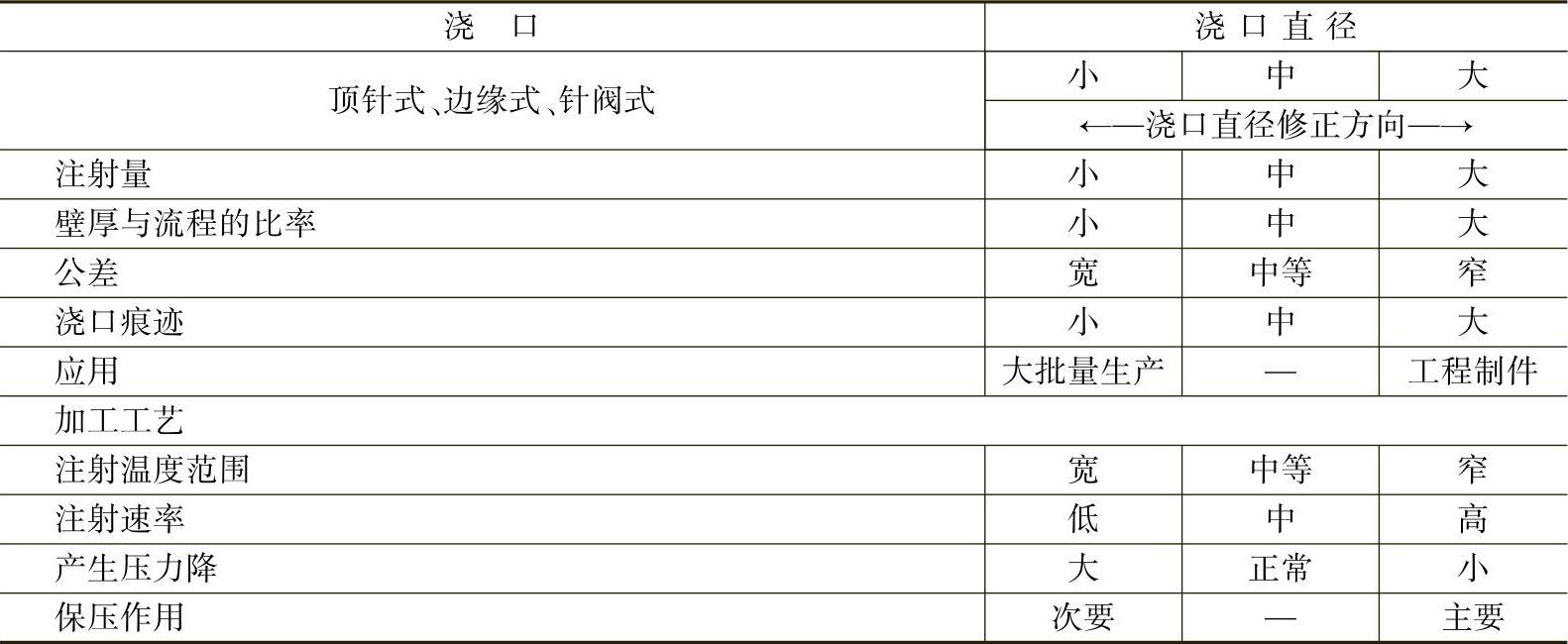
表12-9 塑料性能、制品特性和加工参量对浇口直径修正的影响
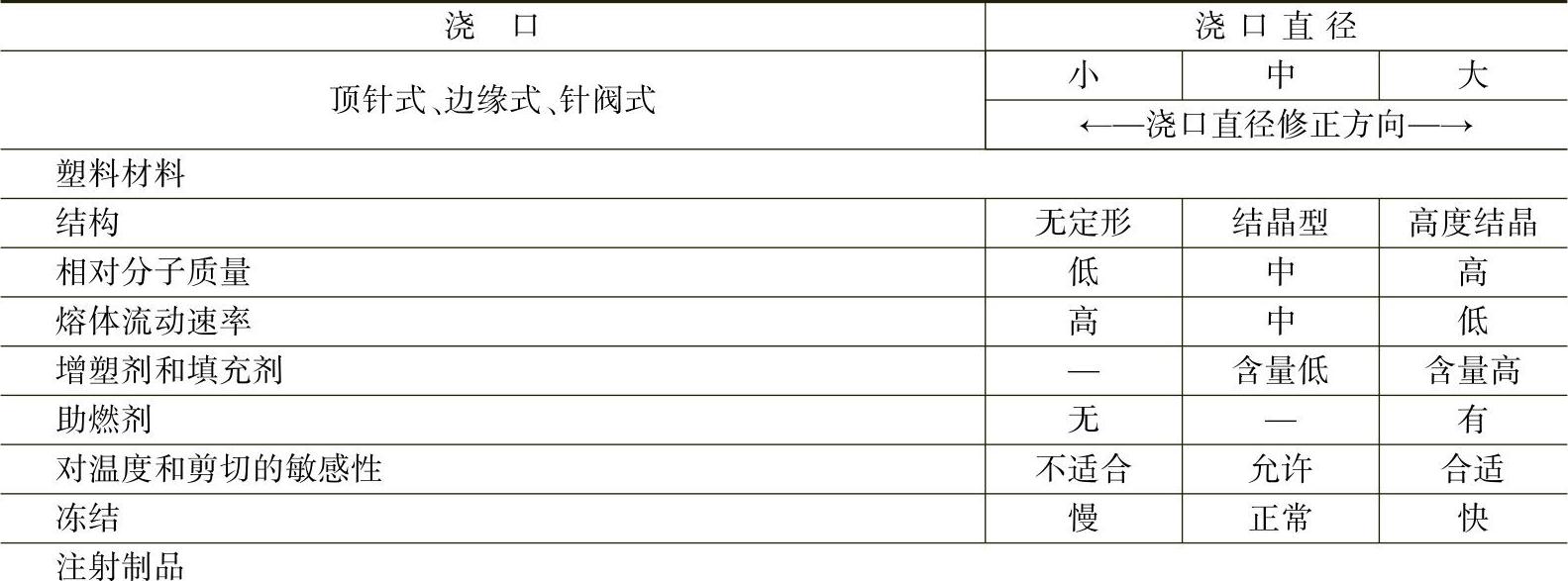
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。