



为了美观制品的外形,也有的是为了提高制品表面的摩擦等性能,常对制品表面进行装饰处理。
1.花纹
在手柄和旋钮等注塑件的表面上,设置凹凸花纹可增大摩擦力,以便于操作。在带有螺纹的瓶盖类制品的外表面上成型花纹,既利于成型时止转,又便于使用时产生开启扭矩。
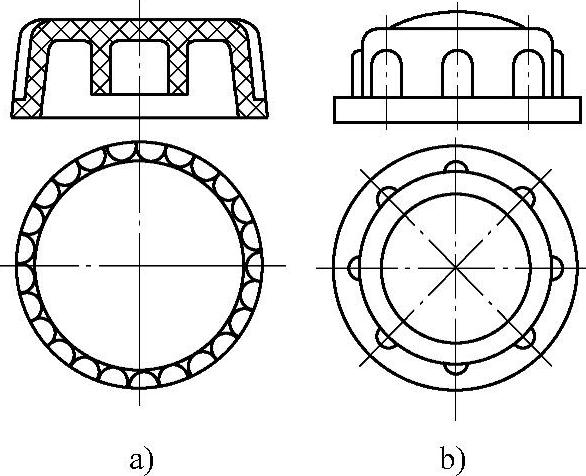
图7-36 制品侧表面上花纹
a)细花纹 b)粗花纹
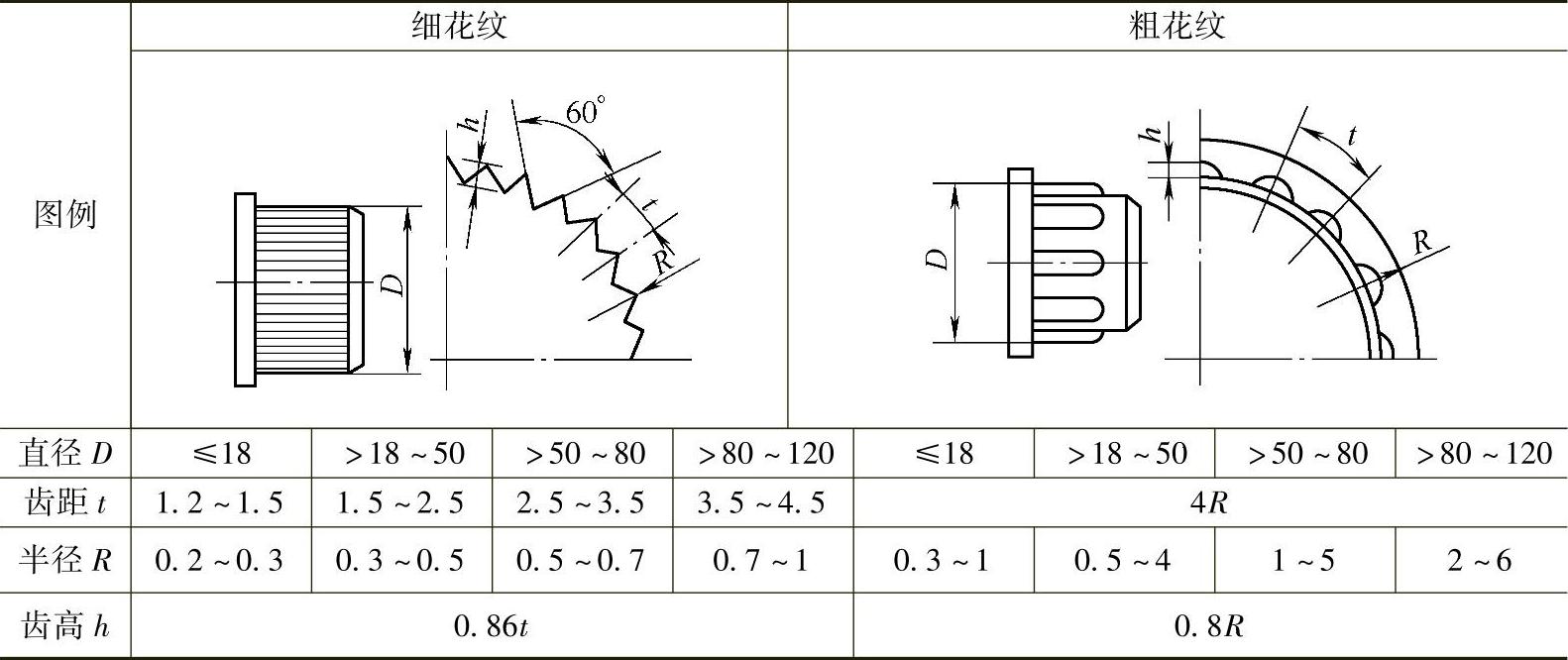
图7-36所示的两种直纹便于模具制造和脱模。细花纹和粗花纹的尺寸见表7-7。花纹不得影响制品的脱模,且要求整修方便。菱形走向花纹很难脱模。花纹贯通,在分型面处凹凸花纹的毛边清理费时,以及花纹在制品周围表面的中央,模具制造和脱模都很困难。花纹应顺着脱模方向,并沿着脱模方向有一定斜度。花纹的高度大于0.3mm,高度不超过宽度。花纹不能太细小,以免加工模具困难。对于圆锥表面上的花纹,特别注意其可加工性。花纹一般均布在制品表面上,也有分组集中布置的。
表7-7 细花纹和粗花纹的尺寸(单位:mm)
在塑料制品端平面上,可以是圆形条纹,也有直条纹或网状花纹。在圆形表面上用同心圆条纹,或者用条纹线相互夹角为90°的网状条纹;在矩形或正方形表面上用平行的直条纹,或采用沿对角线方向布置的交角为90°的网状花纹。网状花纹的两条纹交角不能太小。交角太小会产生尖角,对制品强度和模具加工不利。过去,成型平面条纹用机械切削加工,费工费时。现在用橘皮纹等图案替代,可用金属表面腐蚀方法加工模具。
2.装饰图案(https://www.xing528.com)
注塑件表面的凹陷、流动痕和疵点等缺陷,在较大平面上总有显露。近年来,表面带有装饰图案花纹的注塑件得到广泛应用。表面修饰提高了注塑件的外观质量和附加值。常见的注塑件表面修饰有皮革纹、橘皮纹、细砂花纹、织物纹和木纹等。模具型腔表面的图案花纹加工方法有手工、机械、激光雕刻、电脉冲成型和电化学加工等。目前,大多采用照相化学腐蚀法。要求提供放大1~2倍的大反差的黑白着墨画稿。画稿上白色将来在注塑件面上是凹部,黑色在注塑件上是凸部。细条不能过密,这与花纹的强度有关。金属被腐蚀表面显露出花纹即可。如果在注塑件的侧壁上设置花纹,必须有很大的脱模斜度(3°~10°)。
3.文字、标记及符号
注塑件表面上的文字、标记和符号可以注射成型。如图7-37所示,注塑件表面上的标记有三种类型。
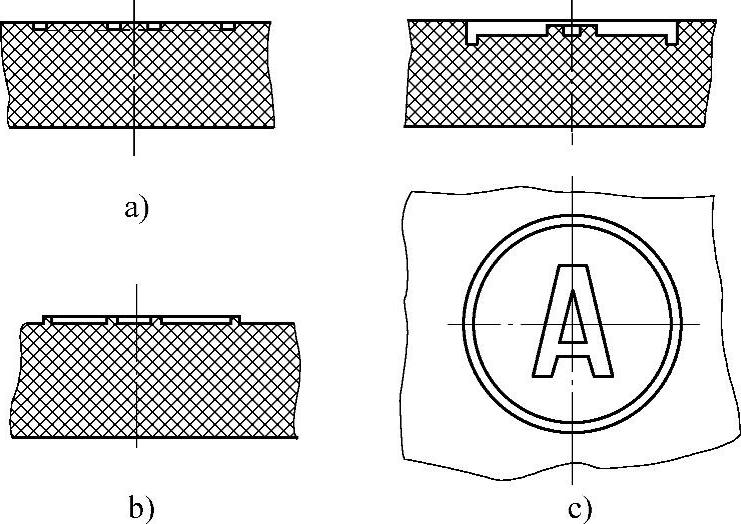
图7-37 注塑件表面标记的设计
a)凹形标记 b)凸形标记 c)凹坑里的凸形标记
1)表面上凹入的标记,在成型模具上要加工凸形文字或标记,需要大面积切削加工,较为困难。
2)图7-37b上,注塑件表面上的凸形标记,在模具上可用冷挤压、电蚀或化学腐蚀加工凹形,或用数控雕刻机床加工,都比较方便。文字凸起高度常为0.4~0.8mm,不低于0.2mm,不超过1.2mm。标记宽度不小于0.3mm。标记之间的间隔要大于0.4mm。标记本身有8°以上脱模斜度。但凸形的塑料标记容易损坏。
3)图7-37c所示是在注塑件的表平面下凹坑中的凸形标记。此有标记的部位用镶块零件拼装。这是最常用的设置标记的方法。注意坑中的凸形标记,要比注塑件表面低0.2mm左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。