



【摘要】:热水或过热水加热 其结构和设计原则与冷却水管道设计无异,只不过将冷却水改为热水或过热水。但电热棒加热易产生局部过热现象,在加热装置设计时应充分注意。表11-8 不同类型模具q值4)所需电热棒根数式中 Pe——电热棒额定功率。表11-9 电热棒外形尺寸与功率(续)
1.加热装置设计
注射模的加热装置通常采用以下两种形式。
(1)热水或过热水加热 其结构和设计原则与冷却水管道设计无异,只不过将冷却水改为热水或过热水。这对于开车前需要加热、正常生产一段时间后又需要冷却的大型注射模来说尤其方便。模温要求在80℃以上时,最好使用过热水。热水和过热水加热,可使整个模温分布较均匀,有利于制品质量的提高,但模温调节的滞后期较长。
(2)电热棒加热 可在模具上的适当部位钻孔,将电热棒插入,并接入热电偶,可方便地与温度调节器相连,进行温度自动控制。也有与调压变压器相连,进行人工温度调节。这种加热系统的结构简单,使用方便,且热损失少,使用普遍。但电热棒加热易产生局部过热现象,在加热装置设计时应充分注意。
2.加热功率
1)电加热模具或流道板所需总功率[kW],可按下式计算

式中 G——模具质量(kg);
CP——模具材料比热容,碳钢为0.46kJ/(kg·℃);
Tm——所要求的模具温度(℃);
To——室温(℃);
η——加热器效率,η=0.3~0.5;
τ——加热升温时间(h),一般为20~30min。
2)电加热模具所需总功率(W)的检验式
W≥0.24G (Tm-To) (11-35)(https://www.xing528.com)
3)电加热模具所需总功率(W)的经验式
W=Gq (11-36)
式中,q(W/kg)是加热单位质量模具至所需温度的电功率,其值可由表11-8选取。
表11-8 不同类型模具q值

4)所需电热棒根数

式中 Pe——电热棒额定功率(W)。
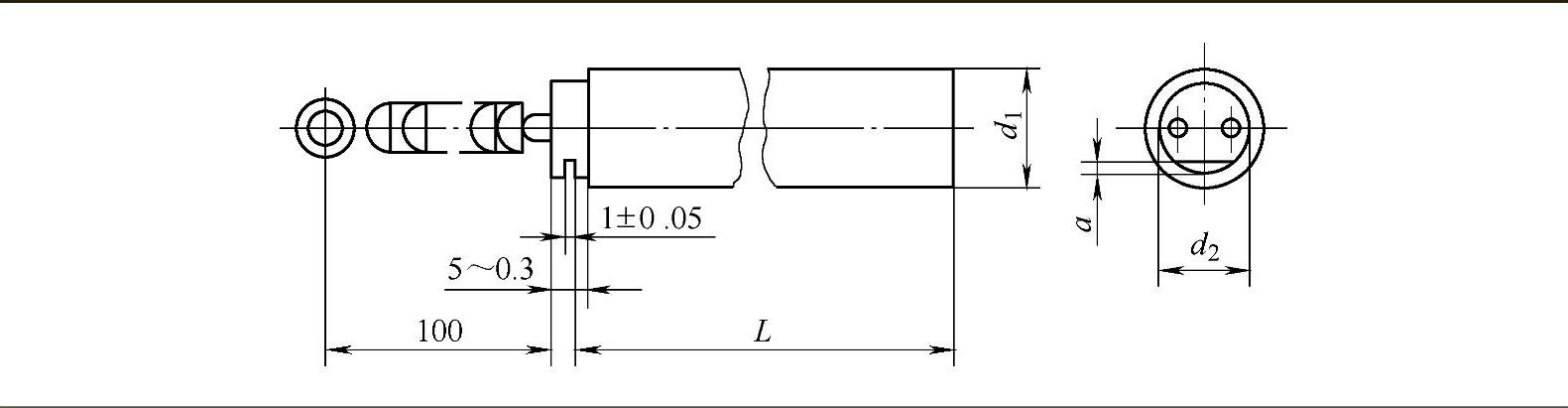
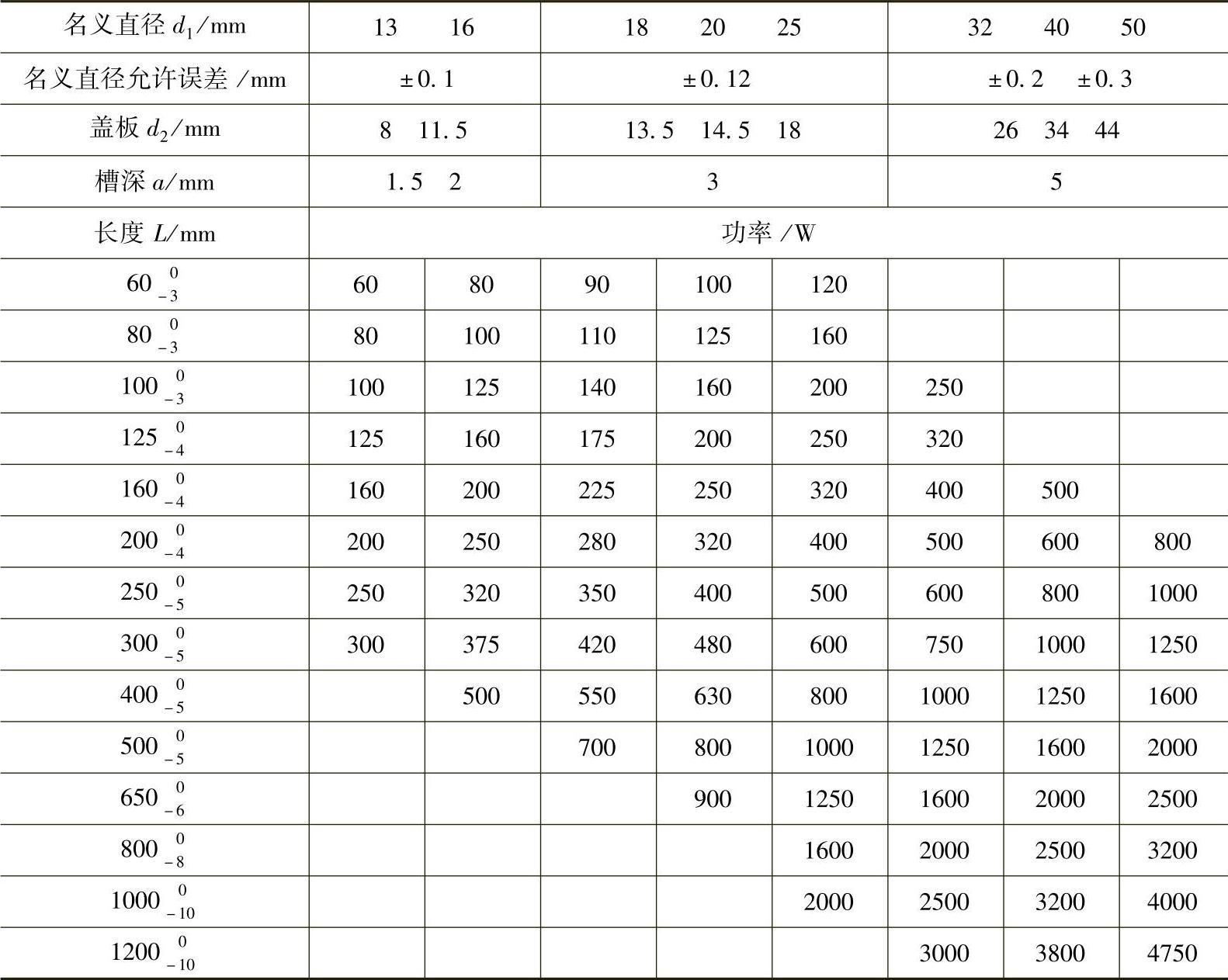
电热棒的额定功率及其名义尺寸,可根据模具结构及其所允许的钻孔位置,由表11-9选取。
表11-9 电热棒外形尺寸与功率
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。