



塑料熔体在注射成型流动过程中的黏度变化极为复杂。本节陈述聚合物熔体的非牛顿性和流变曲线的测定和解读。

图2-5 剪切流动的层流模型
在剪切流动中,按剪切应力与剪切速率的关系,可以分为牛顿型流动和非牛顿型流动。
1.牛顿型流动
流体流动时,内部抵抗流动的阻力称为黏度。它是流体内摩擦力的表现。为了研究剪切流动的黏度,可将这种流体的流动简化成图2-5所示的层流模型。
图2-5所示的稳定的剪切流动出现在塑料熔体的注射过程。采用直角坐标系,y=0处流体是静止的。y=h处的流体则以与上平面相同的速度vmax沿x方向运动。此种流动发生在两平行板间的窄缝之中。假如采用圆柱坐标系,对于圆柱中央r=0处,流体以vmax沿x方向运动。在管壁上(r=R)流动是静止的。此种流动是发生在压力作用下圆管道中的剪切流动。
将这种切变方式的流动,可看作许多彼此相邻的薄液层沿外力作用方向进行着相对移动。图2-5中的F为外部作用于面积A上的剪切力。F克服面积A下各层的流体间的内摩擦力,使以下各层流体向右流动。单位面积上的剪切力称剪切应力,以Pa为单位。剪切应力τ是流动方向的单位面积的剪切力,反映了流体内摩擦的粘滞阻力,有

流体以速度v沿剪切力方向移动。黏性阻力和固定壁面阻力的作用,使相邻液层之间出现速度差。假定液层对固定壁面无滑移,与壁面接触的液层的流动速度为零。在间距为dy的两液层面的移动速度分别为v和(v+dv)。dv/dy(或dv/dr)是垂直液流方向的速度梯度,称为剪切速率,以 表示,其单位为s-1,有
表示,其单位为s-1,有
 或
或 (2-3)
(2-3)
设液体运动方向为x轴正向,运动距离dx与相应的移动时间dt之比为速度,v=dx/dt。速度梯度

因此,剪切速率γ·也可理解成间距为dy的液层,在dt时间内的相对移动距离,或者是在单位时间内剪切力作用下液体产生的切应变。
理想黏性流体的流动符合牛顿型流体的流变方程。遵循牛顿黏性定律的牛顿型流体,其剪切应力与剪切速率成正比。有

式中,比例系数μ为牛顿黏度,单位为Pa·s(1Pa·s=1N·s/m2)。它是流体本身所固有的性质,其大小表征抵抗外力所引起的流体变形的能力,反映了物料流体的流动性优劣。
剪切应力τ与剪切速率 的关系曲线,也称为流动曲线或流变曲线,如图2-6所示。牛顿型流动曲线是通过原点的直线。该直线与轴夹角θ的正切值是流体的牛顿黏度。即
的关系曲线,也称为流动曲线或流变曲线,如图2-6所示。牛顿型流动曲线是通过原点的直线。该直线与轴夹角θ的正切值是流体的牛顿黏度。即

牛顿流体的应变是不可逆的。纯黏性流动的特点,是在其应力解除后应变永远保持。牛顿黏度与温度有密切关系。真正属于牛顿流体的只有低分子化合物的液体或溶液,如水和甲苯等。
2.非牛顿型流动
图2-6所示的a和c流动曲线,流体的剪切应力和剪切速率之间呈现非线性的曲线关系。凡不服从牛顿黏性定律的流体称为非牛顿流体。这些流体在一定的温度下,其剪切应力和剪切速率之间不成正比关系。其黏度不是常数,而是随剪切应力或剪切速率而变化的非牛顿黏度ηa,如图2-7所示。

图2-6 各种类型流体的τ-γ·流变曲线
a—膨胀性流体 b—牛顿流体 c—假塑性流体
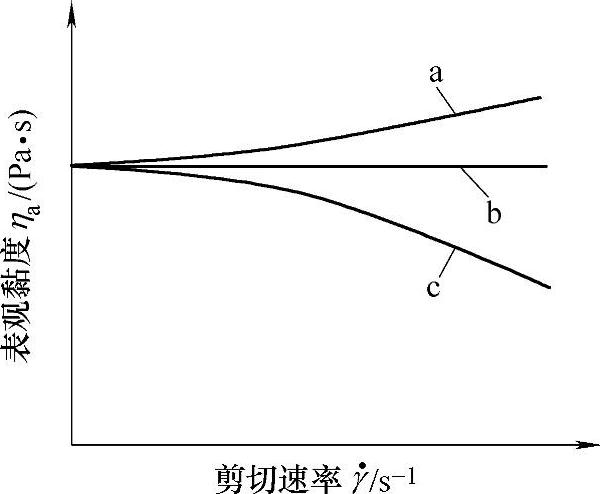
图2-7 各种类型流体的ηa-γ·流变曲线
a—膨胀性流体 b—牛顿流体 c—假塑性流体
假塑性流体是非牛顿流体中最常见的一种。橡胶和绝大多数聚合物及其塑料的熔体和浓溶液,都属于假塑性流体。如图2-6所示,此种流体的流动曲线是非线性的。剪切速率的增加比剪切应力增加得快。又如图2-7所示,此种流体的流变曲线,其特征是黏度随剪切速率或剪切应力的增大而降低,常说成是剪切变稀的流体。聚合物的细长分子链,在流动方向的取向使黏度下降。
膨胀性流体(如图2-6所示)的流动曲线,剪切速率的增加比剪切应力增大要慢一些。又如图2-7所示,此种流体的流变曲线,其特征是黏度随剪切速率或剪切应力的增大而升高,常说成是剪切增稠的流体。聚合物熔体与固体颗粒填料体系等属于此种流体。在较高剪切速率下的碳酸钙填充的塑料熔体具有膨胀性。在静止状态,固体粒子密集地分布在液相中,能较好排列并填充在间隙中。在高剪切速率的流动时,颗粒沿着各自液层滑动,不进入层间的空隙,出现膨胀性的黏度增加。
描述假塑性和膨胀性的非牛顿流体的流变行为,用幂律函数方程

式中 K——流体稠度(Pa·s);
n——流动指数,也称非牛顿指数。
流体稠度K值越大,流体越黏稠。流动指数n可用来判断非牛顿流体与牛顿型流体的差别程度。n值离整数1越远,则呈非牛顿性越明显。对于牛顿流体n=1,此时K相当于牛顿黏度μ。对于假塑性流体n<1;对于膨胀性流体n>1。
将幂律函数方程与牛顿流体的流变方程 进行比较,化成
进行比较,化成

令
得
式中,ηa被定义为非牛顿型塑料熔体的表观黏度(Pa·s)。
3.流变曲线
注射成型是在一定压力下的塑料熔体,经流动充填模具型腔而实现的。塑料熔体有比一般流体高得多的黏度,通常有102~103 Pa·s,并且有非牛顿的假塑性流体的特征。
生产中通常用黏度的相对值,来评估熔体的流动性。热塑性塑料熔体流动速率试验方法GB3682使用最普遍。熔体流动速率,是在一定温度和负荷下,10min通过标准口模的熔体质量。口模内径2.095mm,长8mm。负荷用的砝码及料筒自动控制的温度,均要按标准条件进行。熔体流动速率(g/10min),对应国外ASTM D1238标准,被译为熔体指数(Melt flow index)或熔体流动速率(Melt flow rate),缩写MFI或MFR。注射模塑料熔体的MFI为1~50g/10min。薄膜吹塑的MFI是0.3~12g/10min。

图2-8 毛细管流变仪
1—口模 2—聚合物 3—柱塞 4—料筒 5—热电偶 6—加热器 7—加热盘 8—支框 9—负重 10—机架
塑料熔体的流动速率测量方便,其仪器简单,数据容易获得。它是工业企业对熔体黏度的相对测定法。但此数据不能用于熔体流动的黏度、体积流率、剪切应力与剪切速率及流程压力损失的计算。塑料熔体的黏度特性要用流变仪测得。常用如图2-8所示毛细管流变仪,进行在压力作用下剪切流动有关流变参数的测定和分析。熔体流动速率仪的口模长径比比较小,L/D大约为4。而毛细管流变仪,L/D大致有20~40。前者是对挤出物称重得知流量,而流变仪上装有传感器,测出活塞杆的压力和位移,又经自动计时,可获知柱塞下降速度,推算出熔体流经口模的流量。它的载荷和柱塞速度有很大的调节范围。
恒定压力作用在柱塞上,把装在料筒里经熔化的物料从毛细管中挤出,测得柱塞下移速度,由流量、压力、温度和毛细管几何参量,获得如图2-9所示的流变曲线。
常见的有毛细管最大剪切应力τ与剪切速率γ·的关系曲线,如图2-9a所示。表观黏度ηa与 的关系如图2-9b所示曲线。
的关系如图2-9b所示曲线。
注射充模的热塑性塑料熔体的黏度不但与温度和压力有关,而且随流动的剪切速率γ·增大而下降,即有“剪切变稀”的现象。如图2-9b所示,表观黏度ηa随 增大而下降。因此,要用非牛顿流体的流变方程,以幂律指数n来描述。
增大而下降。因此,要用非牛顿流体的流变方程,以幂律指数n来描述。
熔体在圆管中流动时,若τ为管壁的最大剪切应力,有
 (https://www.xing528.com)
(https://www.xing528.com)
式中Δp——管道两端的压力差(Pa);R——管径(m);L——管道长度(m);
 为管壁上的剪切速率,也称为表观剪切速率,有
为管壁上的剪切速率,也称为表观剪切速率,有

式中,Q为体积流率。Q可用被充模的型腔体积V,与注射机常规充模时间t之比求得。

图2-9 聚丙烯的流变曲线
a)剪切应力τ-剪切速率γ·流变曲线 b)表观黏度ηa-剪切速率 流变曲线MFI=10.8g/10min毛细管L/D=40/1
流变曲线MFI=10.8g/10min毛细管L/D=40/1
近年来,国内在流道和型腔的充模流动分析的工程计算时,为方便应用流变数据,常用

式中,K′为表观稠度(Pa·s)。从流变仪测得的数据为表观的稠度、黏度和剪切速率。“表观”一词常冠以实验测定的流变参量。实验测定值在一定条件下,只能片面或局部地观察到流变参量,要经过修正,才能获知真实的稠度、黏度和剪切速率。用毛细管流变仪测定的非牛顿流体的流变曲线,需进行两项修正方能成为真实的流变曲线;一项是非牛顿修正,又称为雷比诺维茨修正;另一项是入口修正,又称为贝格里修正。
在未修正的 流变曲线上可获知K′。不过真实值与表观值相差不大,在工程计算时可以忽略差异。有关系
流变曲线上可获知K′。不过真实值与表观值相差不大,在工程计算时可以忽略差异。有关系

稠度K′与K相差不大,当n=0.1时

当n=0.9时

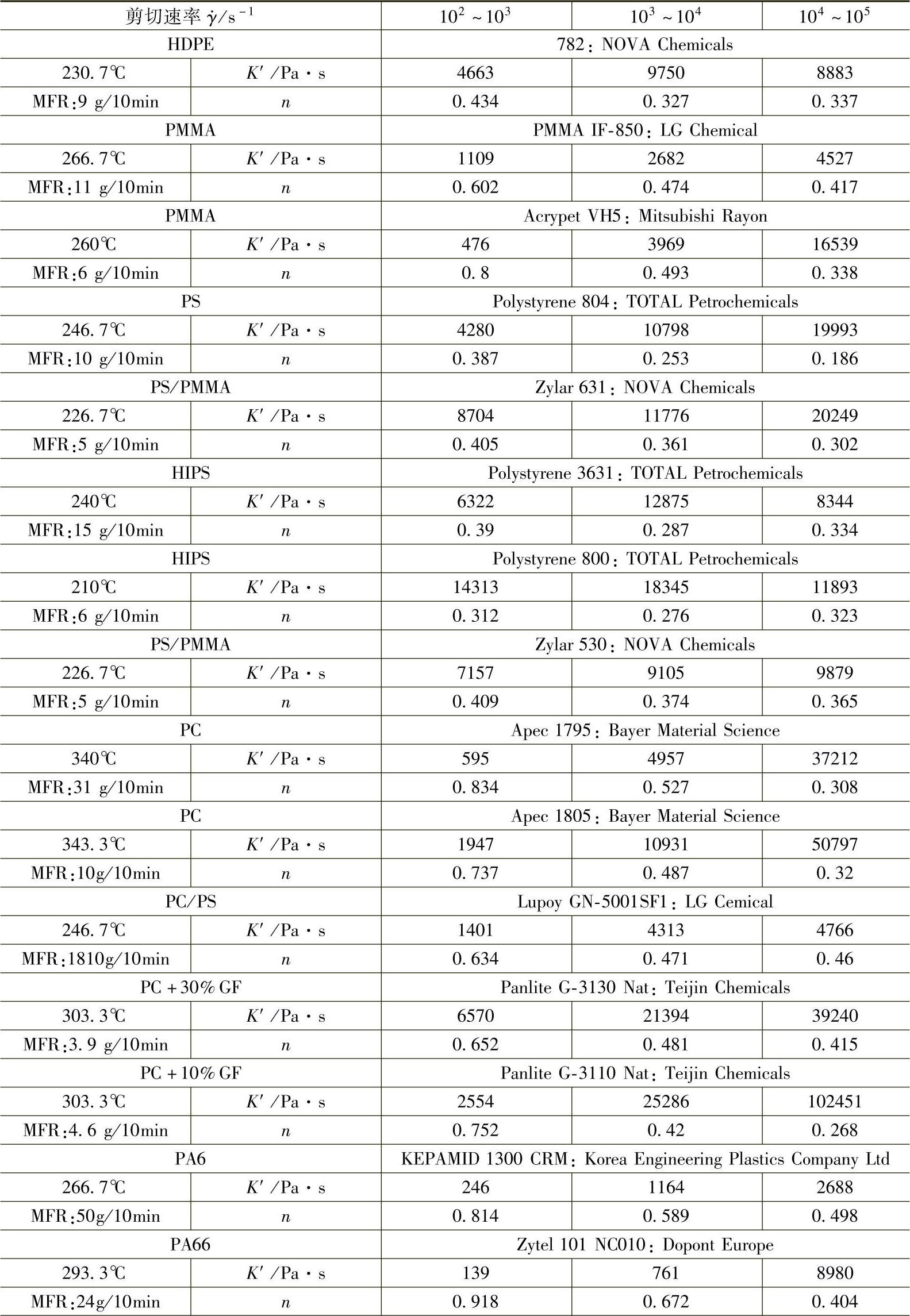
聚合物熔体在工程上的实用计算方程,用K′和n描述,也就是用流变的表观参量来进行运算。这样,数据不经修正处理,来源方便。工程上还习惯将剪切速率的范围Δ 内的流变曲线,视为小段直线。在此区间内有一定的表观K′和近似n值。如表2-5所列是我国20世纪末实测的表观稠度K′和幂律指数n的数据。熔体流变数据用N-m-s制单位,对于制品和模具设计很不方便,因此常用N-cm-s,单位黏度单位用N·s/cm2。表2-5中,表观稠度K′的单位为Pa·s(=10-4N·s/cm2)。
内的流变曲线,视为小段直线。在此区间内有一定的表观K′和近似n值。如表2-5所列是我国20世纪末实测的表观稠度K′和幂律指数n的数据。熔体流变数据用N-m-s制单位,对于制品和模具设计很不方便,因此常用N-cm-s,单位黏度单位用N·s/cm2。表2-5中,表观稠度K′的单位为Pa·s(=10-4N·s/cm2)。
表2-5 几种塑料熔体的表观稠度K′和幂律指数n

(续)

图2-10所示为ABS的ηa与γ·的流变曲线。国外各种品种和牌号塑料的流变数据已经大量问世,用先进的注射机上的流变仪(on-line measurement)测得,并储存于计算机的专业数据库中。用这种表观黏度ηa与剪切速率γ·的流变曲线,可以求出剪切速率某区间内的表观稠度K′和流动指数n,得到表2-6所列的数据后,可方便用于人工的流变学计算。

图2-10 ABS的表观黏度ηa与剪切速率γ·的流变曲线(MFI=13g/10min)
(1)从图2-10的ABS的流变曲线求得其K′和n的步骤
1)读220℃剪切速率γ·对应的黏度ηa值
对 ,读实际值和坐标区间值,将比值经指数运算。
,读实际值和坐标区间值,将比值经指数运算。
得
对 1,读实际值后,经指数运算。
1,读实际值后,经指数运算。
得
2)由两点的联立方程求解K′和n

代入后得
解此方程得n=0.316=0.32
代入方程得
3)校核后取平均值

剪切速率 在
在 至
至 区间内时
区间内时
n=0.32 K≈K′=2.91×104 Pa·s
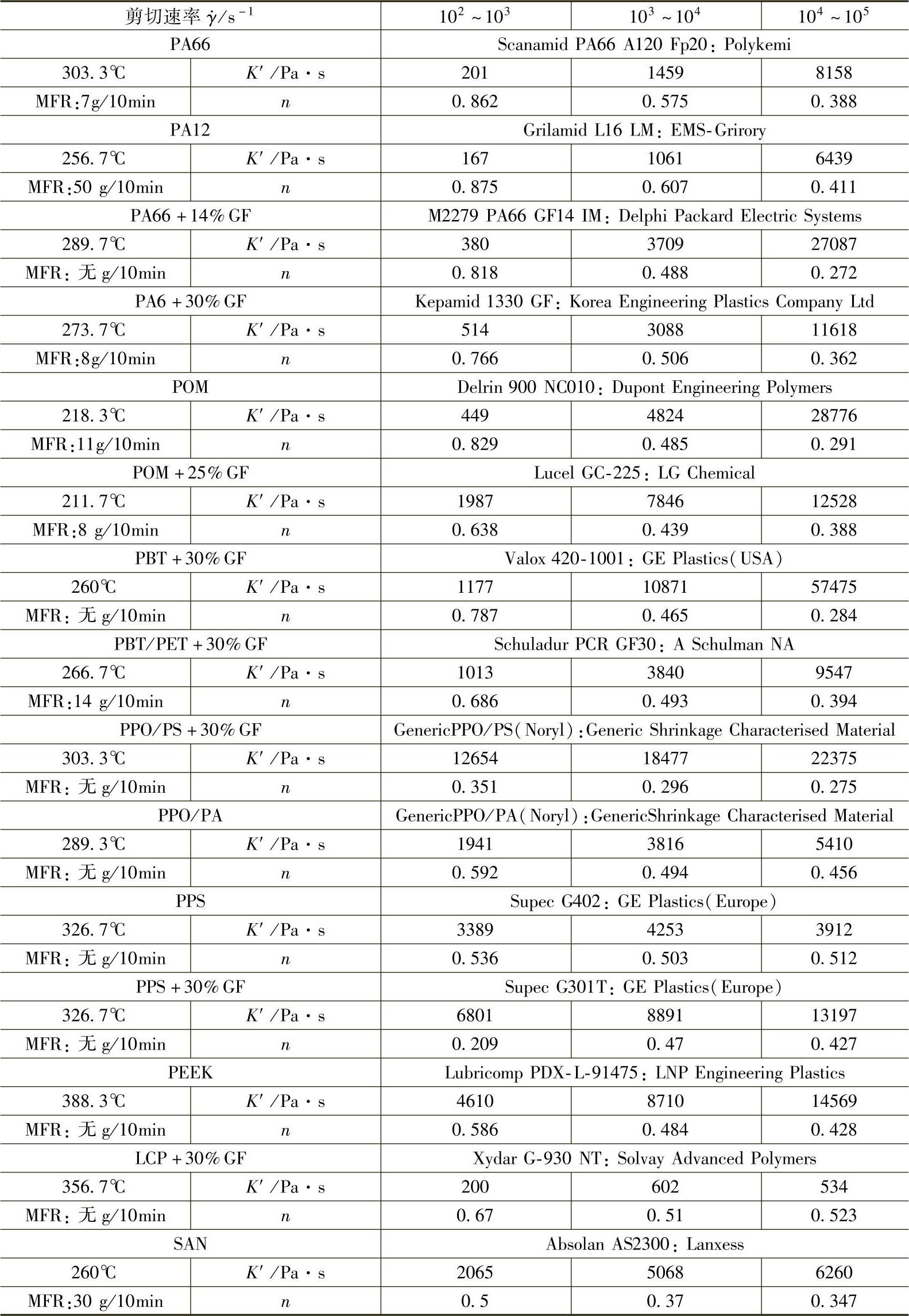
表2-6 一些国外生产塑料的表观稠度K′和流动指数n

(续)
(续)
(2)注塑件的设计与流变分析
在注塑件的设计中,应该将注塑件成型型腔和注射模具的浇注系统进行统一考虑,进行流变学和传热学的分析。现有的各种流动分析方法可以经人工计算,获知在充模过程中和流程各位置的体积流率、剪切应力与剪切速率、各段流程的压力损失,从而在以下两方面避免塑件形状和尺寸的不良设计。
1)要保证注射充模时熔体具有合理的剪切速率。塑料熔体在模具的通道间隙中剪切速率应为102~104s-1。过低充模速率会使熔体流动性变差;过高的剪切速率,在型腔内会出现湍流或涡流,会产生熔体喷射并且破碎,将成型废次的注塑件。熔体在模内流动应是雷诺数很低的层流。
2)要保证型腔的充模压力。塑料熔体的压力传递能力较差,流经各流程的流道和浇口时,压力逐渐下降会使注射到注塑件型腔的熔体压力不足。进入注塑件型腔的熔体压力应有(250~500)×105Pa。为此,一方面浇注系统的流道要有足够的截面尺寸;另一方面注塑件型腔流程不能太长太薄,致使料流末端压力不足,造成注塑件密度低、收缩率大,严重的甚至不能注满。因此,必须由各种塑料熔体的流程比来校核注塑件的壁厚。
众所周知,对注射成型进行计算机模拟,是流动和冷却分析的先进和有效方法。现代的注射成型计算机辅助工程CAE(Computer aid engineering)软件,能辅助注射制品和模具设计。它是决策性的软件,将注塑件设计、模具设计、注射工艺拟订和试模、注射,依次进行数值分析,并可进行反复修改进行优化,直观地在计算机屏幕上模拟出实际成型过程,预测注塑件设计对产品影响,直接观察到注塑件上熔合缝和气囊的位置,预见注塑件成型时剪切速率,温度场和压力场,判断注塑件上密度不足、凹陷和注不满等缺点,为改进注塑件和模具设计提供科学依据。
但是,计算机模拟的前提是计算机造型,应让计算机获知注塑件和浇注系统所有形体和尺寸的信息,然后,用有限元数值分析方法将形体离散化,进行网格划分。常用的是二维流动模型的分析方法。将三维的塑件展平,有分支地展成若干个流程,作为圆管件、圆板件、平板件或圆环板件相串联。因为塑料注射件是薄壁板的组合件,二维的计算机浇注系统模拟应用广泛。在应用CAE软件辅助设计注塑件和模具时,对分型面、浇道的分布和尺寸、浇口的形式和位置,设计师应该有所考虑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。