



影响注射成型质量的因素很多,在塑料原材料、注射机和模具确定后,注射工艺条件的选择与控制便是决定制品质量和生产率的主要因素。这里就物料温度、压力和时间的合理选择,进行一般性讨论。
1.物料温度
要区分塑料注射加工的注射温度和塑化温度。合理选择注射机料筒和喷嘴温度,保证塑料熔体在充填模具型腔时有适宜的流动性能。
(1)注射温度 注射温度是从注射机喷嘴射出的熔体温度。熔料的注射温度在流动充满模具型腔的过程中是不断下降的。下降的速率与模具型腔壁面的温度有关。表3-28列示了部分塑料熔体的注射温度与模具型腔壁的温度。塑料熔体是假塑性的非牛顿流体,它的黏度不但依赖温度和压力,还与流动剪切速率有关。因此,分析判断塑料熔体在模具中的温度分布和变化,最有效的工具是计算机辅助注射流动的数值分析和模拟。为调整和控制注射温度,可参考图3-36。该图列举有注射温度变化对注射成型工艺和制件质量的影响。
表3-28 部分塑料熔体的注射温度与模壁的温度

注:GR—玻璃纤维增强。
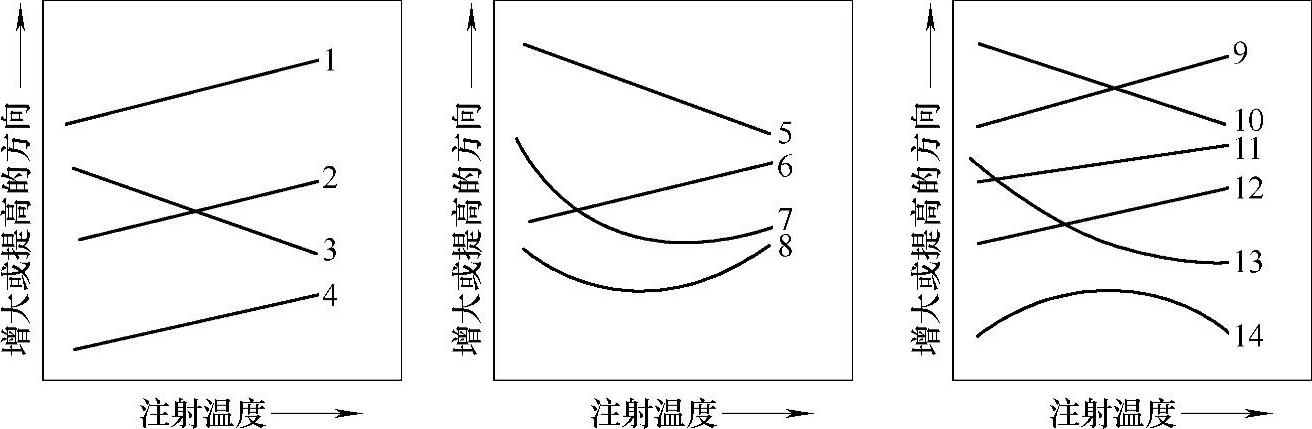
图3-36 注射温度变化对注射成型工艺和制件质量的影响
1—渐变(低压缩比)螺杆的塑化量 2—突变(高压缩比)螺杆塑化量 3—充模压力 4—充模流程长度 5—料流方向的冲击强度 6—与料流垂直方向的冲击强度 7—料流方向的收缩率 8—与料流垂直方向的收缩率 9—结晶型塑料的密度 10—通过浇口的压力损失 11—热变形温度 12—熔合缝的强度 13—料流方向的弯曲和拉伸强度 14—取向程度
(2)料筒和喷嘴的塑化温度 料筒和喷嘴加热是使塑料塑化和流动,但不能产生热分解。因此,料筒和喷嘴温度应控制在塑料流动温度Tf或熔点Tm,至塑料的热分解温度Td之间。料筒温度的分布,一般从料斗到喷嘴由低到高,以使塑料的温度平缓上升让其均匀塑化。
柱塞式注射机中塑化热量主要依靠热传导,因此要设定较高的料筒温度,比螺杆式的料筒温度高10~30℃。由于螺杆剪切塑化有较多的摩擦热,为防止塑料过热分解,有时靠近喷嘴前段的温度,略低于中段的温度。注射时塑料熔体在螺杆或柱塞的高压下高速通过喷嘴小孔,会产生摩擦热,使熔体温度升高约摄氏十度左右。因此,喷嘴设置温度通常略低于料筒的最高温度。表3-29是一些塑料的料筒和喷嘴设置温度的推荐方案。
表3-29 一些塑料的在螺杆式料筒和喷嘴处的温度设置
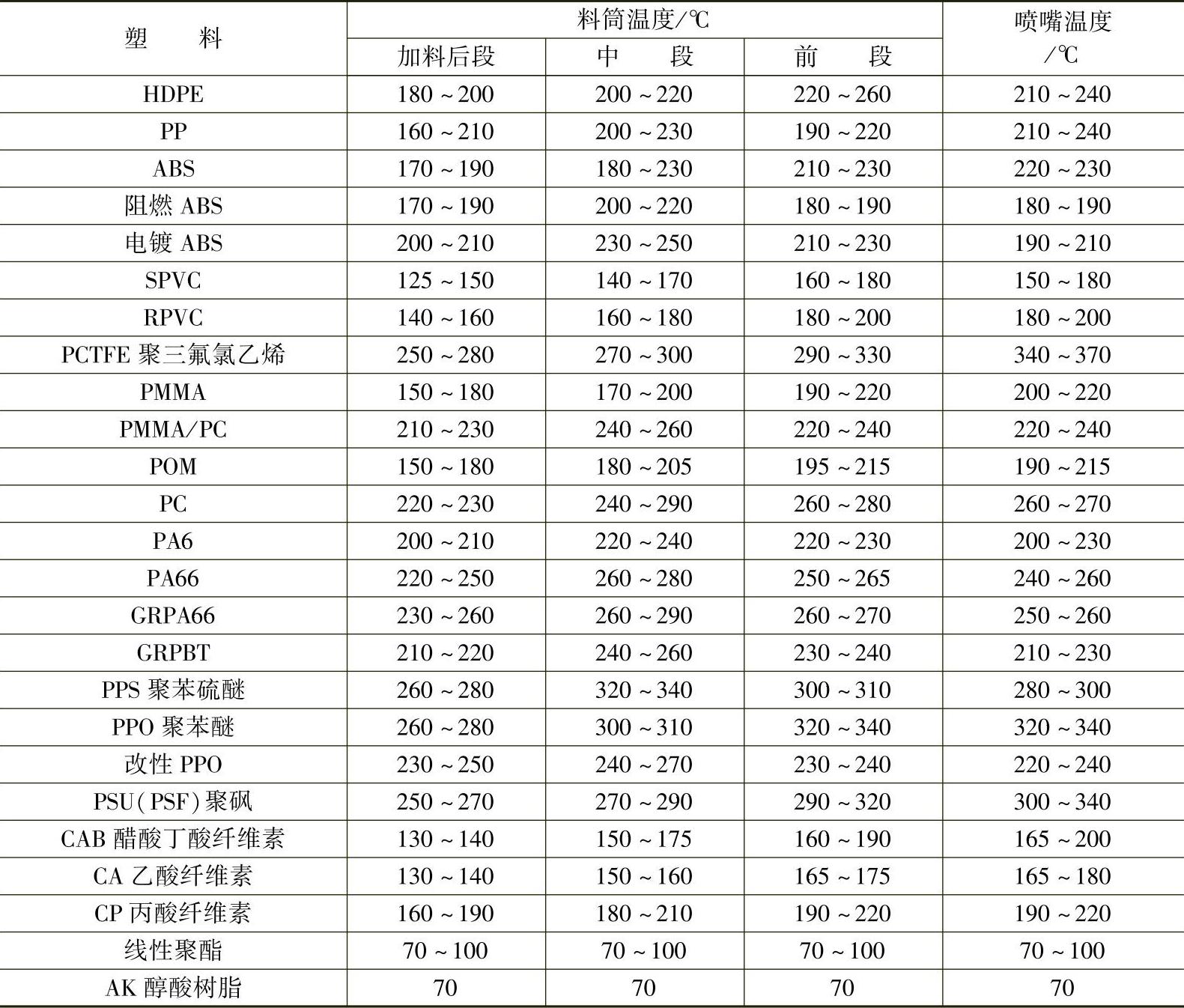
选择各种塑料适当的料筒和喷嘴设置温度时,还有以下的提示。
1)对于无定形的塑料,一般有较宽的注射温度范围,可用较低的料筒和喷嘴加热温度。可用提高注射速率方法,降低熔体黏度。对于结晶型塑料,注射温度的范围较窄,要严格控制料筒和喷嘴加热温度,避免发生热降解。
2)对于各种无机矿物质和纤维充填的塑料,视添加剂的比例,为提高熔料的流动性,要用较高的料筒和喷嘴温度。但对添加有机染料的塑料,加热温度要严格控制。
3)对于热敏性塑料例如聚氯乙烯和聚甲醛等,以及添加阻燃剂塑料,要严格控制料筒和喷嘴加热,应取较低设置温度。为防止塑料热降解,还必须控制其保持熔体状态的时间,这对用热流道注射成型尤其重要。
4)对于注射成型薄壁长流程复杂制品时,熔体流程比较大,要用较高的料筒和喷嘴加热温度,保证熔料能顺利流经狭长的型腔间隙。对带有金属嵌件的制件也需要较高的注射温度。厚壁注塑件的熔体注射温度可以低些,料筒和喷嘴设置温度选择下限。
5)为了避免喷嘴头的流涎现象,可以让加热温度略低于机筒的最高温度。但是,低黏度的结晶型塑料只能用阀式喷嘴。
2.塑化计量
固体粒状塑料在注射机的料筒内经压实、加热、剪切及混合等作用后,转变成熔体的过程称为塑化。物料经过塑化,要求达到所需的成型温度,具有合适的流动性;而且塑料熔体内必须组分均匀、密度均匀、黏度均匀和温度分布均匀,还要尽量避免聚合物及添加剂热分解,热分解物的含量应尽可能少。这样才能保证熔体顺利注射充填模具型腔,才有可能获得质量合格的塑料制品。
(1)螺杆式塑化 塑化质量主要由塑料的受热状况和所受的剪切作用决定。往复移动螺杆式注射机,螺杆转动对物料产生剪切作用,以机械力强化了塑化过程,同时又有摩擦热的生成,因而对塑料的塑化效果比柱塞式注射机要好得多。塑料在螺杆式注射机内熔融塑化过程,与螺杆式挤出机内的熔融塑化过程类似。但两者存在差异:挤出机料筒内物料的熔融是稳态的连续过程,移动螺杆式注射机料筒内,物料的熔融是一个非稳态的间歇式过程;在注射螺杆的塑化过程中,螺杆边旋转边后退,存在可调节的液压缸背压,螺旋槽的物料固体床解体比挤出螺杆早;在料筒前端的塑化熔料压力下,旋转螺杆后退时,存在有一定的反向压力流和漏流。
对于柱塞式注射机,固态塑料粒子在料筒内受到柱塞的推力,几乎不受剪切作用。塑化所需的热量,其大部分源自装有加热装置的高温料筒。塑料的热导率低,热传导很慢。在料筒径向方向上物料温度分布不均匀,近料筒壁的物料温度偏高,料筒中央的温度偏低,而且没有混合和剪切作用,塑料熔体的组分和黏度的均化程度低。在料筒的轴线上,柱塞对物料的压力,经过固态和半固态的粒子后,才传递到塑料熔体,因此,射出塑料熔体的温度不超过加热料筒和喷嘴的温度。而螺杆塑化的压实、剪切、混合和输送作用强,均化效果好。因此,射出塑料熔体的温度会超过料筒和喷嘴的加热温度。
计量是将塑化好的熔体定温、定压和定量射出料筒所进行的准备过程。这个计量过程是由注射机控制螺杆或柱塞,与塑化过程同时完成。计量的准确性不仅与注射机的控制系统精度有关,而且还受料筒和螺杆的几何要素的影响。很显然,计量精度越高,获得高精度的制品的可能性越大。
塑化能力的计算,可使用挤出理论中螺杆均化段的熔体输送能力的计算公式。常规螺杆塑化的熔料输出取决于正向流率QS。在注射机塑化时,螺杆承受有背压pb,又有压力流流率Qp和漏流流率Ql,见图3-37。完整的塑化体积流率有下式:
Q=QS-Qp-Ql (3-18a)

式中 Q——螺杆塑化的体积流率(cm3/s);
D——螺杆的直径(cm);
h3——螺杆均化段的螺旋槽深度(cm);
n——螺杆的转速(r/s);(https://www.xing528.com)
θ——螺杆螺纹的升角(°);
e——螺杆上螺棱的轴向宽度(cm);
L3——螺杆均化段轴向长度(cm);
pb——注射液压缸给螺杆的塑化背压(0.1MPa);
δ——螺杆与料筒的间隙(cm);
ηh——螺杆的螺旋槽塑料的黏度(kg·s/cm);
ηδ——螺杆与料筒的间隙δ中塑料的黏度(kg·s/cm)。
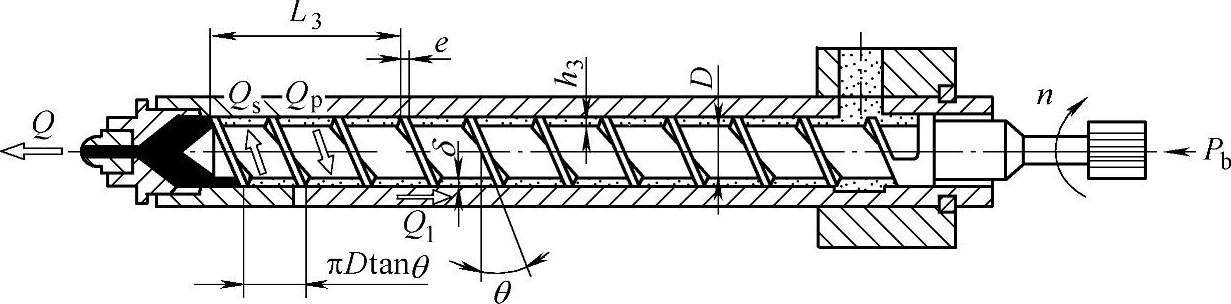
图3-37 注射机螺杆塑化的流率和几何参数
由式(3-18)可知,均化段的几何参数对输出的体积流率和背压的影响:
1)在无背压的情况下,pb=0,则Qp=Ql=0。塑化量Q=QS,它与螺杆转速n和螺旋槽深h3成正比。
2)当螺杆与料筒的间隙δ=0,可略去漏流流率Ql。压力流流率Qp是螺旋槽深h3的三次方关系。槽深h3虽可提高输出流率Q,但使背压pb的调节作用减弱。
(2)热均匀性 塑料在柱塞式注射机中只依靠柱塞推动,几乎没有混合作用。物料的温度升高主要来自料筒的热传导。如图3-38所示,由于塑料的导热性能差,致使料筒壁附近的物料温度高些,料筒中央的物料温度低。此外,熔料在料筒中央处的流速高于外层,中央处物料在料筒中的停留加热时间短,这将进一步扩大径向温差。用这种温度分布不均匀的熔体成型的塑料制品,会有诸多的质量问题。料筒中装有分流梭后,仍然存在温差。因此,柱塞式注射机的料筒和喷嘴的加热温度要高些,让中央处的物料也能熔融。但这易造成料筒壁附近的物料热分解。如果延长物料在料筒中停留时间,则会降低注射生产率。在螺杆式注塑装置内,由于螺杆的剪切和混合作用,加速了料筒的热传导并产生摩擦热,物料升温快而且温度均匀。在塑化时螺杆的转速提高,剪切作用强烈时,物料的温度会超过料筒和喷嘴的加热温度,见图3-38所示。
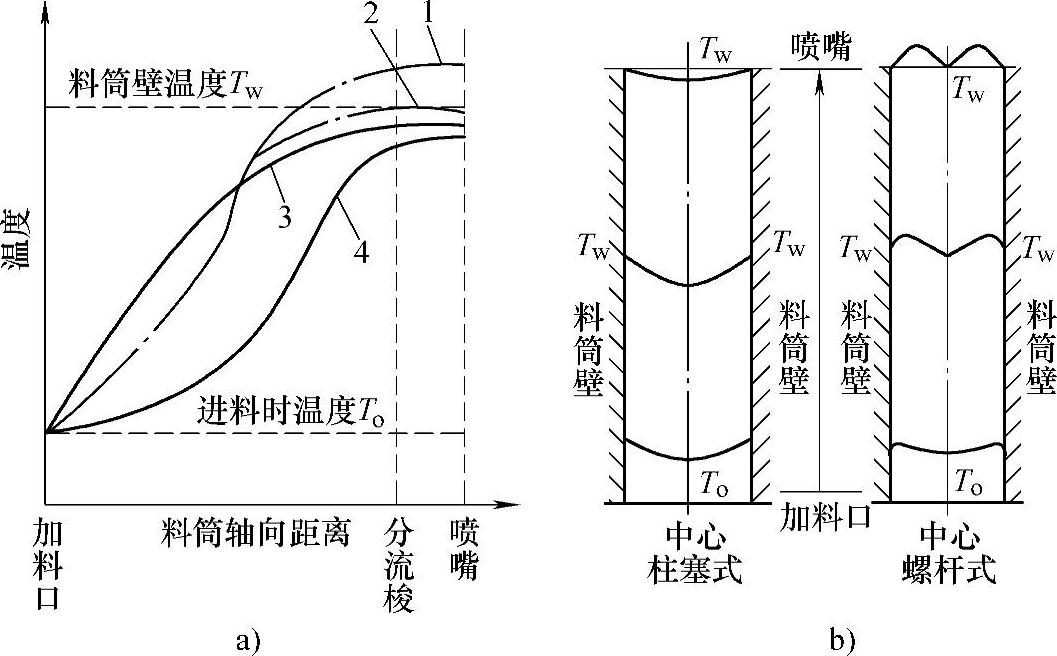
图3-38 注射机料筒内塑料的温度变化曲线
a)轴向温度分布 b)径向温度分布 1—剪切作用强烈的螺杆式注射机 2—剪切作用平常的螺杆式注射机 3—柱塞式注射机的料筒壁附近 4—柱塞式注射机的料筒中央
3.背压压力和螺杆转速
背压压力和螺杆转速是不容忽视的工艺参数。保证各种塑料物料有优良的塑化质量,又有恰当的塑化时间,要考虑众多的因素。
(1)背压压力 背压压力是螺杆在预塑成型物料时,对其前端汇集的熔体所施加的反压力,也称塑化压力,简称背压。增大背压可驱除物料中的气体,提高熔体的密实程度。螺杆前端熔体的内压力增大后,螺杆后退速度减小,螺杆对物料的剪切作用加强,摩擦热量增多,熔体温度上升,塑化效果提高。
以式(3-18)分析,单增大背压pb会增加压力流流率Qp和漏流流率Ql,使塑化能力下降,必须同时提高螺杆转速n,才既能提高塑化效果,又提高塑化能力。背压增大后螺杆后退移动速度减慢,塑化时间延长是必然的。但物料塑化应该在注塑周期内完成计量。
背压的大小与塑料品种、喷嘴种类和塑化加料方式有关,并与螺杆转速相对应。螺杆的传动额定功率是有限的,过大背压和转速,会使螺杆转矩不足,传动系统过载。因此有以下三方面考量。
1)采用直通式喷嘴和后加料方式塑化时,开放式喷嘴在较长时间处于对空状态,容易发生流涎现象,因此而应该用较小背压。采用阀式喷嘴和前加料方式时,背压可取大些。
2)对于热敏性的塑料,例如硬聚氯乙烯、聚甲醛和聚三氟氯乙烯等,为防止塑化时剪切摩擦力过大引起热分解,背压应尽量取小值。
3)对于高黏度的塑料,例如聚碳酸酯、聚砜和聚苯醚等,在一定的背压下,螺杆以低转速高转矩剪切塑化。背压应随塑料品种调节大小,但不宜使用过大背压,以防止螺杆的传动功率超载。
(2)螺杆转速 塑化时螺杆的转矩和旋转速度是物料在输送中被剪切和混合的原动力。螺杆转速影响塑化能力和塑化效果。一般首先以塑料熔体的黏度考虑螺杆的转速。低黏度物料的转速较低。但是,它与背压、转矩和塑化能量有以下三方面的复杂关系。
1)提高螺杆转速增大塑化能力,缩短塑化时间,但是对塑化效果是不利的,会使物料的混合和均化质量下降。必须给以一定的背压,保证足够塑化时间,补偿塑化质量。
2)螺杆转速提高后,更大的传动转矩给力物料输送和剪切混合。背压提升也会提高螺杆的工作转矩。
3)在高转速、大转矩和高背压作用下,螺旋槽中物料剪切产生热量增大,熔料的塑化温度提升。在塑化能量中,机械剪切能量大于料筒外加热能。为防止熔体过热,可适当降低料筒加热温度。
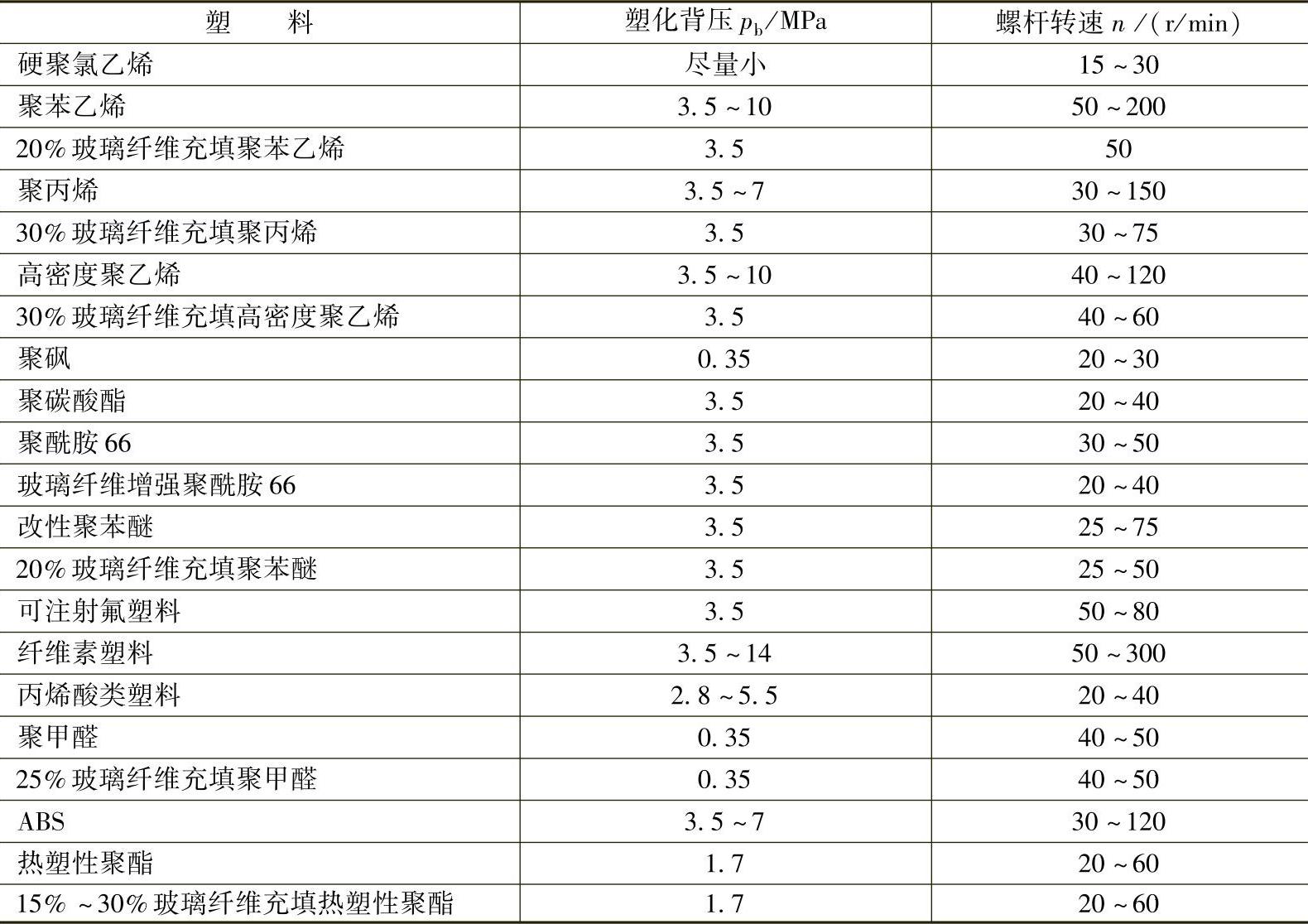
通用注射机的塑化装置,按塑化热塑性塑料的黏度所需转矩设计螺杆直径。再按塑化速率(螺杆应有的圆周速度v=0.4~1.5m/s),由机械传动提供相应的加工转速。因此,加工人员理应选择的圆周速度v,根据螺杆直径确定转速n。对于直径为50~70mm的螺杆,常用注射机能提供的螺杆最高转速为400~500r/min,最大背压为20~30MPa,已经能满足各种热塑性塑料塑化所需的机械能。表3-30可供选择螺杆转速和塑化背压参考,但要以正确使用喷嘴类型和加料方式为前提,还需考虑塑料品级和塑化温度,权衡塑化能力和质量,进行修正调节。
表3-30 部分塑料的背压和螺杆转速(推荐)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。