



注塑件是塑料材料在非恒定的温度场中冷却收缩,在充模流动和保压中补缩,以及在其后的模具内冷却成型的各阶段,收缩的物理条件有区别。模具设计师用注射成型收缩率来计算成型零件尺寸,与计算机模拟、与预测的体积收缩率有关联也有差别。
1.密度分布
在高压和骤冷条件下成型的注塑件上,密度分布是不均匀的,致使注塑件内残余应力分布不均,影响着材料的各向异性和翘曲变形。注塑件上密度的不均匀性,主要表现在壁厚和流程两个方面。
(1)厚度方向的密度分布 用去层法测量残余应力,也可测出注塑件沿厚度方向的密度分布。将每次铣削去除的微量材料,浸在25℃蒸馏水中,使用精密天平测其重量。为排除注射流动的影响,将无定形塑料试样加热到高弹态,然后骤冷处理,考察致热后试样的密度分布。高分子链的热运动和松弛,导致试样厚度方向密度分布不均。这与温差残余应力的分布有必然的联系。
注塑件表层的密度有突变,而芯部的密度为常数。5mm厚的改性PPO试样的表层密度最低,向中心层增加了5%。而6mm厚的PMMA试样,表层的密度高且有突变,芯部密度低并趋于稳定。PS试样也有同样的情况,密度变化都不超过0.5%。
(2)注射流程方向的密度分布 图5-19和图5-20是PS料注射W×2b×L=40mm×2.54mm×120mm型腔,浇口尺寸为5mm×6mm×1mm。经测试密度分布,说明注射工艺参数中,注射温度和保压压力对凝固后密度影响最大。
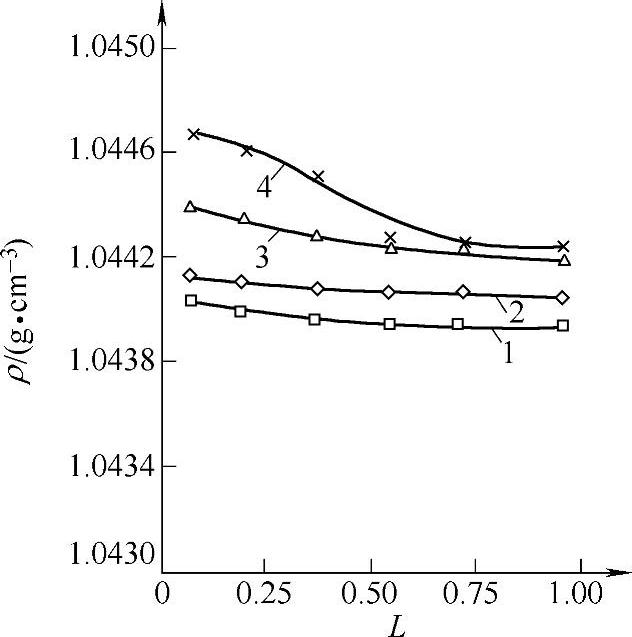
图5-19 在不同的熔体温度下PS试样厚度上的平均密度在长度方向的分布
1—熔体温度Tc=180℃ 2—Tc=200℃ 3—Tc=220℃ 4—Tc=240℃模具温度Tm=30℃,体积流率Q=36cm3/s,型腔保压压力70×105Pa
图5-19有四条在注塑件长度L方向的密度分布曲线。在其他工艺条件固定的情况下,物料分别到180℃、200℃、220℃和240℃熔融。在前三种较低模具温度下固化注塑件,在其长度方向上密度几乎没有变化。但高温240℃下的熔体注射的注塑件,其浇口附近的密度比注塑件末端的要低。这是因为在熔体流程上存在较大温差。在型腔末端,已降温的熔体较早被冷却固化。而在浇口附近,较高的熔体温度下经保压压力作用,有少量物料补充。在熔体温度较低时浇口冻结早,就不存在补缩。
图5-20说明了作用于型腔保压压力的作用。注射螺杆施加的保压压力越高,越会有较多物料继续进入型腔,促使浇口一端注塑件的密度高于末端。反之,低的保压压力,没有或很少影响密度。因此存在一个临界保压压力。倘若保压压力终止时间为浇口冻结之时或稍后,临界压力之上的保压压力对密度分布影响重大。从实验数据可知,这个临界压力依赖于浇口尺寸、熔体温度和流动速率。
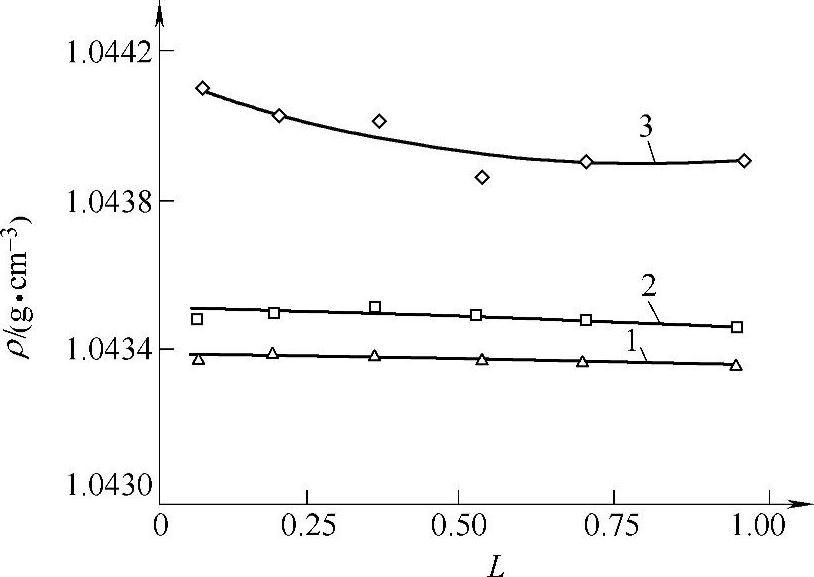
图5-20 在不同的保压压力下PS试样厚度 上的平均密度在长度方向的分布
Tc=200℃,Q=7.2cm3/s,Tm=30℃型腔保压压力:1线—14×105 Pa;2线—35×105 Pa;3线—70×105 Pa
2.收缩的三阶段
注射成型过程,按塑料和注塑件发生收缩的不同条件和其特征,可分成三个阶段:第一和第二两个阶段,从塑料熔体充模流动始,到注塑件脱模为止。第三阶段在脱离模具后,直到制件冷却到环境温度。
(1)充模流动和保压补缩阶段 注射充模流动在短时间内塑料熔体就很快充满型腔,并达到数百大气压的高压,并且在很大程度上可通过保压压实过程得到补偿。模内制品型腔的塑料不断压实和增加质量,一直进行到浇口中塑料凝固为止。此阶段塑料熔体的收缩,主要取决于模具型腔内塑料熔体压力和压力的传递。
此充模流动和保压补缩阶段,要保证注塑件有足够的密度,并保证密度分布均匀。密度不足会使成型制品的收缩过大。密度分布不均匀,会使注塑件上各方向各个位置的收缩有较大差异,最终影响注塑件的几何公差和尺寸精度。
(2)浇口冻结后模内冷却阶段
浇口内塑料冻结后,已无熔料进入制件的型腔。直到开模为止,注塑件质量不变。浇口冻结时型腔中的压力大小和压力分布,对注塑件的收缩起决定性作用。在密闭的型腔里,模具温度使注塑件冷却凝固。浇口冻结时,型腔压力p随之下降,塑料材料收缩,注塑件的密度ρ(g/cm3)增加,比体积V(cm3/g)减小。
无定形聚合物在浇口封闭后,熔体的比体积、型腔内压与温度的三者关系可用式(3-17a)修正状态方程描述。有
(p+π)(V-ω)=R′T
注塑件的一种状态p1-V1-T1转变为另一种状态p2-V2-T2时,可以预测体积收缩率。
结晶型塑料的结晶过程复杂,有比无定形塑料大很多的收缩率。而且该聚合物的结晶度越高,收缩率越大。在此阶段决定性因素是模具温度。模具温度越高,注塑件冷却速率较慢,则结晶度较高,收缩率较大些。结晶型聚合物中有无定形部分,其p-V-T关系依照上述修正状态方程。结晶型塑料依照状态方程的前提是结晶度和模具温度。比体积V需视结晶度而定。
在模具内的注塑件收缩时,各个一维尺寸的收缩率可分为约束收缩和自由收缩两种状况。例如一个塑料套筒,成型型芯决定了内孔直径。因钢制型芯的刚性约束作用,内孔直径的收缩率较小。套筒的轴向长度可无约束收缩,长度的收缩率大于内孔直径。各成型尺寸的收缩率按注射模型的实际状况才能精确测定。现代计算机辅助设计应用体积收缩率计算模具成型零件尺寸。通常需凭经验,对个别成型零件尺寸的收缩率作修正。
(3)脱离模具后的收缩阶段 在第三阶段,注塑件脱模后只发生自由收缩。这时制品体积的缩小和尺寸的收缩,主要取决于注塑件的脱模温度与环境介质温度之差。脱模温度只略高于模具温度,常用模具温度Tm计算。在注射成型工程中此阶段尺寸收缩值为
ΔL=L30α(Tm-T0) (5-15)
式中 α——塑料的线膨胀系数(1/℃);
Tm——模具温度(℃);
T0——室温(℃);
L30——注塑件脱模30min后的尺寸(mm);
ΔL——注塑件从脱模到30min后的尺寸收缩量(mm)。
此阶段的收缩有时间效应。注塑件的收缩是由一个状态转变成另一种状态的结果。温度和压力下降,比体积就相应提高成另一值。不过,比体积的变化并不与温度和压力的变化同步,而有滞后。滞后的时间往往很长,竟有长达几个月。例如:PS制品自离开模具1h后,到3个月为止,有线收缩率0.0005mm/mm。无定形塑料件收缩滞后的原因是聚合物的高分子链,自一种平衡状态转变为另一种平衡状态,必须经过排列过程。其间分子链要进行扩散或移动。这对大分子是比较费时的,不像低分子材料那样瞬时完成。
结晶型塑料也存在后期收缩,在结晶过程中,往往要有很长时间进行少量的剩余结晶。PP注塑件后期结晶和收缩会有数年,而且在室温下的松弛也需要很长时间。例如:POM注塑件在六个月后测出0.001mm/mm的增缩。将注射制品加热退火处理,就提高了聚合物的松弛与结晶的速度和程度,因此,退火制件有新的收缩。
3.注射工艺条件的影响
注塑件的几何精度,在许多场合是制件质量的首要问题。较小的制品收缩率,特别是制品收缩率的稳定性,是精密注射成型的关键。注塑件的平均密度提高,则平均收缩率相应减小。因此影响密度和收缩两者的工艺因素的作用大致上是一致的。
影响收缩的首要因素是注射材料。无定形塑料注射成型收缩率较小。相同的塑料制品,用聚合物的相对分子质量分布宽度较大的品级注射,比相对分子质量分布宽度较小的原料,其收缩率要大些。各种结晶型塑料的收缩率都较大。对相同质量的注塑件,结晶度高的制件,其收缩率要大些。此外,原料的粒度大小相差悬殊,塑化物料的温度不均,会导致制件的收缩率波动较大。注射加工中收缩率的波动,影响注塑件的精度。
(1)注射压力和保压压力 浇口冻结时的型腔压力也称之“封口压力”。该压力越高,制品收缩率越小。反之,该压力使制件的平均密度越低,则收缩率越大。封口压力,包括注射压力、保压压力和保压时间能被稳定可靠控制,则注塑件的收缩率一致性好。图5-21说明了几种塑料在浇口冻结时的型腔压力与成型收缩率的关系。
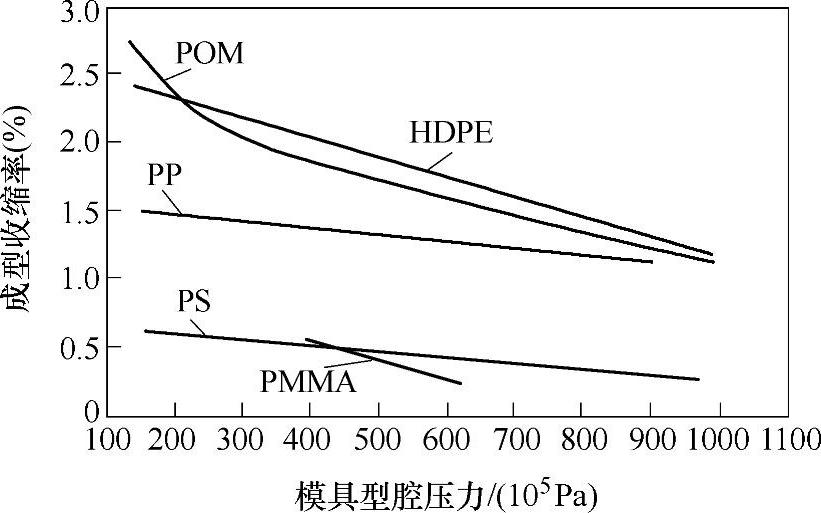
图5-21 浇口冻结时的型腔压力与成型收缩率的关系
在注射生产时,螺杆头提供的注射压力和保压压力,经过注塑机的料筒、喷嘴和注射模的主流道、分流道与浇口,塑料熔体沿流程的压力已损失了1/3~1/2。而且,给予制品型腔的封口压力沿流程还在降低。因此,熔体充填流程的压力损失的预测计算,和模具型腔压力的传感器检测,对模具设计和工艺控制有重大意义。
保压时间长,能充填的物料就多。注塑件的平均密度高,则收缩率小。但以浇口冻结之时为限,一般保压时间大于30s后,对收缩率的影响就很小了。而且,流动性较好的PP和PA等聚合物熔体,其保压压力和保压时间对收缩的影响较为明显。注射速率对制品收缩率的影响不大。它的作用被其他工艺参量所掩盖。
(2)物料温度和模具温度 注射充模时,物料温度提高,并不因注塑件冷却温度范围大而影响收缩率。相反,物料温度高有利于注射压力和保压压力的传递。封口压力的提高使注塑件的收缩率降低。这对熔体黏度较低的PE、PP、PA和POM等塑料较为明显。
模具温度对薄壁注塑件成型收缩率的影响见图5-22所示。在注射过程中,塑料熔体首先在模具壁面上冷却成皮层。低的模具温度有利皮层增厚和凝固。它的保温作用有利于保压补缩。因此,模具温度越低,注塑件的收缩率越小。模具的冷却系统的优化设计,在注射生产中保证模具温度稳定,对提高注塑件收缩率一致性有更重要作用。
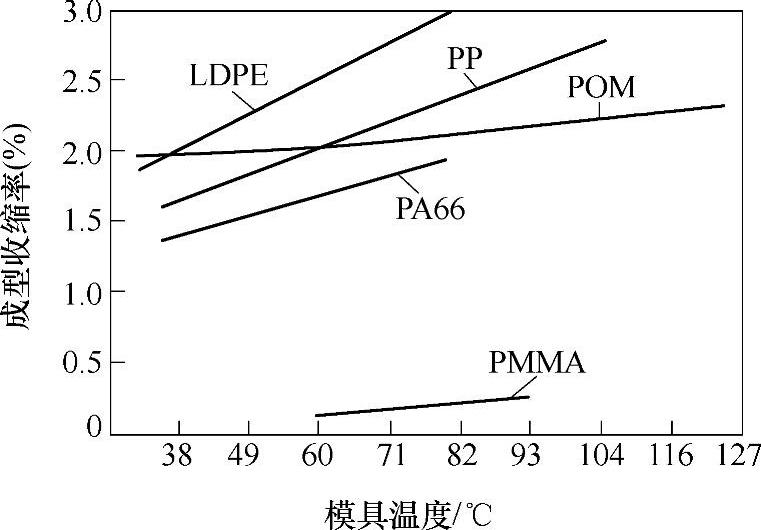
图5-22 模具温度对成型收缩率的影响
(3)制品和模具设计 如图5-23所示,注塑件的壁厚越大,其收缩率越大。注射成型厚壁注塑件,在浇口冻结时,固化皮层在制件厚度中所占比例低。壁厚中央有相当多的聚合物被收缩。同一注塑件上有厚薄不一致的壁厚,有不同的收缩率,将会引起塑件翘曲变形。
模具浇口的截面积大小会影响注塑件的收缩。在保压压力和时间充分的条件下,浇口的截面积越大,注塑件的收缩率越小。大截面的浇口,保持熔融状态的时间长,塑料充分补偿型腔,注塑件的平均密度高。针点式的小截面浇口,浇口过早冻结使注塑件的收缩率增大。离浇口越远的部位,其收缩率越大,因此,大型制件型腔的流程比不能太大,必要时增加浇口。
4.聚合物p-V-T的关系
考量聚合物p-V-T的关系就是指,在注射过程中的模具型腔压力p、容积V和温度T的变化规律。它为计算机辅助注射成型工程进行收缩和翘曲的数值分析提供聚合物材料的基本性能数据。现代的计算机辅助工程CAE的注射成型分析软件,已经实现了注塑件的收缩分析。
注塑件的体积收缩比自由状态的骤冷注塑件的收缩复杂得多。多阶段、多参量的注射过程,使收缩率的理论计算相当困难。体积收缩理论分析最终获得的结果是成型注塑件各位置的容积收缩率。这里的体积均为单位质量的体积,全称比体积。
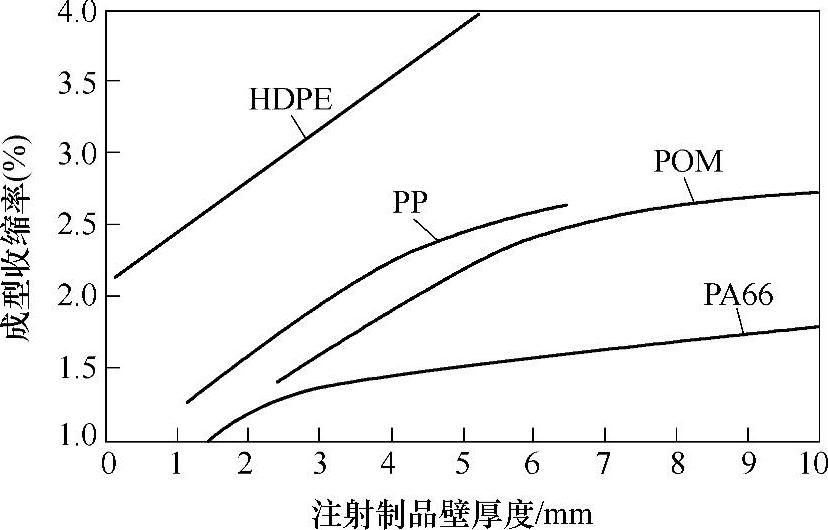
图5-23 注射制品壁厚度与成型收缩率的关系
(1)容积收缩率 塑料注射成型工程中收缩的定义是指制件尺寸对于模具型腔尺寸的绝对减小量或相对减小量。在塑料的物理性能项目中,有线膨胀系数α(1/℃)。它是塑料长试条在温度变化时,无模具约束的一维膨胀率。
三维的容积收缩率是体积的相对变化率

式中Vi是注塑件上某位置某时间塑料的容积。Vr为对应位置在室温时的容积。它与成型收缩率S的关系为

显然,此换算式是粗糙的:没有考虑注射成型塑料制品的各向异性,聚合物平行取向方向的收缩率大于垂直方向的收缩率。只是假定注塑件的三个方向尺寸收缩率是相等的;另外,也没有考察到型芯和嵌件等模具型腔结构的约束作用,对收缩率的影响。
在注射过程中,基于温度场和压力场的任一点的密度和收缩都是时间和位置的函数。在注射成型的计算机辅助工程CAE中,基于有限元的网格单元划分,需要预测注塑件上单元体和时间段的密度分布和收缩率,来分析体积收缩。预测比体积收缩率用下式

式中 Vi——初始的熔体容积的平均值;
Vr——室温下注塑件的容积。
由于在注射成型期间,熔体在很短时间内经受剧烈的压力和温度变化。初始的熔体体积Vi,并不对应均衡的温度和压力。它只能采用专门的平均容积来计算

式中 tp——充模熔体到达所考虑位置需要的时间段(从零位起始);
 ——对所考虑位置,在型腔间隙方向对时间t的平均容积。
——对所考虑位置,在型腔间隙方向对时间t的平均容积。
因此,
b为试样条厚度的一半。随着时间的延续,计算变化着Vi,最终输出注塑件上比体积收缩率SV的信息。
注射成型的体积效应,是在充模、保压和冷却阶段的温度和压力变化下的体积收缩。无定形聚合物熔体在经过黏流温度Tf和玻璃化转变温度Tg的冷却过程中,注塑件有着非平衡的容积变化。(https://www.xing528.com)
早在20世纪30年代就有了物体体积状态变化理论。在温度变化时,自由体积也随之变化。自由体积被Vf定义
Vf=V-Ve (5-21)
式中 V——物体可作用的体积,也就是可以扩展到的体积;
Ve——物体材料分子所占有的体积。
在较高的温度下,分子热运动可使分子占有较大的体积。因此,Ve可理解为有效的实际体积。自由体积Vf是将来可提供分子热运动的剩余空间,也是材料可热膨胀的自由空间。
1955年,Williams,Landel和Perrey经实验测试,引入了温度-时间的转化系数,将实际比体积Ve测算扩展到聚合物的玻璃化转变温度附近,用于注射成型的保压冷却阶段的比体积预测。但以上的注射成型的体积效应,没有考虑注射成型时型腔的压力变化。
早在1950年Spencer对理想的气体的p-V-T方程进行修正,以适合描述聚合物熔体密度的物理状态。式(3-17a)又称范德瓦尔斯(Wander Waals)状态方程,有
(p+π)(V-ω)=R′T
利用该方程可进行等压状态的热膨胀研究。也可在等温状态下,分析在加压下聚合物容积的变化ΔV与原容积V0之比的相对值,与压力p的关系。可得体积弹性系数

及倒数的体积压缩系数

但是聚合物在注射成型中,形态从熔融态转变到固态,有很大的压力和温度变化范围。这种单域的状态方程及其曲线,对于固态聚合物尤其不适用。
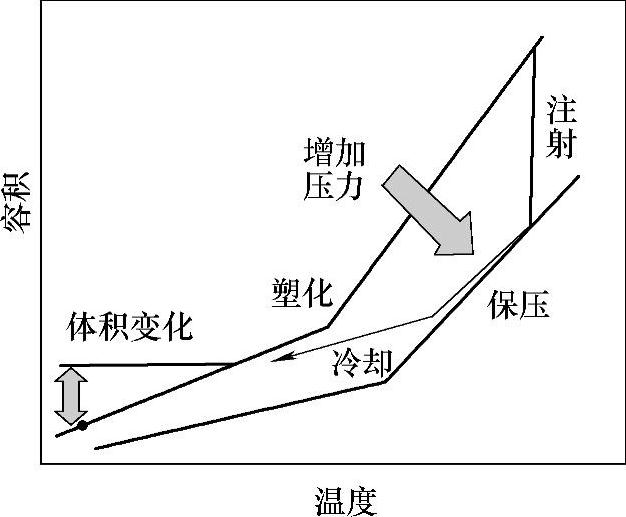
图5-24 注射成型过程的p-V-T曲线
(2)Tait状态方程 计算机辅助注射成型的数值模拟时,需要精确描述聚合物p-V-T关系。随着聚合物p-V-T测试技术的开发,双域的Tait状态方程已应用在计算机数值分析。如图5-24所示,双域的p-V-T曲线,能较好地描述在注射成型过程中塑料熔体经历的注射、保压和冷却固化过程,在很大的温度和压力变化范围,较准确地反映容积的变化。
双域Tail状态方程,对于温度T和压力p下的容积为

式中 C——无量纲常数,C=0.0894;
B(T)——温度的函数,与压力p量纲相同。
其中 当T>Ti(p) V0=b1,L+b2,L(T-b5)
当T<Ti(p) V0=b1,S+b2,S(T-b5) (5-24a)
又 当T>Ti(p) B(T)=b3,Lexp[-b4,L(T-b5)]
当T<Ti(p) B(T)=b3,Sexp[-b4,S(T-b5)] (5-24b)
及 当T>Ti(p) Vt(T,p)=0
当T<Ti(p) Vt(T,p)=b7exp[b8(T-b5)-b9p] (5-24c)
式中Ti——转变温度,对于结晶型聚合物是结晶温度Tm;对于无定形聚合物为玻璃化转变温度Tg;
Ti(p)——压力的线性函数,有
Ti(p)=b5+b6p (5-24d)
以上各式中,b1~b9为各种聚合物材料的无量纲常数。下脚L代表液态;S代表固态。
在一定的压力下,结晶型聚合物与无定形聚合物的容积随温度的变化有区别,如图5-25所示。图5-25a上结晶型聚合物在熔点Tm附近密度发生突变,体积有很大收缩。双域Tail状态方程中,Vt(T,p)反映了在Ti为转变温度时的密度突变。见式(5-24c),对无定形聚合物代入b7=0后让Vt(T,p)=0。
从p-V-T曲线的数据,还可以获得高压下的热膨胀系数α、等温压缩系数β和热压系数γ等热力学数据。分别为
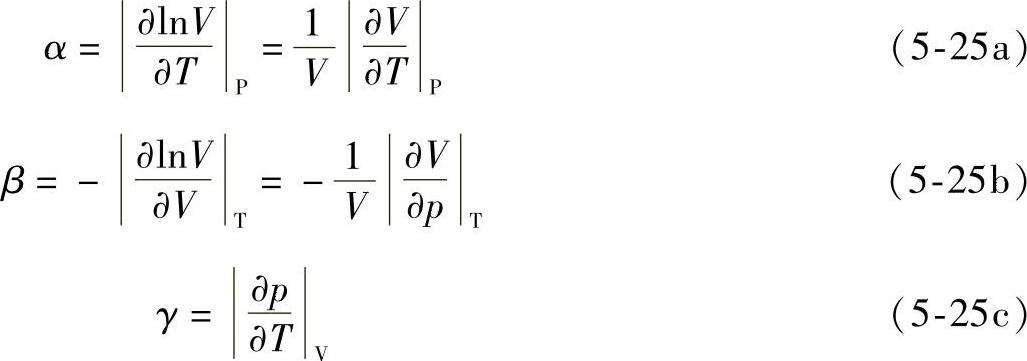
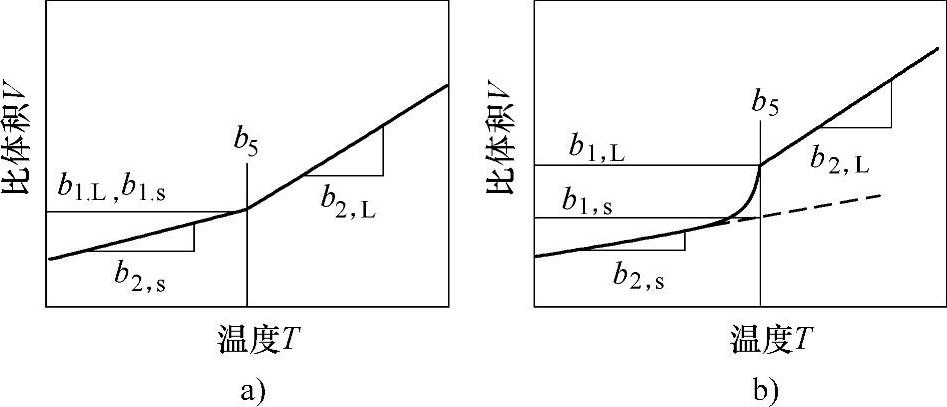
图5-25 二类聚合物的p-V-T变化曲线示意图
a)无定形聚合物 b)结晶型聚合物
双域Tail状态方程比单域Spencer状态方程更能准确地描述聚合物材料的密度变化。Tail状态方程考虑了结晶型聚合物在熔点附近的密度突变,能描述注射成型全过程的容积变化,是个普适方程。但是在玻璃态下,还与实验结果存在差距。因此,还在完善发展之中。
(3)p-V-T状态曲线的应用 应用p-V-T状态曲线确定工艺参数已经是现代注射成型工艺的重要方法。从图5-26状态曲线的工艺路线上,可确定注塑件的收缩率

式中 V2——浇口冻结时的容积;
V1——常压室温下的容积。
在p-V-T状态曲线上设计并控制注射成型工艺路线,可以减小注塑件的收缩率,并保证收缩率的稳定性。在图5-26的p-V-T状态曲线上,温度T4的塑料熔体自A点始注射。型腔压力p在不断升高。到达B点时充满型腔,有型腔压力pB和容积VB。其后有两条工艺路线。
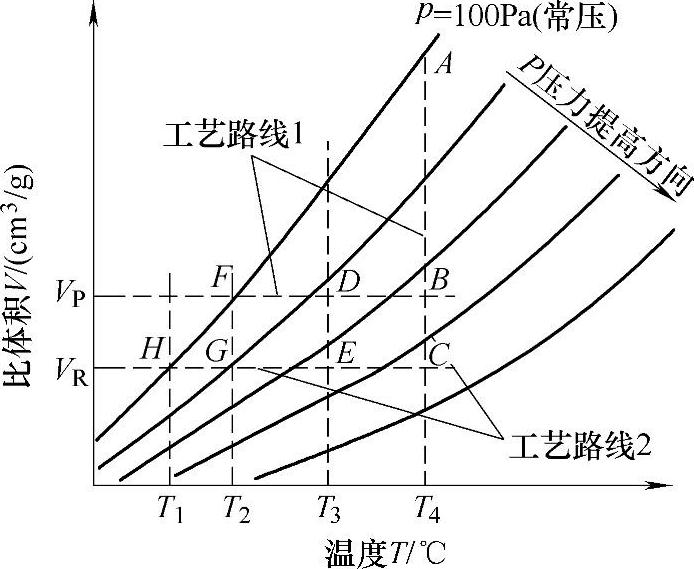
图5-26 p-V-T状态曲线上的注射成型工艺路线
1)第1条工艺路线A-B-D-F-H
在D点熔体温度下降至T3,浇口冻结。压力降低至pD,容积VD=VB。在F点温度下降至T2,此时压力降至pF。容积VF=VD,型腔内质量不变。在H点温度下降至T1,此时压力降至pH=常压。容积下降至VH。因此,第1条工艺路线有最大的容积收缩率

2)第2条工艺路线A-B-C-E-G-H
在E点熔体温度下降至T3,浇口冻结。有压力pE,容积VE=VC。
经过G点,到达H点。温度下降至T1,此时压力降至pH=常压。其容积VH=VG=VE=VC。
因此,第2条工艺路线有最小的容积收缩率

在注射生产时工艺路线在第1和第2之间设计。同一种物料,选取接近第1工艺路线,则注塑件有较大的收缩率。在浇口冻结D点前,保压补缩不充分,封口压力pD较低。此种工艺路线称为低压注射工艺。
同种物料,选取类同第2工艺路线,则注塑件收缩率较小。在浇口冻结E点前,高温熔体在高压下注射压实充分,封口压力pE较高。此种工艺路线称为高压注射工艺,能保证塑料制品致密均匀的密度,有较高的形位和尺寸精度,需要注射机具有足够大的注射压力和锁模力,由此,推出了高速高压注射成型新工艺,促使精密成型注射机的开发。
图5-27为一种聚丙烯(PP)的p-V-T曲线图。用上述的两种工艺路线分析容积收缩率。对照图5-27上的标号,按第1条工艺路线时,注射温度T4=250℃,型腔压力pB=50MPa,其容积VD=VF=1.235g/cm3;开模温度T1=70℃,常压下容积VH=1.105g/cm3,代入式(5-27a)可得最大的容积收缩率

按照第2条工艺路线时,要有型腔压力到达pC=250MPa,才有最小的容积收缩率S2=0,这需要有超高压的注射机,技术上实现很困难。
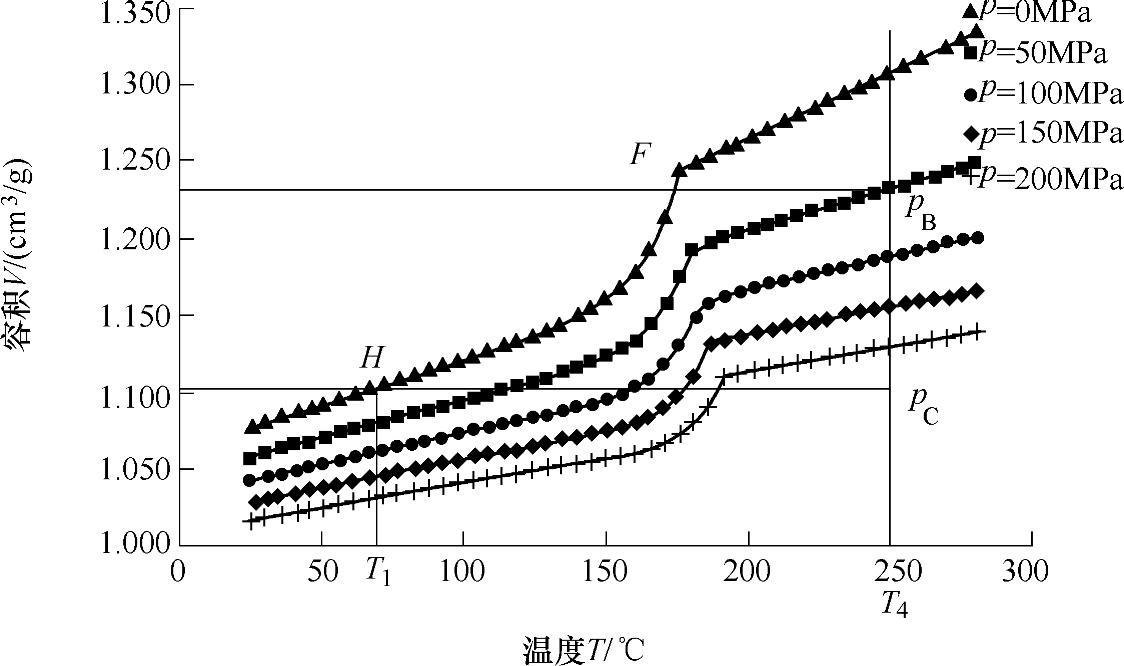
图5-27 PP塑料的p-V-T状态曲线
图5-28是30%短玻璃纤维增强PP的p-V-T状态曲线,再用上述的两种工艺路线分析容积收缩率。按第1条工艺路线时,注射温度T4=250℃,型腔压力pB=50MPa,型腔容积VD=VF=0.978g/cm3。开模温度T1=70℃,常压下容积VH=0.912g/cm3,代入式(5-27a)可得最大的容积收缩率

短玻璃纤维增强PP的最大容积收缩率小于前聚丙烯的收缩率值。如果按第2条工艺路线时,要有型腔压力高达pC=250MPa左右,才有最小的容积收缩率S2=0。
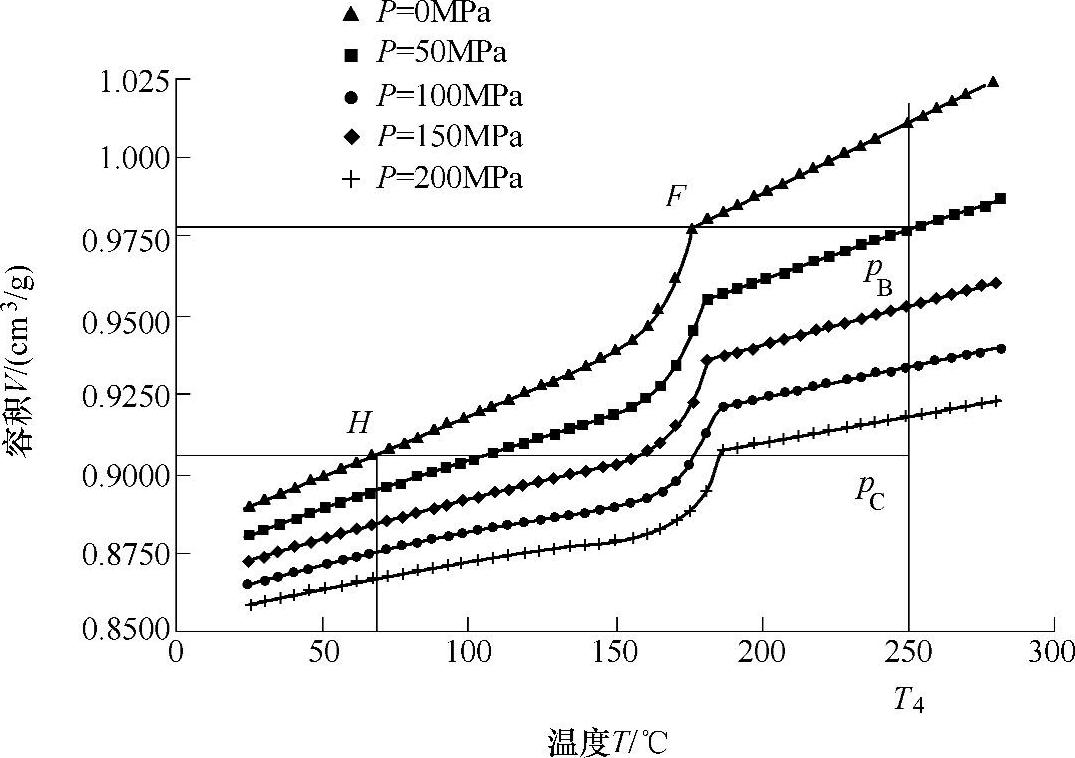
图5-28 短玻璃纤维增强PP的p-V-T状态曲线
在状态曲线的应用方面,p-V-T的控制技术是精密注射的一条途径。在p-V-T曲线图上,预先设计能保证制件精度的最佳工艺路线。同时,注射机和注射模的p-V-T等参数在生产运行中被检测。反馈的信息经自动调节,控制注射与保压的切换、浇口冻结点和开模等转换点,控制众多的温度、压力、速度和计量等参量。
(4)p-V-T状态测试 注射成型CAE软件中,每种牌号的塑料进行收缩和翘曲数值分析,都要有p-V-T关系数据支持,建立起数千种塑料的p-V-T关系的数据库。
我国近年来进口了数台昂贵的聚合物p-V-T测试仪。这种仪器能达到20~250MPa压力范围。温度范围为常温~290℃或常温~420℃。冷却速度为1~35℃/min范围,可控制。聚合物样品室有良好的密封性。有直接加压,也有用水银间接传压。仪器有加热冷却系统、加压动力系统、传感器及数据采集控制系统。终端连接电子计算机,有专门的软件操作输出实测结果。
塑料材料的p-V-T状态曲线和流变曲线是注射成型数值分析的两项重要的性能。从事塑料加工的工程技术人员不但在应用计算机CAE分析时,明白它们的作用,更应该根据这两类数据,优化注射工艺和注射模设计。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。