



先进的注射模具在使用寿命期限内保证制品质量,并要有良好的技术经济指标。这要求模具动作可靠、自动化程度高、热交换效率好、成型周期短。其次,合理选用模具材料、恰当确定模具制造精度、简化模具加工工艺、降低模具的制造成本亦十分重要。
1.注射模设计特点
注射模设计并不是机械加工装备的设计,它属于塑料加工装备设计。在注射模设计时,必须充分注意到以下三个特点。
1)塑料熔体大多数属于假塑性的非牛顿流体,能“剪切变稀”。它的流动性依赖于物料品种、剪切速率、温度和压力。因此须按其流变特性来设计浇注系统,并校验型腔压力及锁模力。
2)注射模为承受很高型腔压力的耐压容器,应在正确估算模具型腔压力的基础上,进行模具的结构设计。为保证模具的闭合、成型、开模、脱模和侧抽芯的可靠性,模具零件和注塑件的刚度与强度等力学问题必须充分考虑。
3)在整个成型周期中,注塑件-模具-环境组成了一个动态的热平衡系统。将注塑件和金属模的传热学原理应用于模具温度调节系统的设计,以确保制品质量和最佳技术经济指标的实现。
尽管注射模设计和制造的技术难度较高。但由于注射成型方法有其他塑料成型方法无法取代和无可比拟的优点,已引起人们普遍关注。注射模设计理论及方法,已经历了从经验设计到理论设计的过程,也经历了从二维计算机绘图设计,到三维的智能化的模具设计过程。
2.传统的注射模设计过程
注射模的类型不同,注塑件的复杂程度不同和模具结构不一,可用不同设计方法和步骤。科学的设计步骤可提高模具设计质量和效率。以下所述是中等复杂程度的注射模的常规设计步骤。
(1)模具设计任务书 模具设计时必须清楚用户所有的要求和希望,因此在接受订货的同时,要与对方技术人员充分协商,将协商的结果全部记录在模具设计任务书上。任务书记录对模具设计各技术项目的研究结果,是模具设计工作的依据,也是今后模具设计审核的依据。
(2)拟定设计方案
1)注射成型工艺的可行性分析:
①接受注塑件图或实物,应该明确塑料材料、生产批量、尺寸精度与技术条件,了解注塑件的功用及工作条件。
②了解注塑件材料的力学性能和热性能,以及与注射工艺有关的参数。
③审核注塑件的注射成型工艺性,讨论壁厚、筋、圆角、粗糙度、尺寸精度、表面修饰、脱模斜度、形状和嵌件等的可行性。
④计算出注塑件的体积和质量。
2)确定设计方案。通过边计算、边绘草图的方法来拟定模具设计方案,至少有两个方案进行分析比较。需要讨论的内容及大致步骤如下:
①确定型腔数目及选择注射机型号;
②确定分型面及考虑排气措施;
③决定模具的总体结构、凹凸模的结构,同时考虑模具制造工艺的可行性;
④拟订注射工艺方案,确定注射各阶段的时间、压力、温度及速率;
⑤设计浇注系统,确定浇口形式和位置,决定主流道、分流道和冷料井的形式及尺寸;
⑥脱模机构设计;
⑦侧向分型及抽芯机构的设计;
⑧导向机构设计或确定所选用的标准模架;
⑨冷却系统设计;
⑩确定模具与注射机的联接。
(3)绘制装配图和零件图 装配图按工作位置布置,以先里后外、由上而下的次序进行。即先绘注塑件、凹凸模,再绘浇注系统……两个或三个视图同时进行。其要求有:
1)按国家机械制图标准和注射模具图的习惯画法绘制;
2)反映全部零件并编序号,有详细的明细表,标注模具的外形尺寸与注射机的有关尺寸。
3)应有注塑件图或注塑件的轴测图;
4)注明技术条件,其内容有:叙述动作过程、模板的平行度要求、装配要求、试模要求、脱模行程、抽拔距、所用注射机型号;
5)零件图须按国家机械制图标准绘出。
二维的电子计算机绘图,提高了工程图的质量,也便于电子信息网络的快捷传递。
(4)编写设计说明书和模具使用说明书
1)设计说明书除了编入设计任务书、注塑件图、注射成型工艺可行性分析、设计方案讨论和说明外,还应有以下校核和设计计算的主要内容:
①模具与注射机有关参数的校核:
②型腔数目的确定计算;
③对浇注系统流道和注塑件的流程比校核,以及冷却时间的计算;
④型腔压力的估算和浇注系统的尺寸计算;
⑤成型零件制造尺寸的计算;
⑥模具型腔壁厚和垫板厚度的强度与刚度校核,以及型芯的偏移和变形计算;
⑦开模力和脱模力的计算,脱模顶杆直径与根数的计算;
⑧侧向抽拔力及斜导柱强度计算,抽拔距的校核及斜导柱长度计算;
⑨调温系统的热平衡和传热面积计算,水管的直径、长度和数量以及冷却水参量计算;
⑩弹簧的强度和刚度计算。
2)模具生产企业还需编写使用说明书,便于设计师对模具的生产者和使用者进行技术交流。注射模使用说明的内容有:
①注塑件的特征,塑料材料和注射工艺介绍。
②模具结构介绍。常附有:二维的模具正视装配图,型腔数和流道和浇口说明,定模和冷却管道示意图,注塑件脱模方式和动力说明。
③说明模具注射时的动作过程,标明脱模顶出距离和侧向抽拔距离。
④列出模具使用的注意事项,说明模具上各机构正常运行的调整要求。
⑤说明模具的保养,提出模具存放前的检验和保养的要求。
《塑料注射模技术条件》GB/T 12554标准,是编写模具使用说明书的准则。
(5)设计审核 模具设计中的差错和疏忽会影响注塑件质量,延误交货。全面和认真审核,可保证优质模具生产。审核要确保:模具设计计算和结构合理、全套图纸无差错、模具加工和注塑件生产经济且可行。审核可按技术项目或专业分别由多人承担,并作审核记录。
审核内容一般可包括:
1)模具质量与寿命、注塑料制品质量是否符合用户要求,注射机选用是否正确;(https://www.xing528.com)
2)有关模具基本结构合理性,该模具各组成系统和机构是否合理可靠;
3)对设计图的审核,应要求装配图和零件图表达清楚,尺寸及精度标注准确无误,技术要求全面合理;
4)模具加工工艺审核,应检查零件加工可行性,模具装配方便,有调整余地,并适合模具车间加工条件。
3.现代的注射模设计过程
现代的注射模设计是以电子计算机的三维造型为特征,将计算机辅助工程、辅助设计及制造联成一体的设计过程。近年来,基于电子计算机性能提高和普及、基于CAE/CAD/CAM实用软件发展并智能化、基于数字控制的电加工机床、铣床和加工中心普遍使用,现代注射模设计逐步形成和完善。图4-59描述了现代的注射模设计的内容。注射模设计的实用计算机软件使设计过程有了重大变革。
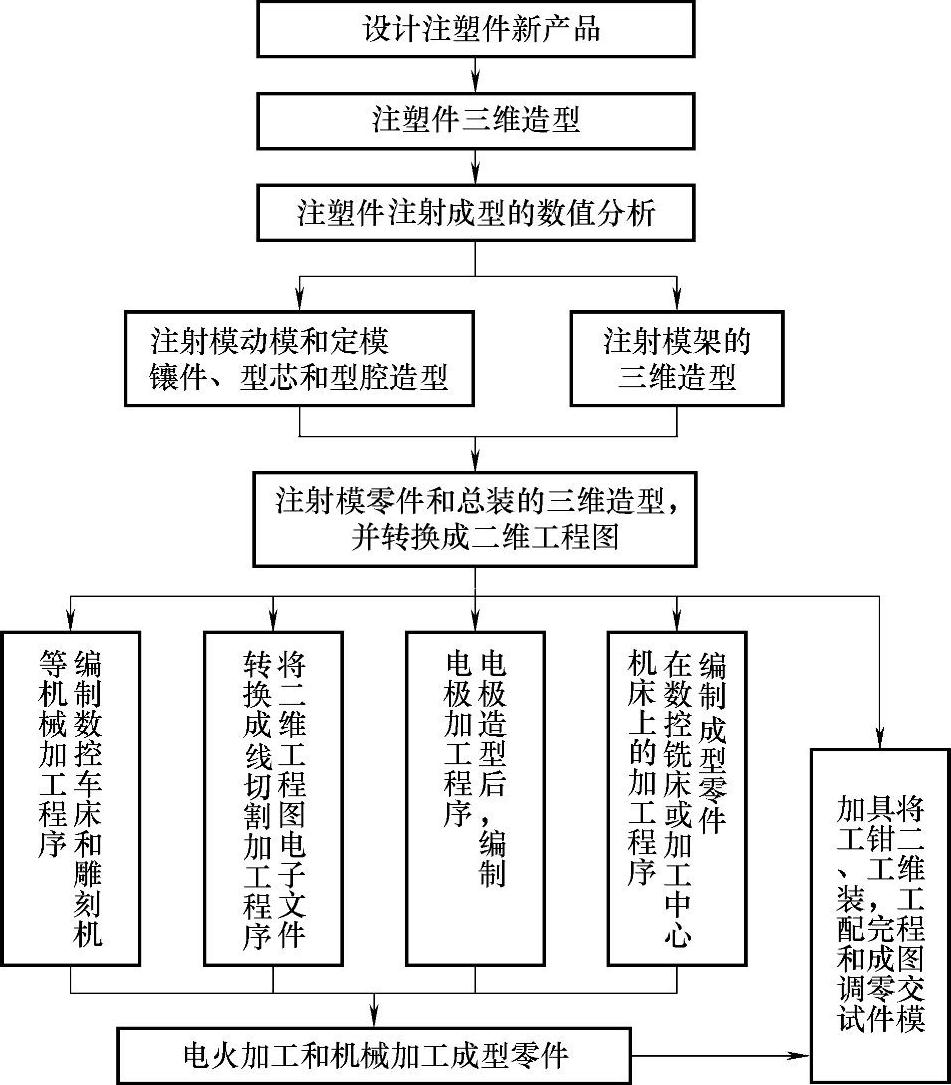
图4-59 现代注射模设计过程
(1)注塑件的设计造型 长期以来,注塑件按使用的功能和性能要求,选用塑料材料后,经结构设计描绘在二维的工程图上,并依照工程图设计和生产注射模。现代的注射模设计必须有注塑件的三维造型,其特点如下。
1)能给出直观的形象、详尽准确的注塑件形状和结构;能给注塑件设置脱模斜度,方便检测壁厚的均匀性。
2)为注射模的三维设计和注射成型的数值分析,提供三维造型的数据文件;为创建分型面、型芯和型腔的成型零件提供基础;为注射成型的分析,提供有限元网格划分的形体。
3)三维造型的注塑件,可由软件系统生成二维工程图,但需逐一标注尺寸和偏差。
4)在各种机电产品设计中可对若干注塑件(或者若干注塑件与金属件)进行三维的装配体造型,可以检查相互的干涉;但对零件间的配合与公差,电子计算机不能辅助。
(2)塑料制品注射成型的数值分析
1)将单个三维注塑件引入分析软件的系统,可设置单个或多个塑料熔体注入点。塑料制品注射成型的数值分析,对注塑件设计有如下的引导和校核作用。
①检查大型注塑件的流程比,确定合理的壁厚。
②检查气囊和熔合缝的位置,确定浇口数目和位置。
③分析软件有自动寻找最佳浇口位置的功能。
2)将单个或多个三维注塑件引入分析软件的系统,甚至可将几个不同的注塑件引入分析系统,对模具的注射成型的数值分析,要进行如下的操作。
①由分析软件的浇注引导模块,输入参数,添加浇注系统的主流道、分流道和浇口,也可直接造型,还可以将流道系统设置为加热状态。
②由分析软件的冷却引导模块,输入参数,添加冷却管道,也可直接造型,并设置冷却水的温度和流量参数。
③启用分析软件的塑料材料库。可查阅世界著名供应商的各种塑料品种的力学、流变学、热力学性能和注射工艺条件。调用注塑件设计的材料,作数值分析。
④现有注射成型的数值分析软件,对浇道和冷却管道,采用二维圆柱体的有限元网格划分。对成型注塑件型腔,可选用中性层、表平面或三维的网格划分。不同网格划分,得到的数值分析结果的项目不同,精度也有差异。
3)塑料制品注射成型的数值分析,对注射模设计和注射工艺成型有引导和校核作用。
①可检测在一定注射压力和注塑速率下的塑料熔体流动充模,预测到保压压力下的型腔压力,检察到气囊和熔合缝的分布,以改善浇注流道和浇口的设置,优化注射成型工艺,必要时修改注塑件的设计和塑料材料的选择。
②可在一定的冷却水供应参数和管道布置下,检测注塑件上温度分布和固化过程,以改善冷却系统设计。
③可预测到注塑件上各位置在各方向的收缩和变形,以修正注塑件设计,优化注射成型工艺,改善浇注系统和冷却系统设计,减小翘曲变形量,使注塑件的尺寸和形位精度达到要求。
众所周知,对注射模进行计算机模拟,是流动和冷却分析的先进和有效方法。现代的注射成型计算机辅助工程CAE(Computer aid engineering)软件,能辅助注射制品和模具设计。它是决策性的软件,将注塑件设计、模具设计、注射工艺拟订和试模、注射,依次进行数值分析,并可进行反复修改逐步优化,直观地在计算机屏幕上模拟出实际成型过程,预测注塑件设计对产品的影响,直接观察到注塑件上熔合缝和气囊的位置,预见注塑件成型时剪切速率、温度场和压力场,判断注塑件上密度不足、凹陷和注不满等缺陷,为改进注塑件和模具设计提供科学依据。
计算机模拟的前提是计算机造型,应让计算机获知注塑件和浇注系统所有形体和尺寸的信息。然后,用有限元数值分析方法将形体离散化,进行网格划分。常用的是二维流动模型的分析方法。将三维的注塑件展平,有分支地展成若干个流程,分解为圆管件、圆板件、平板件或圆环板件相串联。因为注塑件是薄壁板的组合件,二维的计算机浇注系统模拟应用广泛。在应用CAE软件辅助设计注塑件和模具时,对分型面、浇道的分布和尺寸、浇口的形式和位置,设计师应该有所考虑。
现有的分析软件的三维造型功能较差,但各种三维软件造型的注塑件,经文件格式的转换,大多能被分析软件读出并分析。注塑件被自动网格划分后,当有限元单元的联通域、定向、重叠和匹配率等各项网格指标不合格时,就需要人工修补。这是一项费时的技术操作。图4-60是一模两件铰链盖流动充模分析前的网格化图形。分析完成后,可生成报告文件,可在没有分析软件的微机上读出。
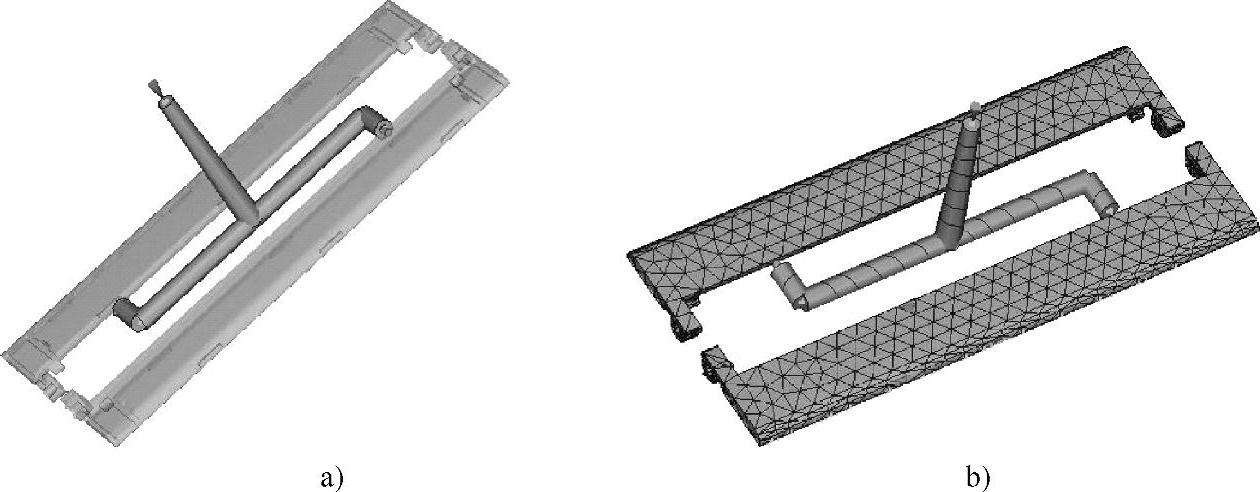
图4-60 一模两件的成型制件网格化
a)浇注系统造型 b)注射成型制件网格化
(3)三维的计算机辅助机械设计和制造20世纪80年代,计算机辅助设计CAD技术,逐步由二维向三维过渡。电子计算机的三维设计符合机械设计的空间思维过程。设计者可借助计算机将人脑思维中的机械零件和它们的装配,转变为可视的、可分析的、可修改的和可模拟机械切削加工的实体模型。
三维的CAD软件用参数化(各种图形和形体描述参数化)和基于特征的实体建模,将各种零件的许多特征,经过叠加、相交和切割等操作,编辑成型,与设计思维和零件的加工过程吻合。
早期的三维的计算机辅助机械设计和计算机辅助机械制造软件是分别编制的。有的是面向数控切削加工,辅助编制刀具轨迹等加工程序。它有三维造型和编辑的功能。有的是面向大型机械工程设计,不但有三维零件造型和装配设计功能,也使CAD和CAM一体化。
随着三维软件的发展和版本更新,随着微型计算机性能提高、功能不断扩充并向着集成化方向发展,集成了工程图绘制、有限元分析和运动机构分析等功能。进入本世纪,三维集成的CAE/CAD/CAM软件在相互竞争中,又向智能化和专业化方向发展。
(4)注射模三维设计的智能化 各种三维数字模型的集成化CAE/CAD/CAM软件,向专门化方向扩展,继而又发展了弹簧和齿轮等常用件的参数化设计,用特征建模发展了螺栓联接等标准件的调用数据库。
模具设计专门行业,面对单件无批量的生产,存在繁重的设计工作量,有大批的设计人员。模具零件主要在电子数字控制的电加工机床、数控铣床和加工中心机床上加工。三维设计软件按常规操作,设计造型模具零件后又装配汇集,需要调用大量菜单;高频率的鼠标点击,有较长的设计周期和繁重的操作。智能化的注射模和冷冲模设计等模块发展成功,可提高三维模具设计的效率。
注射模智能化设计的外挂模块,主要具有如下功能。
1)提供各专业厂商的各种三维模架的数据库,并能参数化建模;提供顶杆、回程杆、定位圈和浇口套等常用件的三维造型的数据库。
2)对注塑件除脱模斜度的处理外,还有收缩率计算和分型面的定义。
3)引导外侧滑块机构设计。
4)引导内侧滑杆机构设计。
5)引导浇注系统的设计。
6)引导冷却系统的设计。
7)对注射模各零件的干涉检查和开模仿真。
注射模的智能化设计,一方面在注塑件脱模斜度和收缩率三维处理后,定义分型面,继而建立动模和定模的镶块(图4-61成型镶块),同时完成了型芯的建立和型腔成型件的造型;另一方面,建立模架集成,同时完成模板、导柱和导套的造型。然后,将模板切割出凹腔后,把动模和定模的镶块编辑进模架,如图4-62所示。在计算机智能化程序引导下,添加定位圈和浇口套,建立外侧滑块机构和内侧滑杆机构,模板上挖出流道和浇口,挖出冷却管道,在模架里调节顶杆长度。最后完成成型零件的数控加工的编程,并将部分零件和总装图转成二维工程图。
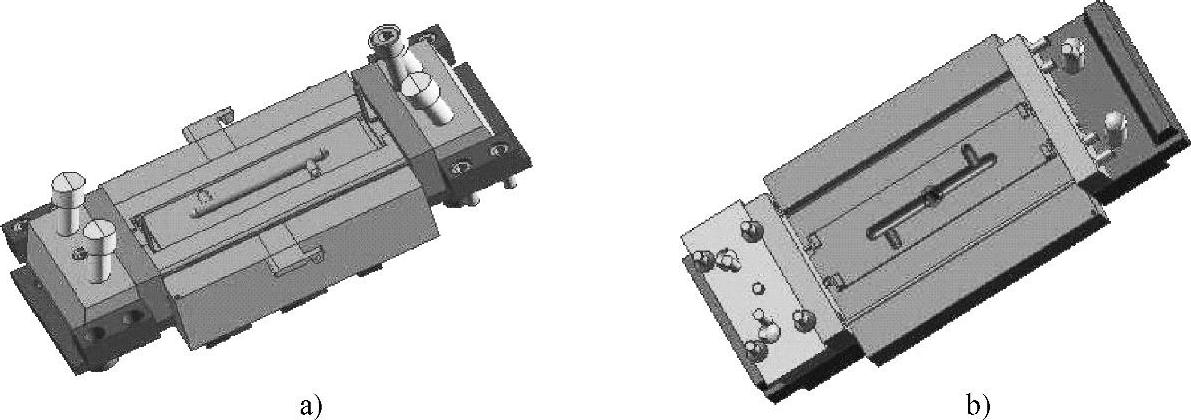
图4-61 建成的成型镶块
a)动模的镶块 b)定模的镶块
但是,目前的智能注射模模块,尚不能引导结构复杂的模具设计,在成型零件的工作尺寸计算时,单纯考虑注塑件的收缩率,没有考虑模具上型芯和型腔磨损,没有考虑模具可动零件磨损对成型注塑件的尺寸精度的影响。智能化计算机设计,还只是辅助模具设计。
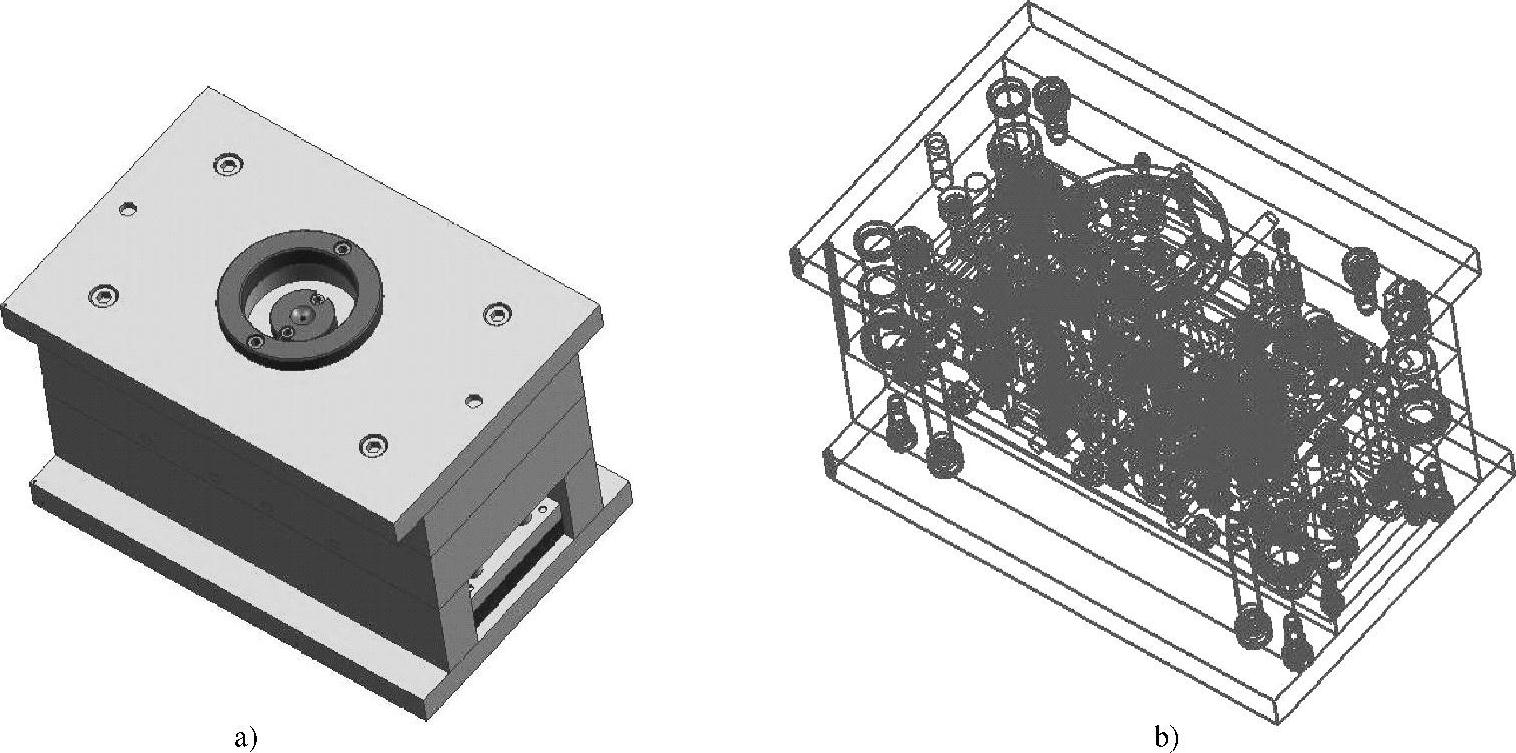
图4-62 与模架集成建成的注射模
a)外观 b)透视线框
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。