



弯销侧抽在开模行程较短时,可获得颇大的侧抽距离。与斜导柱侧抽相比,相同截面面积的弯销能承受较大的抽拔力,可用于侧型芯距离分型面较远的场合,也容易得到较大的延时侧抽距离。况且弯销可设置在模具外侧,结构紧凑,并减小模具整体体积。电火花、线切割和铣削技术的发展,弯销及其孔的加工变得方便,使弯销侧抽机构应用越发增多。从弯销侧抽机构演化而来的斜导槽侧抽机构,这里也作介绍。
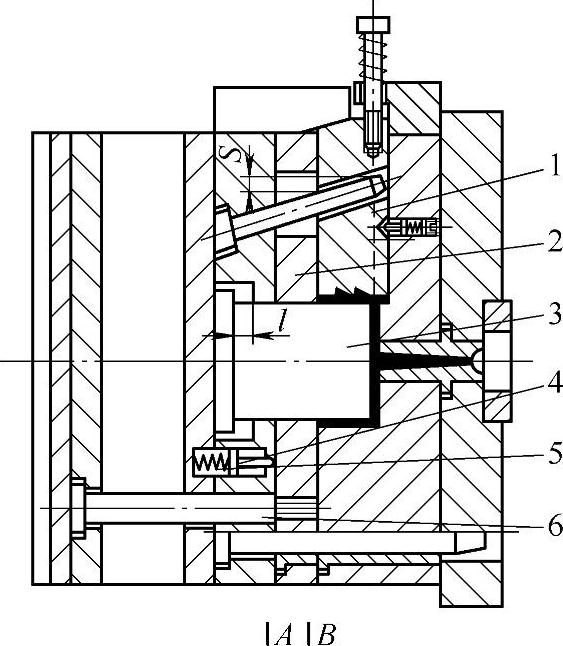
10-93 斜导柱在动模、滑块在定模的侧抽机构
1—滑块 2—推板 3—主型芯 4—球柱头 5—弹簧 6—顶杆
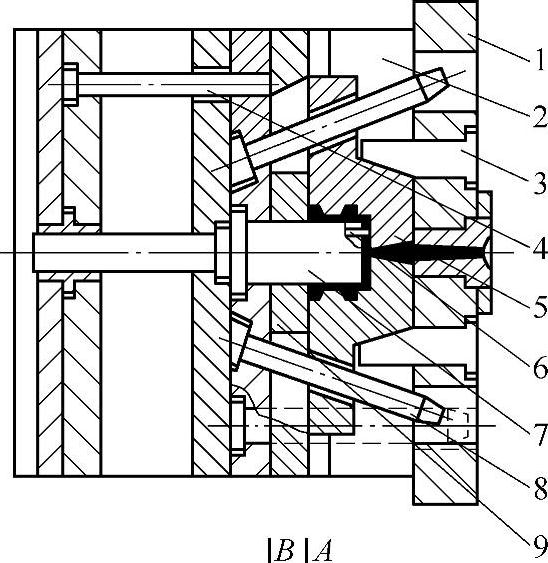
图10-94 斜导柱和滑块都在动模的侧向分型机构
1—定模固定板 2—定模板 3—锁紧楔 4—顶杆 5—瓣合双滑块 6—小型芯 7—主型芯 8—斜导柱 9—推板
1.弯销侧抽机构
由斜导柱侧抽机构演化而来的弯销侧抽机构如图10-95所示。弯销具有矩形截面,能承受较大弯矩。由于刚性较好,其斜角α可大一些,但不宜大于30°。矩形弯销的抗弯截面模量 。按常见矩形的宽高比
。按常见矩形的宽高比 ,代入后得
,代入后得 。矩形弯销的强度条件式
。矩形弯销的强度条件式

得弯销矩形截面的长边

式中,N为弯销所受到的法向力;Lc是法向力N对弯销固定端的力臂;[σ]b为许用弯曲应力。对于使用T8或T8A材料,其硬度为50~55HRC时,[σ]b=140N/mm2。对于使用T10或T10A材料,其硬度为54~58HRC时,[σ]b=155N/mm2。
矩形弯销断面通常有 的关系,b×h>(12×18)mm2。滑块上弯销孔与弯销之间存在间隙δ=0.4~0.8mm。弯销和弯销孔的引导部分应有较大的圆角或倒角。侧抽行程S与弯销的工作长度La有如下几何关系
的关系,b×h>(12×18)mm2。滑块上弯销孔与弯销之间存在间隙δ=0.4~0.8mm。弯销和弯销孔的引导部分应有较大的圆角或倒角。侧抽行程S与弯销的工作长度La有如下几何关系
S=La tanα-δ (10-75a)
弯销的工作面相当于机械传动的凸轮轮廓表面。工作斜角α可按设计要求,获得所需的侧向抽拔速度和加速度的运动规律,可实现侧滑块平稳移动,可确保注塑件在侧抽中不受损伤。如果滑块先实现延时α=0,后慢速启动,此时α取10°~20°,滑块慢速小位移时有较大的抽拔力;再快速完成抽拔距,此时α取20°~30°。这种多角度弯销常被应用。
弯销能承受较大弯矩。如果在前端加设楔紧斜面,如图10-96所示,直接用它压紧滑块,弯销工作面角度β=5°~10°,楔紧垂直高度为15~25mm,此时,楔紧力有限,滑块宽度不宜大于100mm。
镶嵌式弯销柄的装配长度H≥1.5W,配合精度为H7/m6。
图10-96所示为滑块导滑槽在定模的侧抽方式。滑块被弹簧推向定位螺钉。定模板在A分型时,滑块被弯销驱动侧抽。按此弯销结构,侧抽行程S与弯销的工作长度La有如下几何关系
S=La tanα-δ/cosα (10-75b)
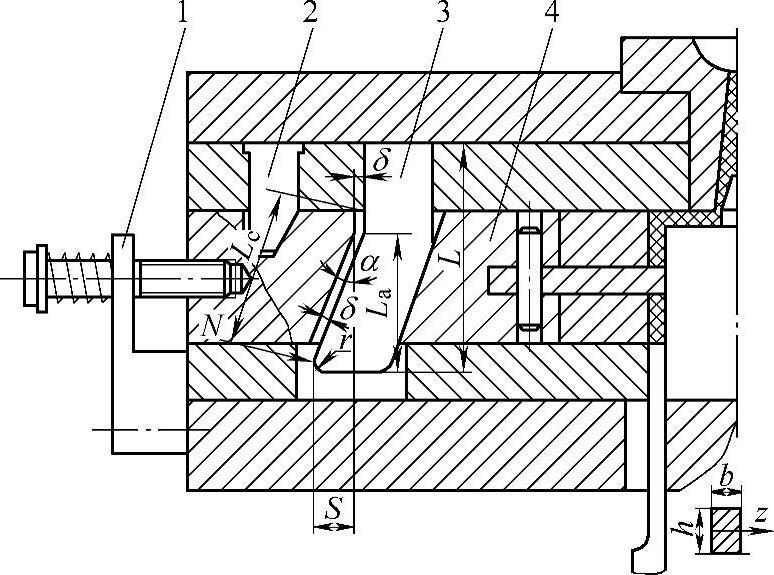
图10-95 弯销侧抽机构
1—挡块 2—锁紧楔 3—弯销 4—滑块
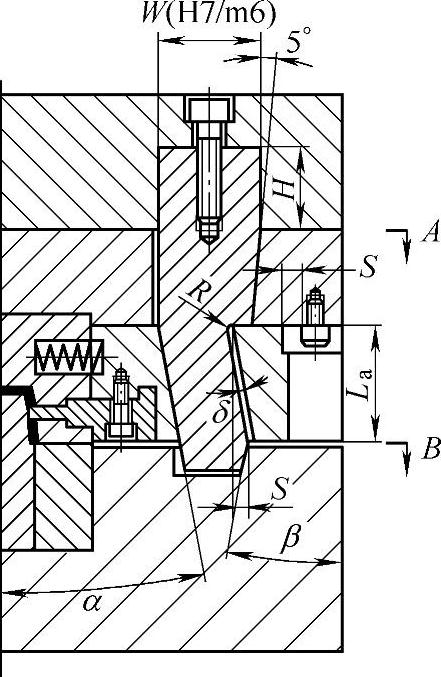
图10-96 滑块在定模的自锁紧的弯销侧抽机构
图10-97所示弯销外侧抽延时机构,用弯销的直线工作面Ls实现滑块延时侧抽。侧抽行程S和延时距离E的几何关系如下
 (https://www.xing528.com)
(https://www.xing528.com)
式中 S——滑块的侧向抽拔距离(mm);
La——弯销倾斜工作面沿开模方向的长度(mm);
Ls——弯销沿开模方向的直线工作面的长度(mm);
E——滑块在开模方向延时距离(mm);
f——滑块孔的直线部分长度(mm);
α——弯销工作面与开模方向的倾斜角(°);
δ——弯销与滑块孔的直线部分的单向间隙(mm)。
弯销也可用于滑块内侧抽芯,如图10-98所示。制品上有内侧凹槽,成型后滑块在主型芯中退出。将弯销固定在定模,滑块安装在动模上的T形槽内,动、定模分型时带动滑块。图中滑块无锁紧楔,依靠弯销压紧。为了防止与脱模机构干涉,内侧滑块都较窄小。
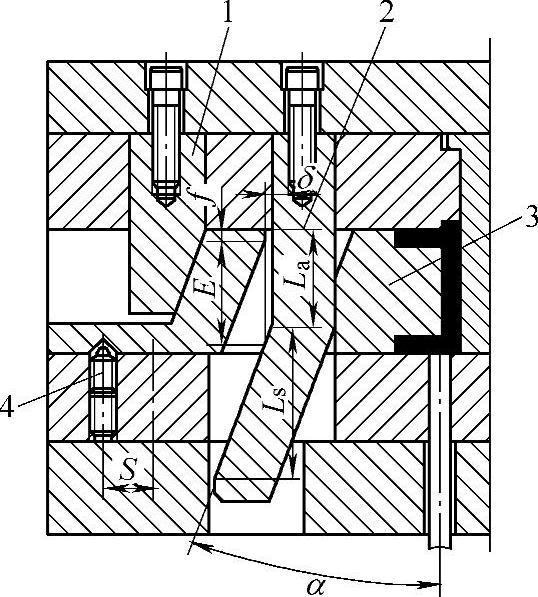
图10-97 弯销外侧抽延时机构
1—楔紧块 2—弯销 3—滑块 4—钢珠套
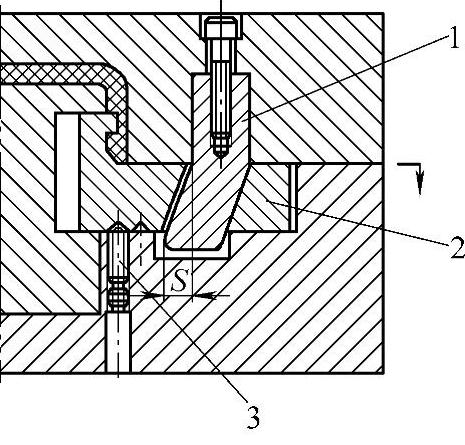
图10-98 弯销内侧抽芯
1—弯销 2—滑块 3—定位钢珠套
图10-99所示制件内侧壁有斜孔,弯销和滑块都在动模。开模时定距分型机构拖动动模板与动模垫板分离H间距。A面首先分型,弯销带动滑块斜向移动,完成抽芯动作。由于在抽拔运动中弯销与滑块不脱离,故无需定位装置,为此分离间距H略小于弯销工作长度L。同时弯销兼有锁紧作用。其弯销在开模方向工作面长度L与斜向抽拔距S的几何关系

2.斜导槽侧抽机构
从弯销侧抽机构演化而来的滑块斜导槽板分型机构,如图10-100所示。斜导槽板4既能使滑块3侧向分开又能让它重新合拢。滑块上圆柱销或滚轮在导板的槽内运动。锁紧楔5保证瓣合模闭合的刚性和精度。
图10-101是滑块斜导槽板分型机构的几何关系分析。图10-101a和图10-101b说明了各个滑块的侧面有一对圆柱销,使滑块侧向运动平稳。机构的导槽板4固定在定模板的侧壁。并有0.2mm左右的间隙,避让滑块的侧面。开模时,滑块上圆柱销驱使其按斜导槽板轨迹作侧抽运动。开模时必须让滑块延时侧抽,避免与锁紧斜面干涉。图10-101c所示滑块斜导槽外侧抽延时机构,用斜导槽的直线工作面Ls实现滑块延时侧抽。侧抽行程S和延时距离E的几何关系如下
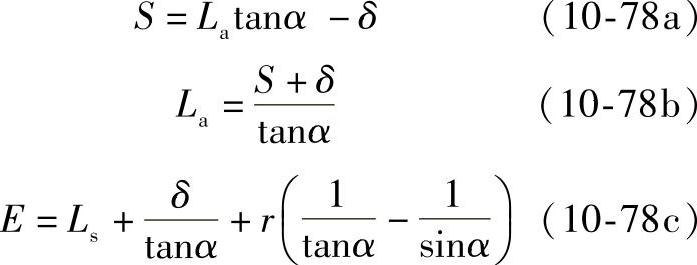
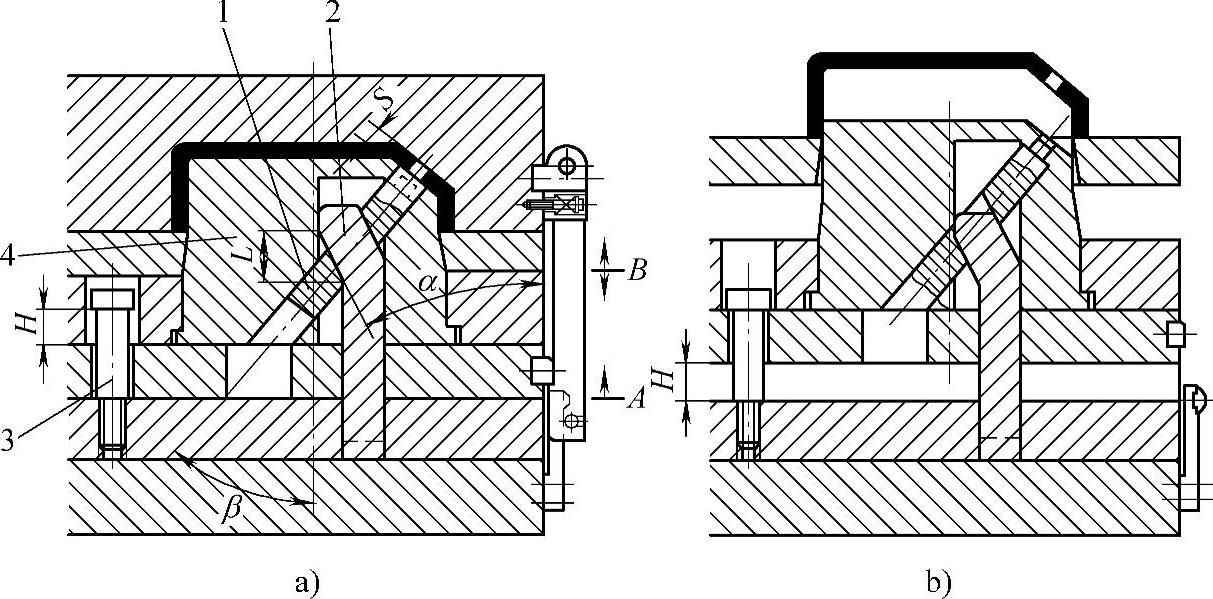
图10-99 弯销内侧斜抽芯
a)闭模成型 b)开模斜抽 1—滑块 2—弯销 3—限位螺钉 4—动模型芯
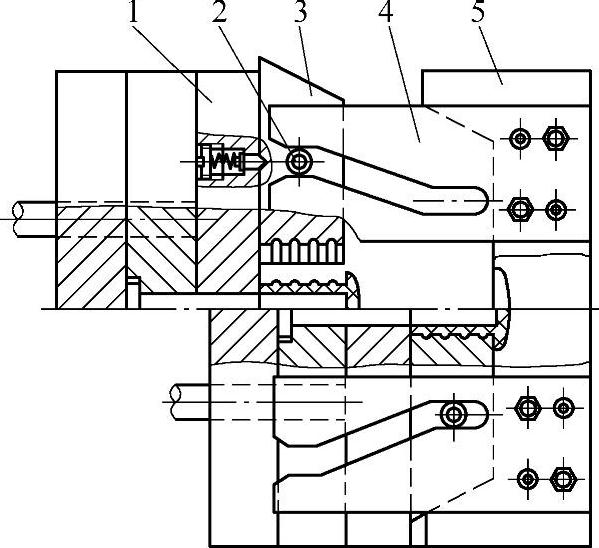
图10-100 滑块斜导槽板分型机构
1—推件板 2—圆柱销或滚轮 3—滑块 4—斜导槽板 5—锁紧楔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。