



注塑件设计图上的及制造公差、尺寸和形状位置精度以及表面粗糙度,这些关系到塑料制品装配时的互换性和使用功能,也关系到注射工程的经济性。
1.影响因素
注塑件的精度比金属零件低,是由塑料的性能和加工工艺特征决定的。
(1)材料方面 注射材料成型收缩率的非均一性是注塑件精度低下的主要原因。注射塑料在高温高压的熔融状态下充模流动(常见各种熔体温度为170~300℃),然后被冷却固化(通常脱模温度为20~100℃)。塑料材料有约比金属大2~10倍的线膨胀系数。不同塑料有不同的成型收缩率。无定形和热固性塑料的成型收缩率较小些,在1%以下;结晶型塑料的成型收缩率在2%左右。表3-18列出了常用的注射塑料的成型收缩率。用无机填料充填,用玻璃纤维增强的塑料有较低的成型收缩率。成型收缩率越大,其收缩率的波动范围也越大。塑料的冷却固化收缩是材料分子结构所决定的。与高分子材料的相对平均分子质量及其分布有关,在聚合物合成时不可能达到相对分子质量均一。成型收缩率的不稳定是造成注射制品尺寸误差的内在因素。在现代注射成型生产中,为使成型收缩稳定,花费了很高的成本,采用了许多高新技术。
塑料材料对时间、温度、湿度和环境条件的敏感性,在注射成型制品后更加严重。注塑件的尺寸和几何精度的稳定性差。各种塑料品种的尺寸稳定性有差异,对塑料材料增强改性后可以获得改善。也有对注塑件采用时效、退火和调湿等处理方法,可稳定制品在使用中的精度。
(2)注射工艺方面 操作工艺条件发生变化,注射周期各阶段的温度、压力和时间会影响注塑件的收缩、取向和残余应力。成型条件波动所造成的误差占注塑件公差的1/3。
注射成型设备的控制精度误差影响注塑件的精度。注射装置的塑化和注射参量变化是影响注射成型的物理条件,关系到制品材料密度和成型收缩率的稳定。合模装置的闭模定位误差和锁模力的控制误差,都会影响注塑件的精度。
(3)模具状态方面 模具成型零件尺寸的制造误差是产生塑料制件误差的重要因素。对于小尺寸的注塑件,模具的制造误差占注塑件公差的1/3。单个型腔注射模的成型制品精度较高。模具的型腔数目每增加一个,就要降低注塑件5%的精度。
模具型腔与型芯的磨损,包括型腔表面的修磨和抛光,造成这些成型零件的误差,占注塑件公差的1/6。模具磨损后会使成型塑料壳体制件的壁厚变厚,造成壁厚超差
模具可动零件间的配合位置误差,例如模具动模与定模的对准定位误差,造成圆筒壳体制件的径向壁厚尺寸误差。分型面的配合误差,会造成注塑件高度尺寸误差。与模具上运动零件有关的注塑件尺寸,其精度较低。
模具冷却系统设计和调节不当,使模具温度的不稳定。模温分布不均匀并随着时间的波动,造成成型注塑件的收缩不均匀。
模具零件在注射高压下的弹性变形和塑性变形,产生成型型腔尺寸变化,会影响注塑件的精度。脱模机构的作用力不当,使被顶出注塑件变形,也会影响注塑件的精度。
此外,注塑件壁厚均匀一致,形体又对称,可使注塑件收缩均衡。提高注塑件的刚性,例如合理设置加强肋和金属嵌件等,能减少注塑件翘曲变形,都有利提高注塑件的精度。
2.模塑塑料件尺寸公差
塑料件的尺寸公差,我国早年使用的是SJ 1372-78(原四机部)标准和WJ 1266-81(原五机部)标准。这两个标准内容相同,塑料件尺寸精度分为八级。现在使用《塑料件尺寸公差》SJ/T 10628—1995,是电子行业标准,替代SJ 1372—78《塑料制件尺寸公差》。基本尺寸由原来最大尺寸500mm增加到1600mm。公差等级扩展到10级。高精度等级对>120mm以上尺寸段,添增了相应公差值。SJ/T 10628公差标准使用较广,将在第9章中详细介绍,应用于成型零件尺寸计算。
《工程塑料模塑塑料件尺寸公差》GB/T 14486—1993早年实施。标准规定了热固性和热塑性工程塑料模塑件的尺寸公差。它适用于注塑、压塑、传递和浇铸成型的工程塑料模塑的塑料件,不适用于挤塑成型、吹塑成型、烧结和泡沫制品。它引用GB/T 1800的有关公差和配合的标准。模塑件尺寸公差代号为MT。公差等级分为七级。
新标准GB/T 14486—2008《塑料模塑件尺寸公差》,将原公差尺寸范围从0~500mm扩展到0~1000mm,增加了对应的公差值。原标准GB/T 14486—1993中的公差值普遍小于德国工业标准DIM16901中同精度同尺寸制品的公差值,但在0~100mm范围内也有相反的情况。修订时部分参照了德国工业标准DIM中这些较小的公差值,以适应模塑件精度日益提高的现状和要求。
1)新标准GB/T 14486与德国国家标准DIM 16901:1982《塑料模塑件尺寸公差与检验条件》基本一致,有两个方面的主要差异。
①基本尺寸分段不同,GB/T 14486—2008标准基本尺寸分段与ISO 286-1:1988标准相同,0~1000mm分成了28个尺寸段,而德国标准只有21个尺寸段。
②公差值与尺寸值之间的关系有差异,在对应精度等级下,在0~100mm小尺寸范围内两者公差值相近。或德国标准个别公差略小于GB/T 14486—2008标准,但在大尺寸范围内则相反。国标公差比德国标准小。就精度而言,约高半个精度等级。
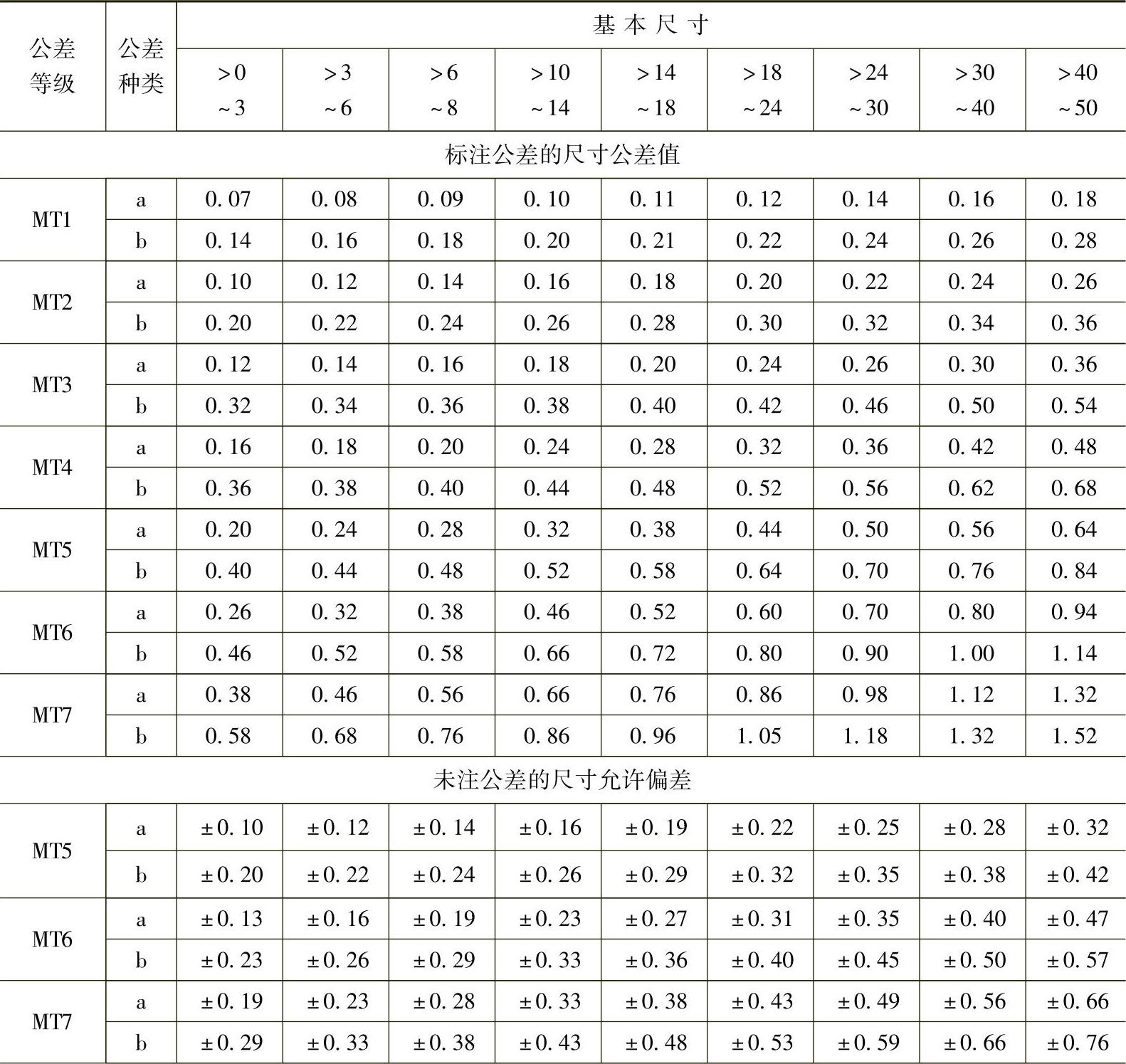
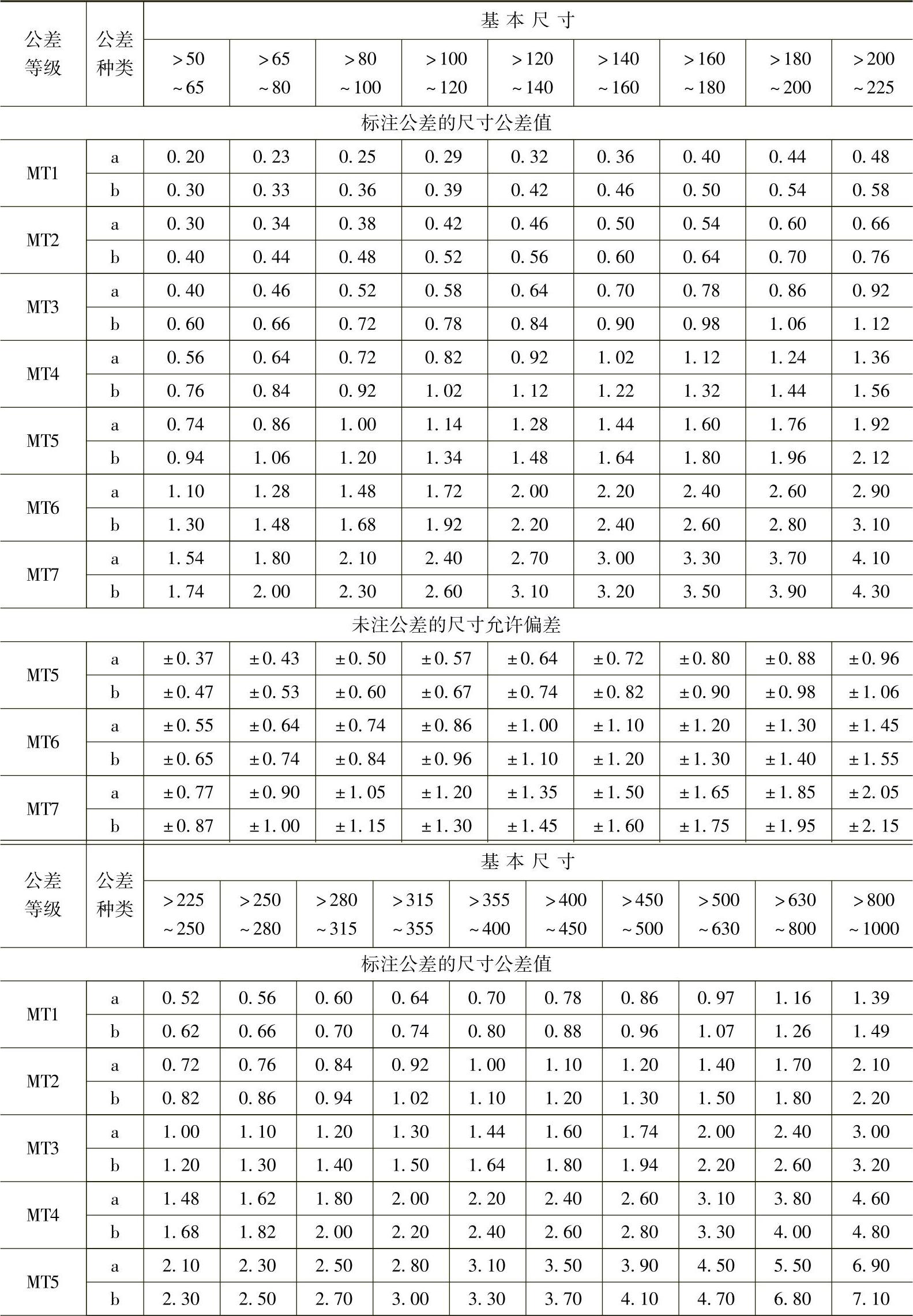
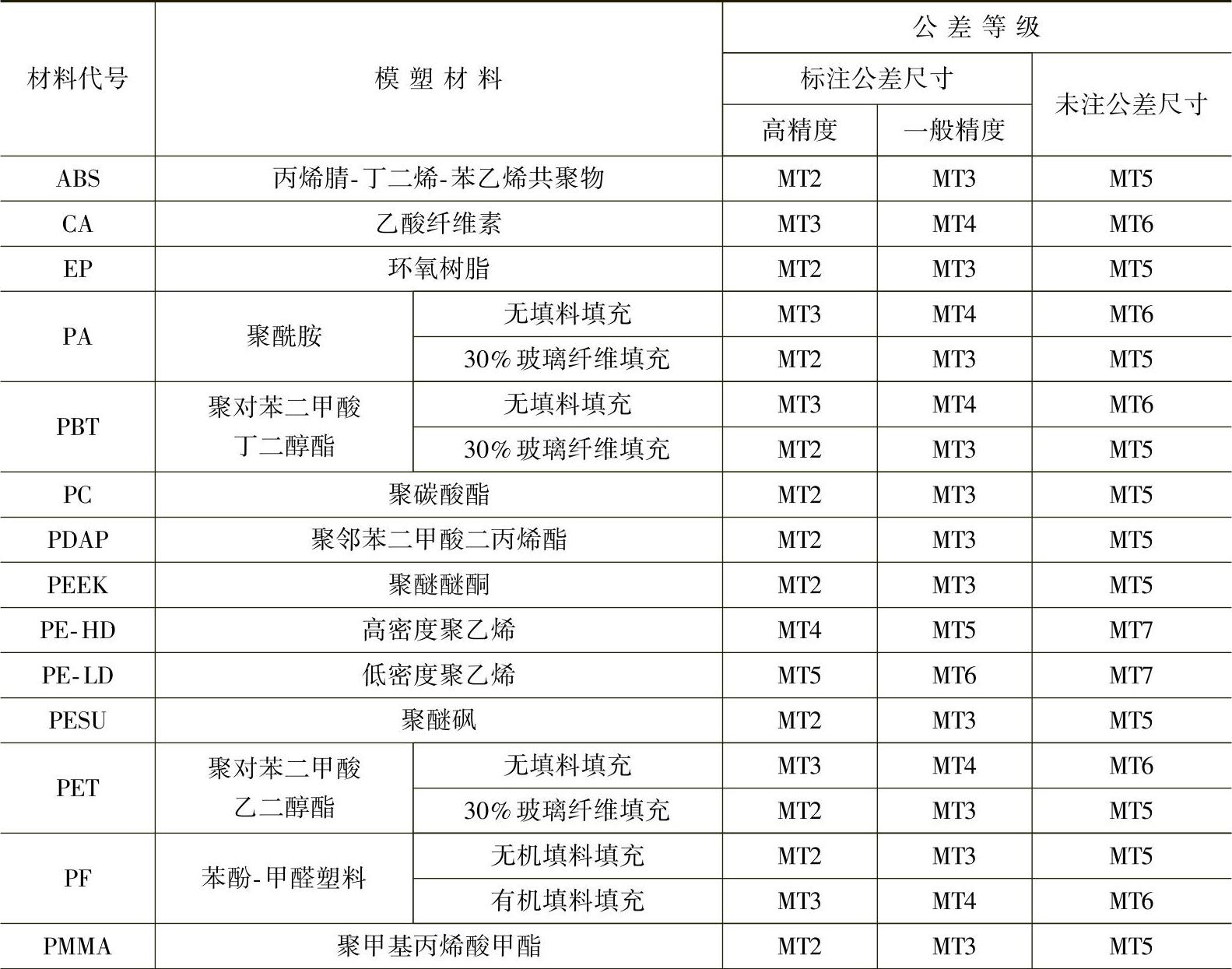
2)GB/T 14486—2008标准各级公差数值列于表6-1。常用材料模塑件的公差等级选用见表6-2。不列入表中的材料,按收缩特性值S选用的公差等级见表6-3。
此标准只规定公差。基本尺寸的上、下偏差可根据工程的实际需要分配,未注公差的尺寸允许偏差见表6-1和表6-3。
表6-1 模塑件尺寸公差表 (单位:mm)
(续)
(续)
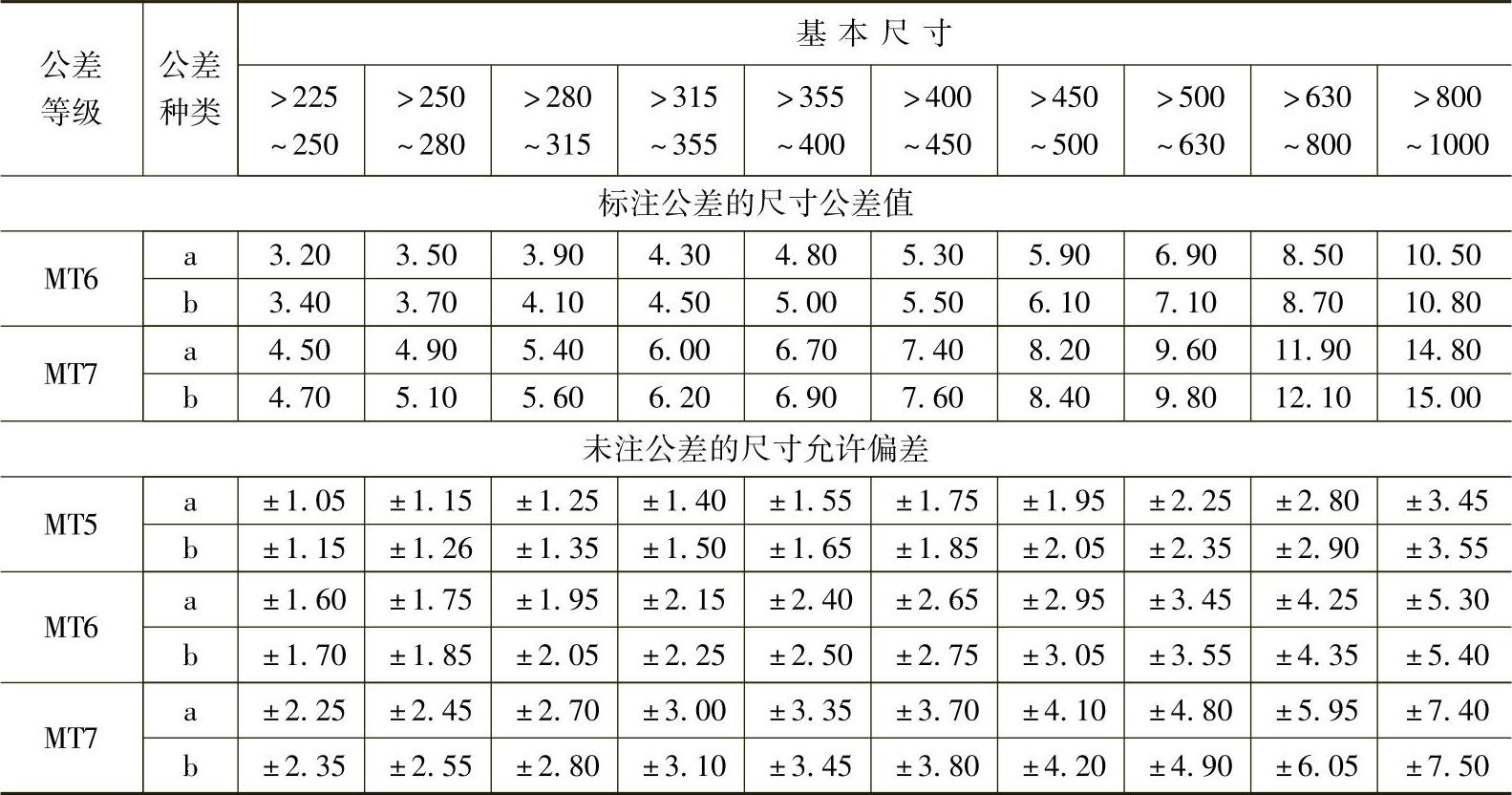
注:1.a为不受模具活动部分影响的尺寸公差值;b为受模具活动部分影响的尺寸公差值。
2.MT1级为精密级,只有采用严密的工艺控制措施和高精度的模具、设备、原料时才能选用。
表6-2 常用材料模塑件公差等级的选用
(续)
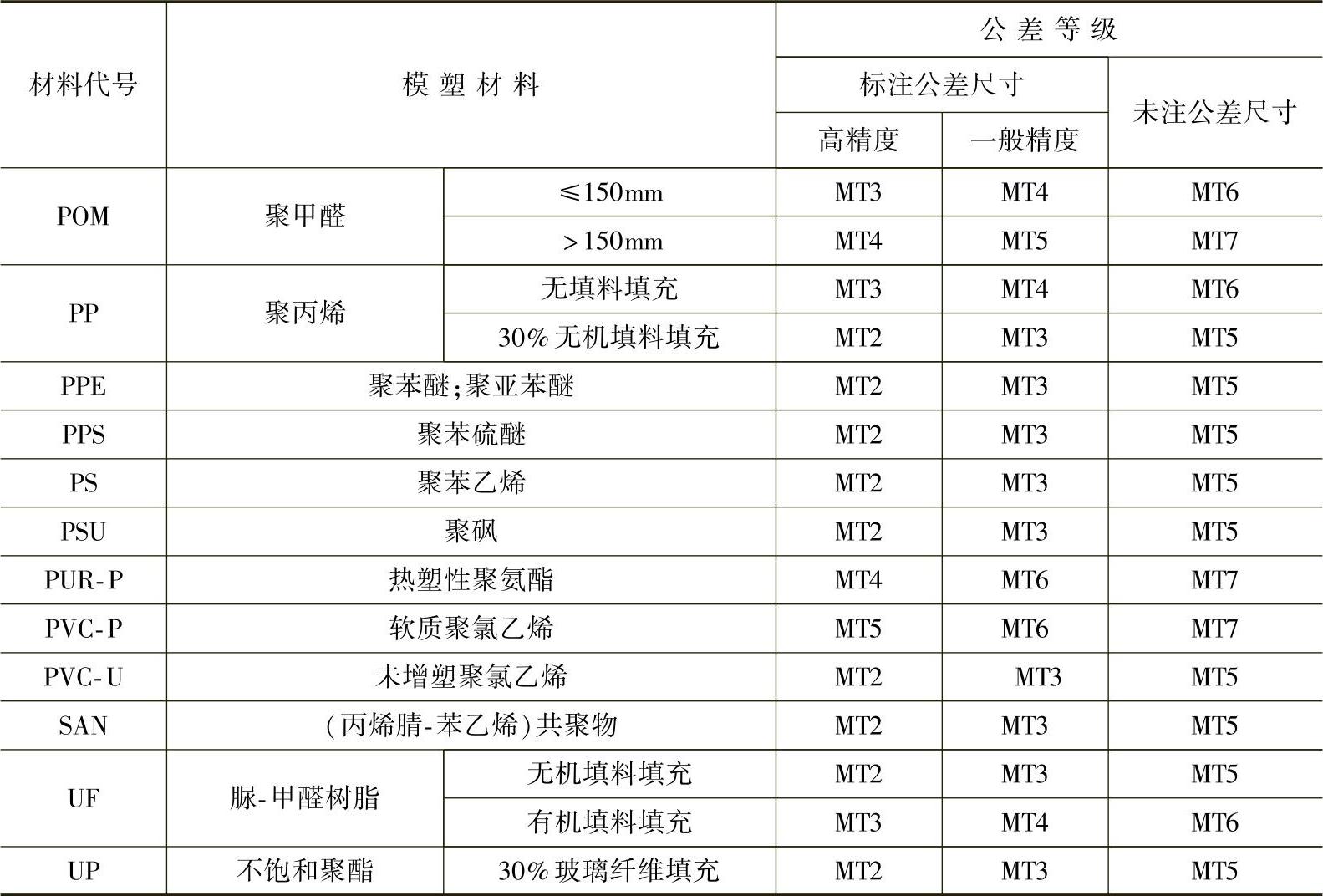
表6-3 收缩特性值S选用的公差等级

3)此标准的附录,规定了如下术语:
①成型收缩率(molding shrinkage):在(23±2)℃时,型腔尺寸Lm与模塑件相应尺寸Lp之差,同型腔尺寸Lm的比值,以百分数表示。
SM=[(Lm-Lp)/Lm]×100% (6-1)
式中 SM——成型收缩率(%);
Lp——成型后在标准环境下放置24h后的模塑件尺寸(mm);
Lm——模具的相应尺寸(mm)。
②流向收缩率(molding shrinkage in flow direction):
SMp——成型时沿料流方向的成型收缩率(%)。
③横向收缩率(molding shrinkage in transverse direction):
SMn——成型时垂直于流动方向的成型收缩率(%)。
④成型收缩率差(difference of molding shrinkage in flow and transverse direction):
ΔSM——成型时流向收缩率SMp与横向收缩率SMn之差(%)。(https://www.xing528.com)
ΔSM=SMp-SMn (6-2)
⑤收缩特性值(shrinkage property value):
S——流向收缩率与流向和横向收缩率之差的绝对值之和(%)。

4)此标准对成型模塑尺寸分成两类:
①不受模具活动部分影响的尺寸a,如图6-1所示。它是指在同一动模或定模的零件中成型的尺寸。例如由动模上型芯成型的径向尺寸,或在定模型腔中成型的径向尺寸。
②受模具活动部分影响的尺寸b,如图6-2所示。它是指可活动的模具零件共同作用所构成的尺寸。它也是指由相对位置可发生变化的两个或更多模具零件共同成型的尺寸。可活动的零件在模具生产中不断磨损。主要可以从模架导柱导套和分型面精度损失判断对模塑件上成型尺寸有否影响。例如:壳体模塑件的壁厚和底厚尺寸;受动模零件、定模零件和滑块共同影响的尺寸。
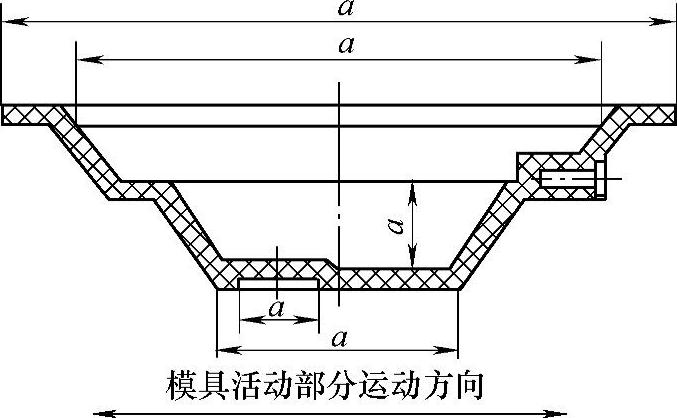
图6-1 不受模具活动部分影响的尺寸a
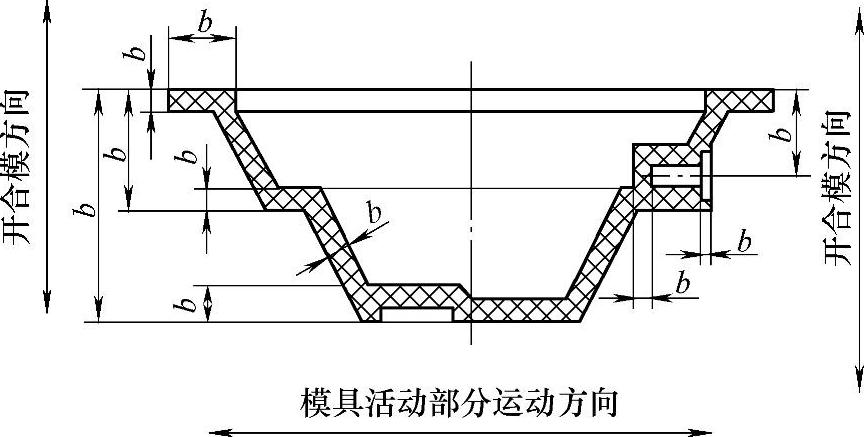
图6-2 受模具活动部分影响的尺寸b
5)此标准又规定脱模斜度一般不包括在公差范围之内。脱模斜度的大小应在图样上单独标出,并且应在图样上标明基本公差尺寸所在位置。标注方法如图6-3所示。如果要求脱模斜度包括在该尺寸的公差范围内,则应加以特别说明。
3.塑料件的表面粗糙度
塑料件的表面粗糙度是指制品表面具有小间距的峰谷所构成的微观几何形状不平度。不平度越大则塑料件表面粗糙度越大。塑料件的表面粗糙度将影响其外观、安装配合的可靠性和使用性能。光亮柔滑的日用器皿和高档包装瓶盒外观,要有很小的表面粗糙度保证。塑料轴承的摩擦面和塑料齿轮的工作面等都需达到较高等级的表面粗糙度要求。
GB/T 3505—2009规定多种高度方向的评定指标,优先推荐轮廓算术平均偏差值Ra。如图6-4所示,在一个取样长度l内被测轮廓上各点至轮廓中线,偏移距离绝对值的平均值称为轮廓算术平均偏差。被测轮廓一般需要五个以上的轮廓峰和轮廓谷,峰谷各点的偏移距离分别为Z1、Z2、Z3、…、Zn,有

或近似为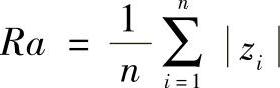
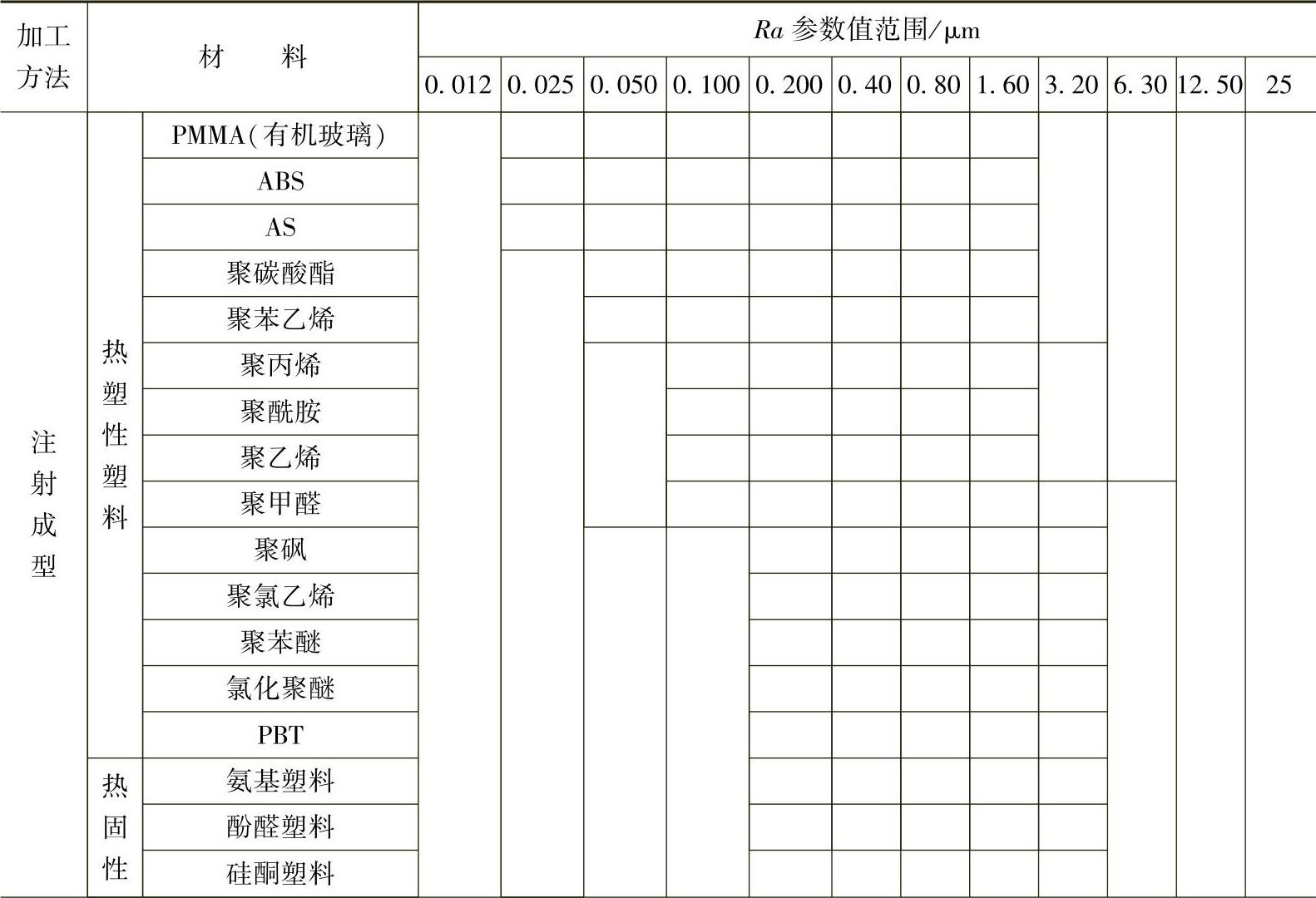
塑料制品的表面粗糙度按GB/T 14234《塑料件表面粗糙度》规定,由表6-4对应不同加工方法和不同塑料材料选取Ra数值。模具型腔表面粗糙度和塑料材料直接决定塑料制品的表面粗糙度。注射工艺也影响着塑料制品的表面粗糙度,较高的模具温度有利改善制品。
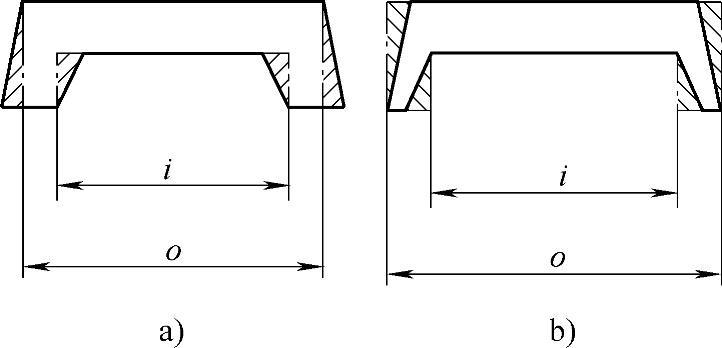
图6-3 有脱模斜度的模塑件的 基本尺寸标注方法
a)i:内尺寸;o:外尺寸为基本尺寸 b)i:内尺寸;o:外尺寸为基本尺寸
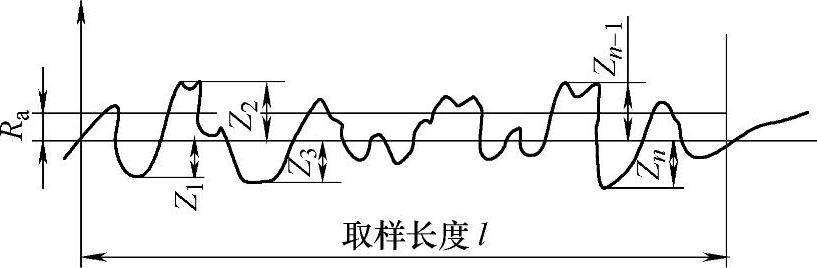
图6-4 轮廓算术平均偏差
表6-4 不同加工方法和不同材料能达到的表面粗糙度
(续)
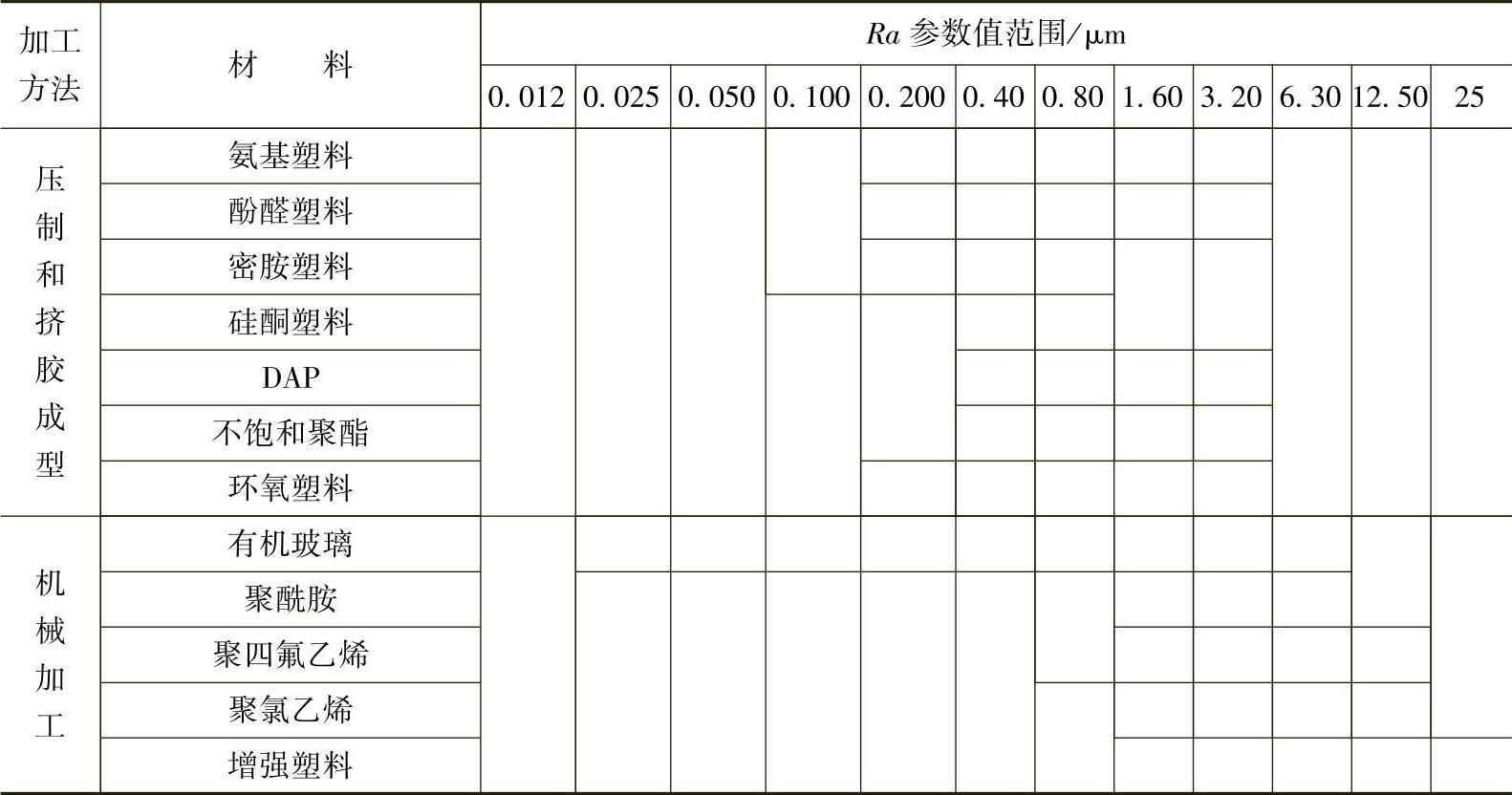
注:增强塑料件的Ra数值应相应增大两个档次。
标准规定取样长度l应从下列系列数值中选取:0.08mm、0.25mm、0.8mm、2mm、5mm、8mm。评定长度ln要选取5个连续的取样长度,ln=5·l。若被测表面粗糙度均匀分布,评定长度ln可取小于5个取样长度;反之,可取大于5个取样长度。在规定表面粗糙度要求时,必须给出表面粗糙度参数值和取样长度两项基本要求,必要时可规定加工纹理、加工方法和加工顺序等。表面粗糙度不适用于表征制品的表面缺陷。塑料件表面粗糙度的标注方法按GB/T 1031—2009,与金属制品相同。
注塑件表面质量用GB/T 14234—1993《塑料件表面粗糙度》来评估。但是注塑件的表面质量,与塑料材料的光泽程度和透明性有关。注塑件表面宏现不平度很差,较低的表面硬度和形体尺寸的不稳定性,使注塑件表面的微观不平度很难测量和评估。
提高注塑件表面质量的有效途径之一,是提高模具型腔表面的质量。按我国《塑料模具型面类型和粗糙度》标准,MFG(Mould Finish Comparison Guide)模具型面类型有:MFG A类金刚石研磨膏抛光,模具型面表面粗糙度Ra 0.008~0.063μm;B类砂纸抛光,Ra 0.063~0.32μm;C类油石抛光,Ra 0.32~1.6μm;D类喷砂抛光,Ra 0.25~0.63μm;E类电火花加工,Ra 0.40~20.0μm。注射生产的注塑件表面粗糙度总比型腔表面差些,而且与注射工艺有关。对有光学透明性要求的注塑件,模具成型表面的质量要求很高。有外观要求的注塑件,也要花费大量人工抛光。
4.注塑件的形状位置公差
一些塑料柔软,使注塑件的形状位置误差很难检测。但是用工程塑料注射的制品有安装配合要求,必须保证几何精度。这里介绍一些约定俗成的几何公差的规定,可供图样标注和实物检测参考。
1)脱模斜度一般不计入公差带,如需要计入公差须在图样上标明。除有约定,轴类尺寸一般测量大端;通孔类尺寸一般测量小端;不通孔尺寸测量大端。孔与轴有装配要求的尺寸在装配段的斜度最大为15′。
2)对注塑件的未注平面度公差用下式计算,系数k查表6-5。
合格的平面度≤k×(制件长度/制件壁厚)
表6-5 计算平面度公差的系数k

3)制件塑料的成型收缩率小于1%,注塑件的未注垂直度公差按制件的基本尺寸查表6-6。
表6-6 未注垂直度的公差(单位:mm)

4)注塑壳体的壁厚误差影响壳体刚性,也反映模具型芯与型腔的定位精度。注塑件的未注壁厚公差,在不影响成型和装配前提下的允许偏差见表6-7。
表6-7 注塑件的未注壁厚公差(单位:mm)

5)在保证一定壁厚的条件下,自攻螺钉底孔的注塑件按表6-8要求成型。以保证在装配流水线上顺利装配产品。此表适用于ABS塑料的底孔,其他塑料要按螺钉的旋攻力矩调整底孔大小。底孔轴线长度方向斜度在15′内。
表6-8 自攻螺钉的塑料底孔和公差(单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。