



因为熔合缝性能的改善有较大余地,它作为高分子材料和塑料制品研究的重大课题,近年来进展很大。要改善熔合缝的性能,注射制品设计、模具设计和注射工艺条件控制非常重要。改善注射工艺的途径已被普遍掌握。现代计算机的流动分析、对注塑件的熔合缝生成的仿真模拟,为熔合缝性能改善提供了辅助工具。本节介绍近年来发展起来的消痕工艺:热流道多个针阀式喷嘴的时间顺序控制注射。
1.熔合缝的控制
(1)注射制品和模具优化设计 模具设计者应有控制熔合缝的能力。计算机流动分析软件能辅助设计者预测熔合缝位置。设计模具的浇注系统和冷却系统,优化浇口的形式、数目和位置,能控制熔合缝生成位置、方向和性能。
在制品和模具设计时,应避免在注塑件上强度与刚度最薄弱位置出现熔合缝;必要时在熔合缝位置设置冷料井,引出两股熔流的前锋,在冷却固化后割去;增加浇口,可缩短流程,避免低温熔流的不良熔合;避免在熔合缝位置设置低温的冷却管道。
浇口的位置和数目能改进熔合缝强度。如图5-57a所示,A位置设置浇口,熔合缝的位置和方向使此塑料板强度优于B浇口的板。图5-57b上,只在A处设浇口会使孔的外侧熔合缝破坏边缘的强度,增设了B位置浇口可获得改善。
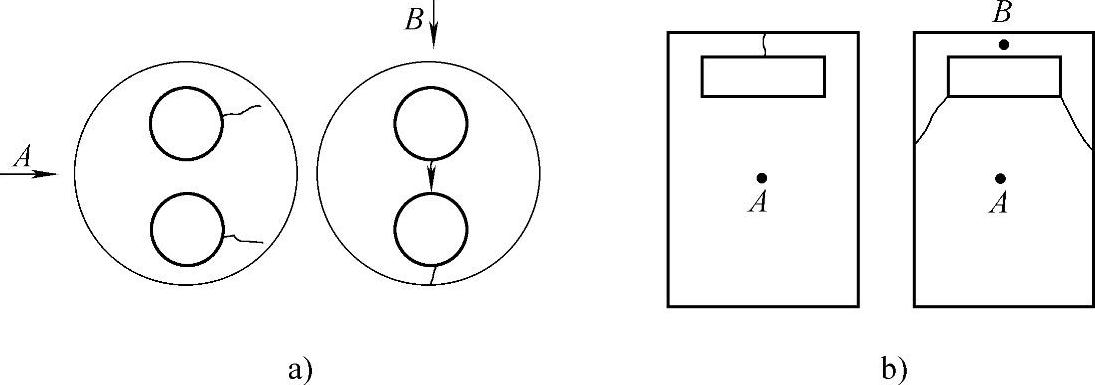
图5-57 改善注射板件的熔合缝强度
a)改变浇口位置 b)增加浇口
合理利用流程差也可使并合的流线缝产生偏移和楔入,利用熔合缝形貌来提高强度。如图所示5-58所示,并列两浇口会使熔体同时到达t1线。由于其中一股熔流继续推进,浇口之间流线缝在侧向压力差下偏移,见图5-58b所示。提高短玻璃纤维增强注塑件上熔合缝强度的方法是改变熔合缝中的纤维取向,也可使熔流的一方以高压携带纤维楔入低压的另一方熔体中。具体实现方法是在制品或模具设计中,使两股熔流有不同的流程,使熔体在不同压力下对接熔合。

图5-58 并列的流线缝由流程压差产生偏移楔入
a)t1瞬时,熔流的前沿位置 b)并列的流线缝截面t2时的形貌
(2)聚合物改性和注射料流控制 由前所述,对于颗粒或纤维改性的注塑件上的熔合缝,其填料含量和长径比,及是否经偶联剂处理也是很重要的因素。
在材料为多相组合时,两股熔流前锋中,组合成分产生熔合缝的形态控制,应成为配方优化的目标。各种最佳配比的添加剂被用来促使分散相粒子细化,减少粒子变形;促使分散相分布均匀;促使多相界面的黏结,都能有效提高熔合缝强度系数。不合适的混合和添加剂会损失熔合缝性能。
近年来,用优化材料配方的办法改善多相组分材料熔合缝的研究有很大进展。ABS品种很多,其熔合缝力学性能被关注。为促使ABS熔合缝中橡胶粒子与ABS基体的粘合,减小其在熔合缝区的变形,加入适量的添加剂,可提高熔合缝强度,尤其是有缝试样作高速拉伸时的熔合缝强度。但是,阻燃ABS拉伸强度的αkl比纯ABS的αkl下降约30%。所以,聚合物的改性,必须对熔合缝的力学性能作比较测试,保证有熔合缝注射制品的质量。
热流道注射模采用多点针阀式喷嘴可以控制注塑件上熔合缝的位置。在多点针阀式喷嘴与注射机控制系统之间串入多点的时间继电器。时间继电器控制各喷嘴里阀针的驱动气缸活塞。各喷嘴开启进料的时间差可以调节。近年来,这种热流道喷嘴的时间继电器已经商品化。在注射生产现场调整熔合缝的位置,避免在板件的可见侧边和两孔之间出现熔合缝。
注塑件经退火处理,对结晶型聚合物的熔合缝有一定的强度改善作用。对于高黏度PP熔合缝,注射成型塑料熔体的MFI为5g/10min,其强度可提高10%。对较低黏度PP的品级,仅提高3%。
2.阀式热流道喷嘴的无缝注射
近代,大型的塑料板或壳体多采用热流道多喷嘴注射成型,以减少注射流程,保证压力传递和制品的密度。大型门板、护板和汽车保险杠由于多喷嘴进料,制品上有可见熔合缝。为掩饰熔合痕迹,采用包裹包覆织布或喷涂装饰。这里介绍,热流道多个针阀式喷嘴的时间顺序控制注射方法,可消除多喷嘴生成的熔合缝。但是这种针阀式热流道喷嘴的无缝注射,更加依赖于计算机流动模拟分析;依赖于针阀式喷嘴的热流道系统的成型质量;依赖于注射的时间顺序控制的精度。
多喷嘴时间顺序控制浇注的总注射时间延长了,但注射压力可以较低,在消除制件上熔合缝的同时,也减轻了注塑件的残余应力,减小了翘曲变形。
轿车顶棚后压条用长条织物衬里的聚丙烯注塑件,用低压注射成型模具生产。它必须采用热流道浇注系统,并用多个针阀式喷嘴串接。开模时,让织物均匀复贴在动模上,然后依次逐点地自动控制注射。在较低的注射压力下,保证织物与塑料粘结复合。制品上无熔合缝,无明显的翘曲变形。这种在织物衬里上注射的方法称为模内复合,即IML(in-mould lamination)。
(1)制品特征 制品用于轿车顶棚,四周有大圆弧,并有里弯翻边。制品总长970~1007mm,宽125mm,板厚2.5mm。塑料板投影面积1224mm2。乳白色聚丙烯PP板的里侧,有六个竖立夹卡和六个夹槽座,用来紧固在汽车顶板上。制品上还均布三个十字插头,用做对准定位。图5-59是PP塑料注射衬里板的造型,上表面上有装夹结构和筋条。织物的外表面是斜纹纺织面料,与塑料粘结面是衬绒。注射模开启时,四周放有余量的织物衬布,紧绷在动模的型芯上。
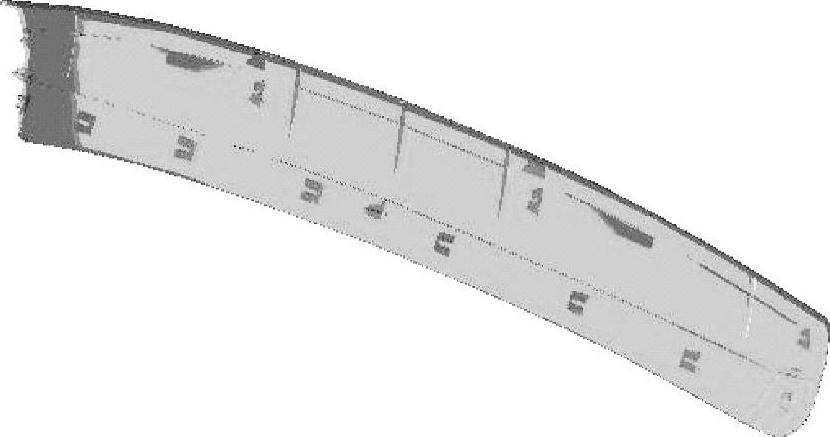
图5-59 PP塑料注射衬里板造型
(2)低压串接注射原理 织物衬里内饰件注射时,塑料熔体在型腔里充模流动。一侧是光滑模具钢壁面,另一侧是合成纤维衬绒,引起PP熔料的流动剪切速率,对间隙中心层分布不对称,冷却固化后制品中有颇大的残余流动应力。另一方面,动模一侧铺放的织物绒布,使制品两侧的冷却效率相差大,固化制品中有较大残余温差应力。实行多浇口顺序开启,无熔合缝,可减小了翘曲变形,更提高了压条板的刚性和强度。
串接式注射原理见图5-60所示。注射从中央的针阀式喷嘴Z1开始,临近的喷嘴Z2和Z3,只有当熔料前沿经过它们时才打开。最后打开的喷嘴Z4和Z5射出熔料,将型腔充满后,所有的喷嘴必须打开,以实施保压过程。喷嘴的数目和热流道的几何参数应该用计算机模拟软件建立。生产现场已经使用了具有时间顺序控制的多组气动(或液压)换向阀。从型腔的中央起始完成的熔料充填,由时间继电器控制这些针阀式喷嘴。这种时间控制器与热流道温度控制器合成一个仪表。(https://www.xing528.com)
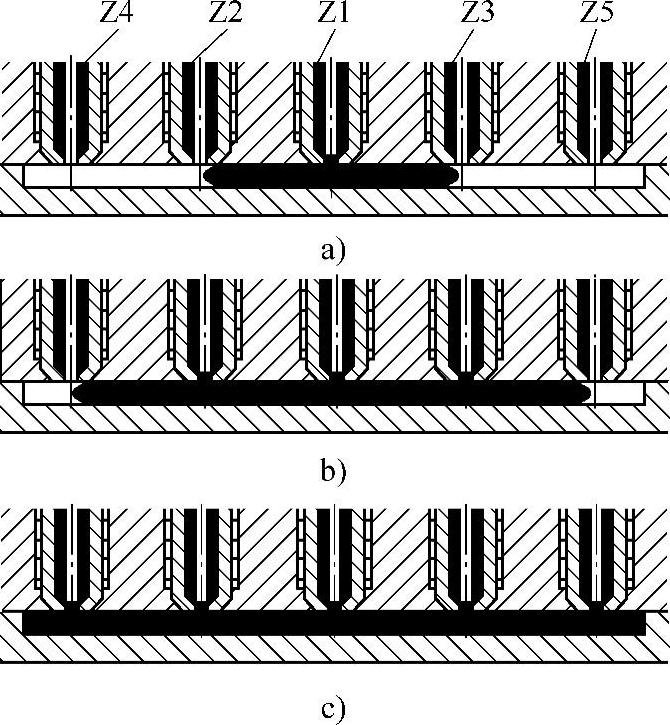
图5-60 串接式注射原理
a)中央喷嘴Z1打开 b)料流前锋到达时,两侧喷嘴依次打开 c)所有喷嘴打开,最终充满型腔并保压
在型腔被熔体充填时,从相反方向与熔料前峰相遇是不允许的。这会使织物衬里萎缩起皱。用串接式的几个注射点,传输料流的前锋,保证织物被均匀保压在模壁上。在保压阶段,众喷嘴对每个充填区提供相同的低压力降。
(3)模具结构特征 在IML模具内,塑料层在定模一边注射,织物放置在动模型腔内。脱模顶出系统和热流道系统必须设置在定模上。
热流道系统的针阀式喷嘴的针阀由气缸启闭,而且脱模顶出板也用气缸驱动。可防止任何漏油污染织物衬里。制品的多余衬里在专用切割机床上切除。
动模上的织物衬里制品必须强化冷却。由于织物的绝热性能使注射制品冷却困难。织物衬里也使注射充模的料流不对称,导致向衬里翘曲变形。在定模的喷嘴区需加强冷却固化,来抵消制品条朝着中央的翘曲变形。
(4)热流道浇注系统 注塑模采用五个气动针阀式分喷嘴。图5-61所示Z1~Z5喷嘴有长5mm倒锥的大浇口,3~3.9mm口径。喷嘴的阀针直径7.5mm,流道直径16mm。由于定模成型面凹进,从图中件6的定位支承座算起,喷嘴长度482~495mm。由于驱动气缸安装在定模固定板中,分喷嘴相对模具中心偏置106~122mm安装。
主流道喷嘴长112mm。下游横流道总长736mm,直径16mm。抵达Z1~Z5喷嘴的各支流道长106~122mm,直径16mm。
流道板长888mm,宽196mm,厚60mm。以平均25mm的空气间隙,支架在定模的空腔中。流道板上有五个加热区,各自测温并调节。主流道喷嘴单独加热。由于定模上设置脱模机构,五个分喷嘴很长。对各喷嘴设计二个加热和温控区,有效地防止了沿喷嘴流道的温度分布不均匀,消除塑料熔体过热分解的现象。该热流道系统有十六个加热和温度控制区。

图5-61 模内复合IML注射模的热流道系统简图
1—主流道单喷嘴 2—定模固定板 3—喷嘴阀针的驱动气缸 4—导气管道 5—热流道板 6—喷嘴的定位支承座 7—定模板 8—分喷嘴 9—喷嘴阀针 10—浇口套 11—横流道 12—主喷嘴位置 13—支流道 14—加热线圈 15—分喷嘴位置
(5)流动分析 喷嘴针阀控制的五个浇口,如果不能正确实现顺序控制,或五个浇口同时注入型腔,如图5-62所示,则会产生四条熔合缝。这些熔合缝使注塑件的强度严重下降,且有严重的翘曲变形。
在织物衬里上的注射量为412cm3,而热流道系统中加热塑料有780cm3,设置环境温度25℃,熔体温度265℃,模具温度60℃,用注射时间控制充模,设定时间3s,让型腔充模流动速率在103~135cm3/s合理范围内。经流动分析调试,注塑件型腔全部充满时间为3.5s。此为速度控制充模转变到压力控制的时间。
在动用流动分析的热流道系统工具的过程中,设置塑料熔体的针阀式浇口的性能。在针阀控制器的浇口对话框中,输入浇口小端与大端直径3~3.9mm,用时间控制的方法,确定各浇口开启时间。在此注塑件的模拟过程中,经多次测试获得料流从Z1浇口充满型腔体积的45%、到达Z2或Z3的时间为1.85s;从Z2或Z3到达Z4或Z5的时间为0.97 s,此时已充满型腔体积的76%。实现了图5-63的料流前锋的控制后,取得如图5-64所示的无长条熔合缝的效果。
五个喷嘴浇口同时被针阀关闭时间,经多次测试确定为12s。针阀关闭时间太早,注塑件的保压补缩不充分,影响制品质量;关闭时间太迟,浇口附近塑料熔体冷却,影响针阀关闭动作。要保证浇口附近有220℃以上温度,让注塑件有最佳体积收缩率。设置的注射机螺杆控制的保压时间为11s,比浇口关闭提早1s,使得两个控制时间都起作用。
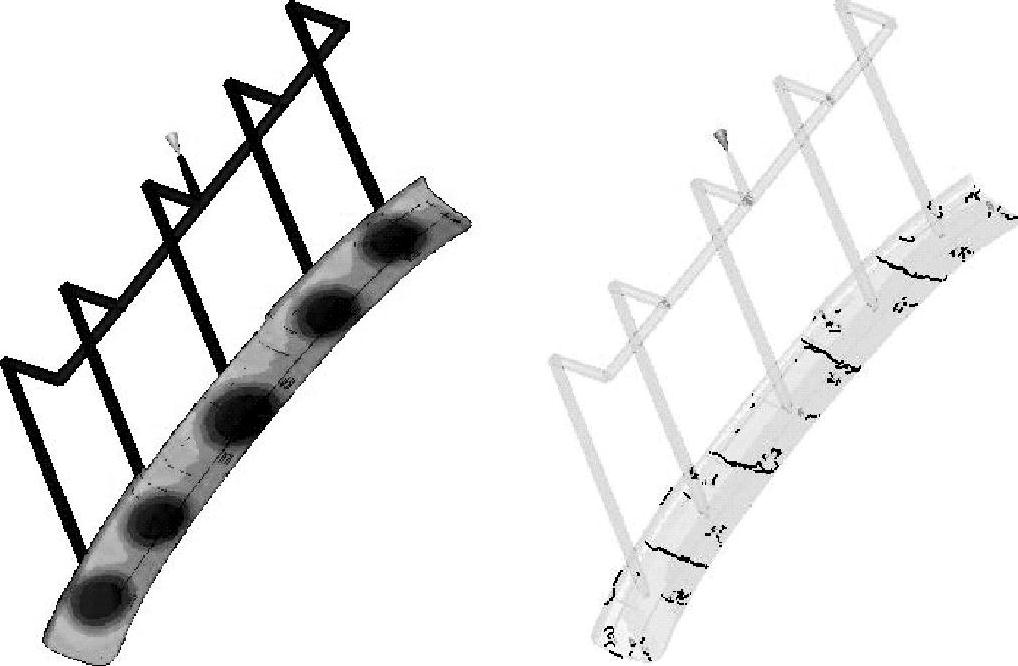
图5-62 五个浇口同时充模和有缝的制品
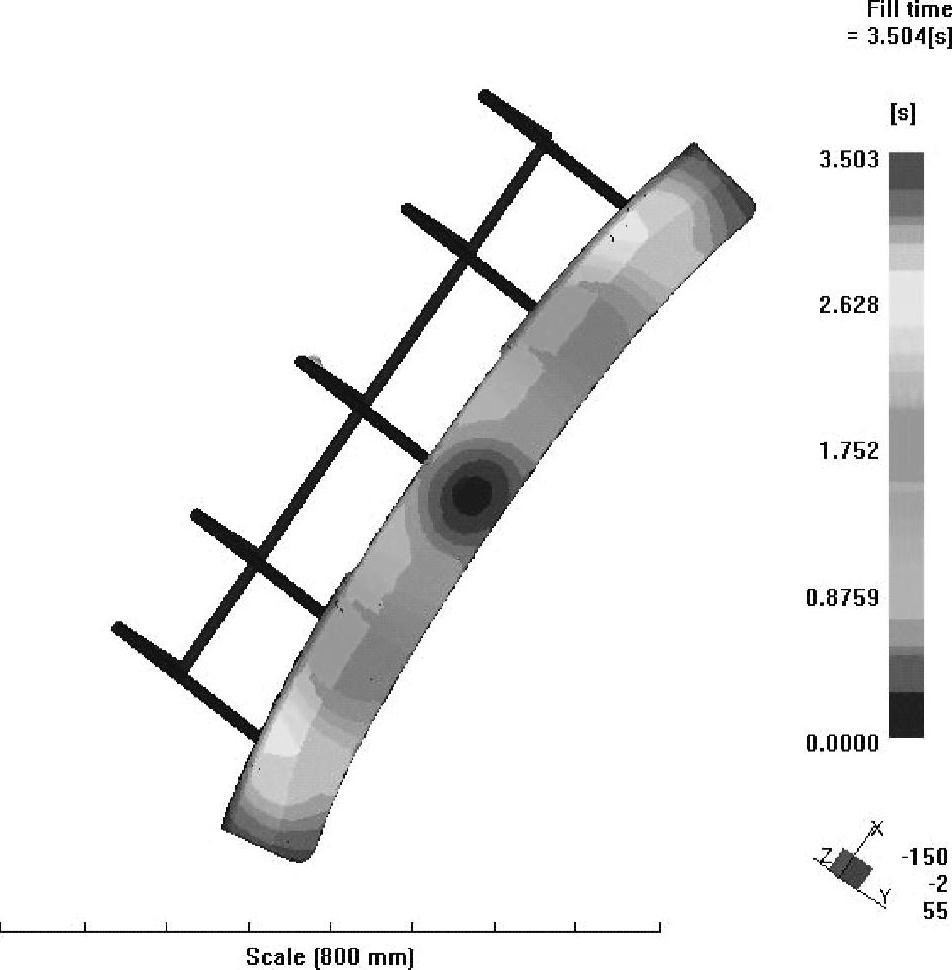
图5-63 顺序控制的五浇口串接充模
流动分析时,自动调节速度和压力。保压控制经对话框设定,逐步降低保压压力。采用曲线保压能减小保压作用,避免了过保压现象。注入模具的最大注射压力,在1.8s时达660×105 Pa。注塑件型腔压力在4s时达到最高(500×105 Pa);到6s时,型腔大部分已降至160×105 Pa,实现了长时间的低压保压。
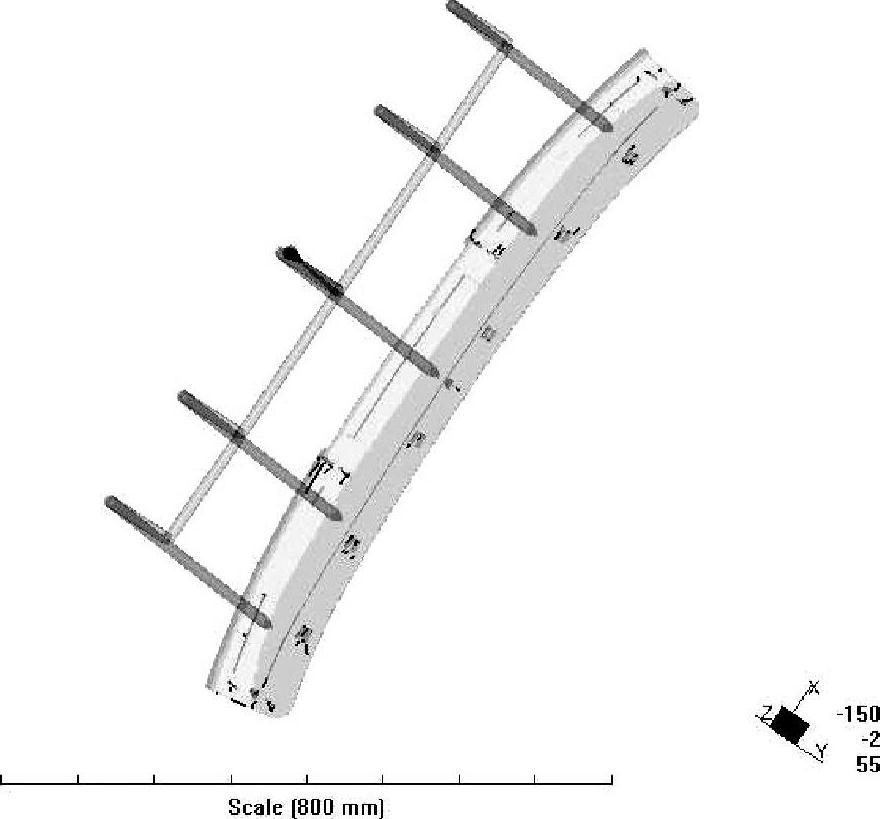
图5-64 顺序控制针阀式喷嘴无缝注射的PP压条板
方案的工艺设置很重要,尽管计算机分析一次时间很长,也必须多次设定各喷嘴针阀开关时间,才能达到无缝注射。计算机流动分析,对注射生产现场有指导意义。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。