



齿轮减速器在各种机械设备的传动系统中几乎都有应用,其作用是降低工作零件的转速和传递转矩力。为了能够适应不同工作条件的要求,减速器被设计成多种结构类型。
如果按减速器中应用的齿轮种类来划分,常见的有圆柱齿轮减速器、圆柱-圆锥齿轮减速器和圆柱蜗杆减速器。在圆柱齿轮减速器中,按减速器中的齿轮齿形分,又可分为渐开线齿形和圆弧齿形减速器;按减速的级数分,又可分为单级、两级和三级减速器。在圆柱蜗杆减速器中,按蜗杆的位置不同,又可分为蜗杆在蜗轮上面传动的上置式、蜗杆在蜗轮下面传动的下置式和蜗杆在蜗轮箱侧面的侧置式等。在塑料机械设备中,比较常见的减速器种类、特点及应用见表4-51。
1.齿轮减速器结构
齿轮减速器的结构类型虽然比较多,但是不管是何种类型,其结构组成基本相似。图4-89是ZLY型圆柱齿轮减速器结构,它主要由机座、机盖、传动齿轮、传动轴、滚动轴承、轴承盖和紧固连接螺栓组成。
2.齿轮减速器的使用与维护
(1)齿轮减速器的使用与定期维护
1)设备工作环境要有良好的通风,温度应在5~35℃范围内。
表4-51 常用减速器种类、特点及应用
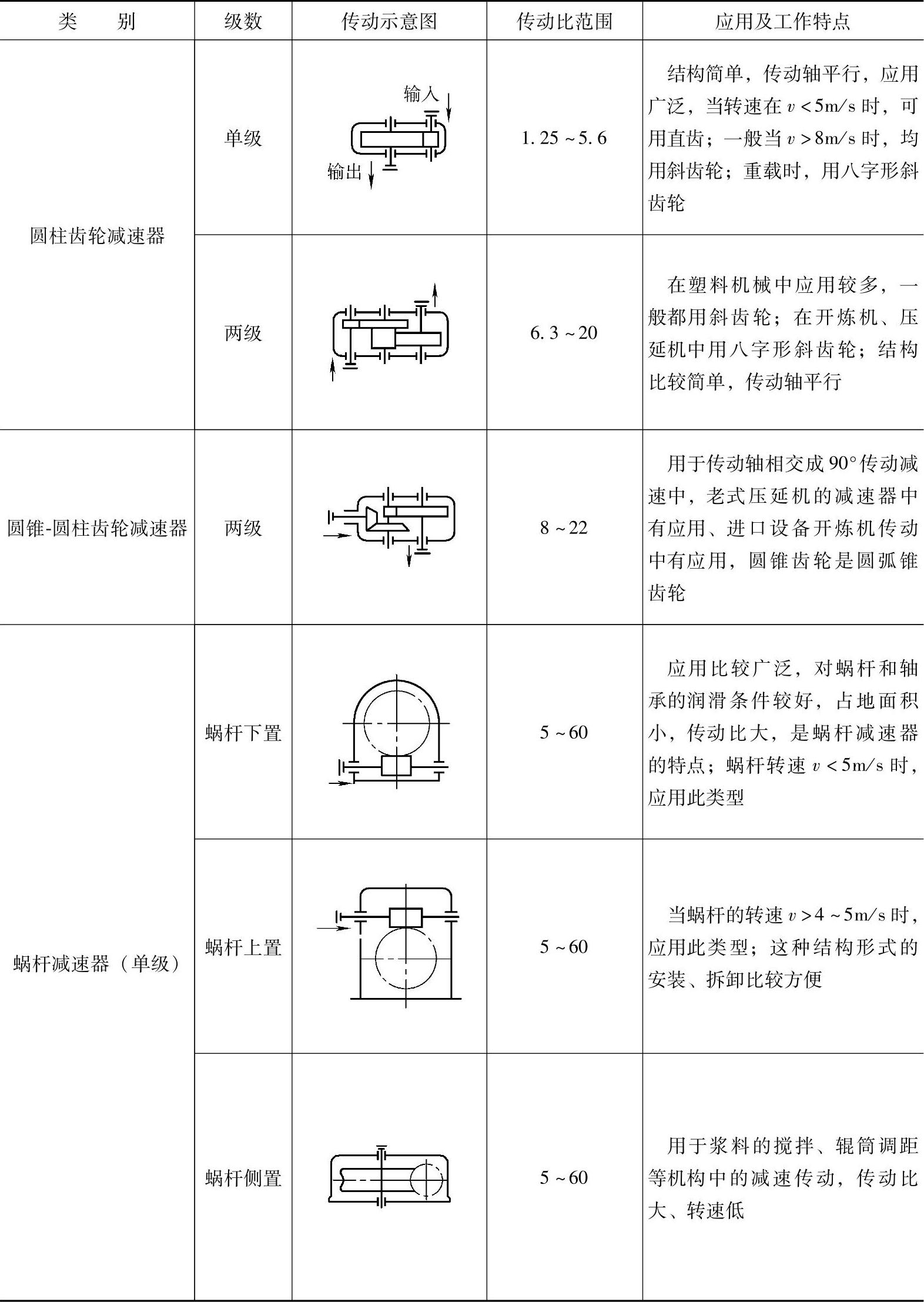
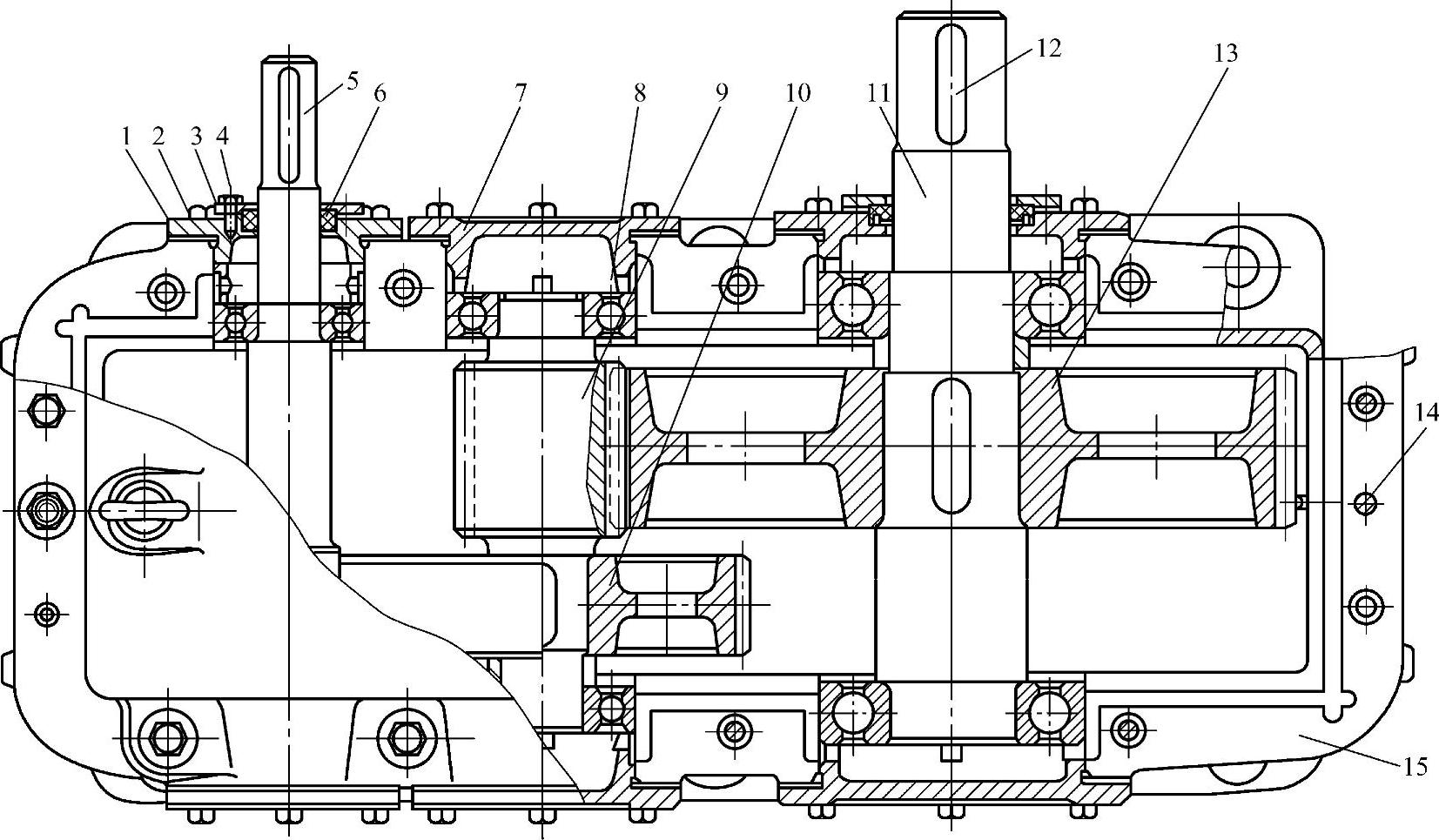
图4-89 ZLY型圆柱齿轮减速器结构
1—垫片 2、7—轴承盖 3—密封盖 4—螺栓 5、9—齿轮轴 6—油封 8—深沟球轴承 10、13—齿轮 11—轴 12—键 14—定位销 15—机座
2)经常检查箱内齿轮润滑油的油量,保证箱内各传动零件有良好的润滑。
3)注意经常检查箱体各轴承部位,工作时温度变化不应超过45℃。
4)新投入使用的齿轮减速器工作500h后,要清洗箱内油污,并重新更换润滑油。
5)齿轮减速器每年要进行一次定期维护保养检查,工作内容如下:
①拆开齿轮减速器盖,检查各传动减速齿轮工作面的磨损及啮合情况,如果出现有啮合面部位有毛刺或浅麻坑,可用油石修磨光滑;磨损较严重的齿轮应进行测绘,准备制造配件,以供下次维护时更换。
②检查各轴承磨损情况。先把轴承清洗干净,检查内、外套是否有裂纹;观察空运转噪声大小及径向间隙大小,如无问题,可加些润滑脂继续使用。
③检查箱内润滑油是否清洗,如油中混有杂质或金属粉末较多,要对润滑油进行过滤除杂工作,然后再补足润滑油量。
④箱内零件清洗检查后,安装上箱盖;各轴承部位加足润滑脂后换新油封,紧固轴承盖。
⑤清洗减速器箱体外部,保持设备清洁。
(2)减速器箱内零件更换原则
1)如果齿轮的渐开线啮合齿面出现较深的磨损深坑,工作转动时噪声较大而且不规律,时常有冲击振动现象,这种齿轮应该更换。
2)滚珠轴承的内套或外套有裂纹、滚珠架损坏、内外套的径向间隙较大、转动外套时轴承转动噪声较大等。滚动轴承清洗后,如果发现有上述损坏现象中的一项,滚动轴承就应该更换。
(3)齿轮、轴承更换安装注意事项
1)齿轮、轴承在安装前要清洗干净,修整去掉毛刺。
2)检测更换齿轮孔与装配轴和键及键槽尺寸,应达到图样规定的配合公差要求;更换的滚动轴承应与原轴承型号相同。
3)齿轮孔与轴配合,应采用H7/k6或H7/r6配合。
4)滚动轴承外套与箱体采用k7/n6配合,孔与轴采用H7/m6或H7/k6配合。
3.齿轮工作损坏原因分析与排除
(1)齿轮损坏原因分析
1)齿轮用润滑油不清洁,特别是当润滑油中混有大量金属粉末时(主要来源于齿轮初啮合时,磨损齿面掉下的金属粉末),在润滑时随油夹杂在两啮合齿面间,使啮合齿面加快磨损。
2)齿轮安装调整不正确,使齿轮啮合传动接触面变小或产生传动齿顶干涉现象,见图4-90。图4-90a中齿面的磨损,是由于两啮合齿轮的传动轴中心距偏大或齿轮的加工精度低(齿轮铣齿时齿向误差大影响)造成的。图4-90b中的啮合,是一种不正常的齿轮啮合工作干涉现象,这种工作情况容易使齿折断或加剧齿面磨损。(https://www.xing528.com)
3)齿轮啮合传动时,由于齿面长期频繁受挤压、传递转矩力,使齿面金属表层产生疲劳裂纹。裂纹渐渐延伸加长,使表面金属呈片状脱落,齿面形成小麻坑,麻坑的数量逐渐增加,造成齿面磨损破坏。
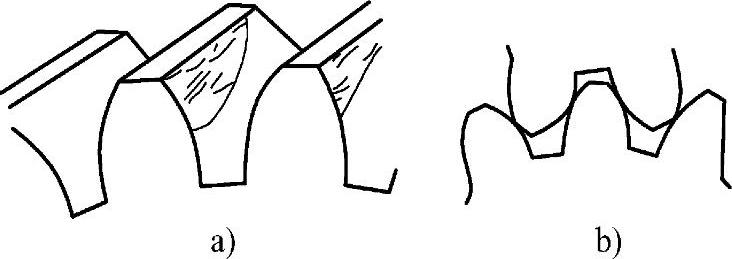
图4-90 不正确的齿部啮合
a)啮合位置不正确产生的磨损 b)齿啮合干涉
4)重载荷条件下工作的齿轮,由于制造材料选择不合理或者由于齿面热处理不当,工作时齿的承载能力超过材料的疲劳强度极限,使齿根部产生裂纹,长时间工作将使齿从根部折断。
5)由于齿轮啮合传动时润滑油不充足,啮合齿面间没有形成润滑油膜,使齿面长期在干摩擦作用下工作,则齿部温度升高,使齿面磨损加快。
在对齿轮传动进行维护保养时会发现,齿轮齿工作面磨损状况有多种形式,见图4-91。从图中所示的齿轮啮合磨损的状态,可分析查找影响齿面不正确磨损的原因。
图4-91a中齿面啮合磨损痕位置,是在该齿轮的分度圆上,沿齿宽面上均匀分布,这是对该齿轮啮合传动一种正确啮合位置的反映。齿轮传动用箱体轴孔距加工精度在要求的公差范围内,这个传动轴上的一组齿轮啮合,磨损啮合痕都应该是这样分布。
图4-91b中齿面啮合磨损痕位置,是在该齿轮分度圆上方接近齿顶处,这种现象说明这对齿轮的啮合中心距尺寸大于这对齿轮啮合理论中心距尺寸。实测一下这对齿轮传动轴的中心距,即可验证这个因素。
图4-91c中齿面啮合磨损痕位置,是在该齿轮分度圆下方接近齿根处,这种现象说明这对齿轮的啮合中心距尺寸小于这对齿轮的啮合理论中心距尺寸。
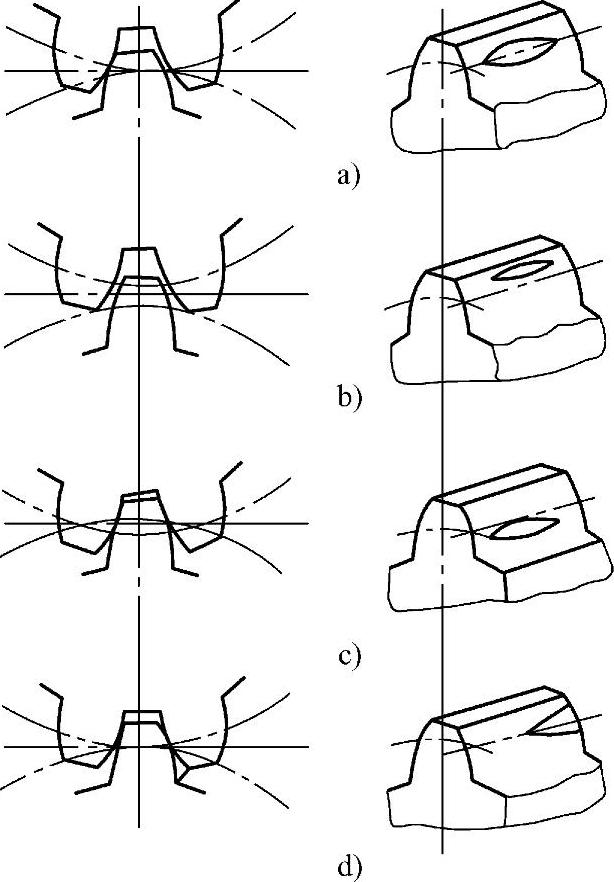
图4-91 齿轮啮合磨损状态
a)磨损状态一 b)磨损状态二 c)磨损状态三 d)磨损状态四
图4-91d中齿面啮合磨损痕位置,是在该齿轮面上沿齿宽方向的一侧,这种现象说明这对齿轮的铣齿加工精度低,是由于铣齿加工时滚齿刀进刀运行走向与齿轮中心线不平行、有一个微量夹角所造成的,结果齿面与齿轮中心形成一个空间交叉角,使齿轮啮合传动时齿面不能全面接触。产生这种现象的另一种原因,是这对啮合齿轮的传动轴中心线不平行。
上述齿轮啮合接触出现的后3种现象,都会使齿轮传动的工作噪声加大,降低齿轮传动工作寿命。在维护保养齿轮工作中,如果发现这些现象,应及时纠正。
4.齿轮装配
塑料机械中用于减速传动的齿轮,一般都把齿轮固定在轴上。齿轮与轴的配合,多采用H7/k6、H7/n6、H7/r6过渡配合或过盈配合。齿轮的装配方法如下:
1)清除齿轮内孔和轴配合部位的毛刺。
2)按传动轴和齿轮键槽配键,一般可采用H9/h9配合。
3)检测轴和齿轮孔直径的实际尺寸,根据过盈量大小确定齿轮与轴的装配方法。
4)装配前,在轴上配合处涂一薄层润滑油。较大过盈量用压力机装配;如果过盈量较小,可用手锤击打装配。
5)齿轮装配应注意如下事项:
①用压力机装配时,以齿轮基准面为准找正放平,用角尺把轴校正,然后再装配。
②装配后的齿轮与传动轴肩要靠严,见图4-92a,不许出现倾斜或不同心现象。
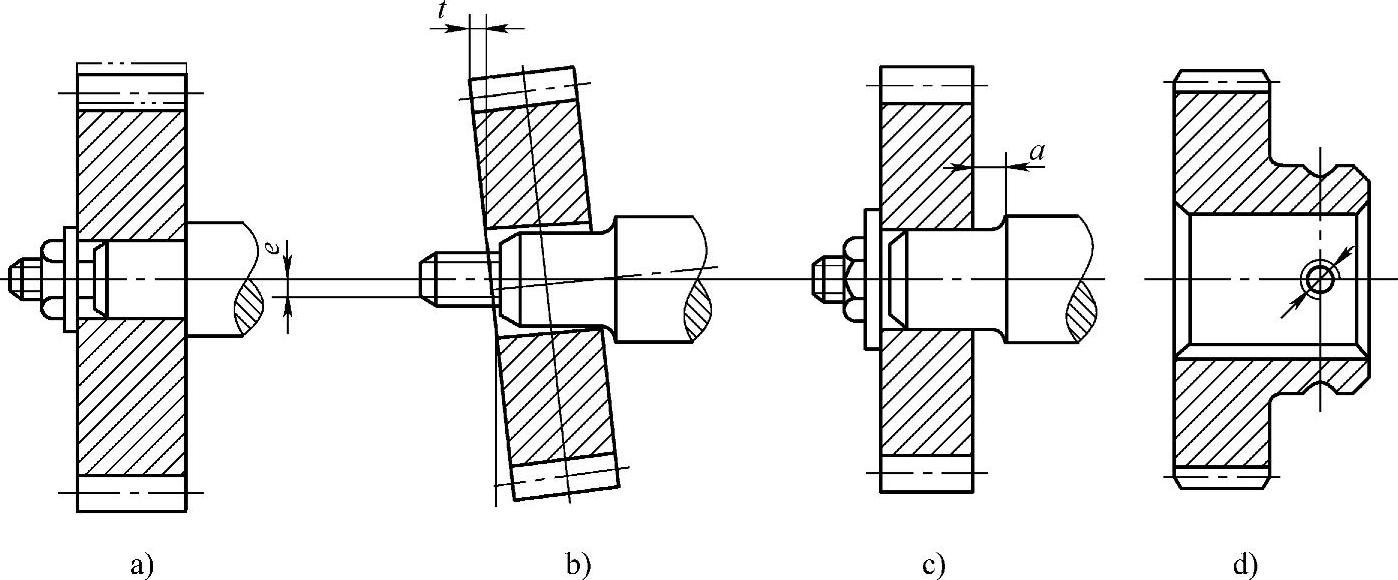
图4-92 齿轮安装中的错误
a)齿轮与轴中心线不重合 b)齿轮端面与轴中心线不垂直 c)齿轮端面与轴肩没靠严 d)齿轮与轴配合处无轴台
③如果齿轮与轴配合处无轴台,齿轮结构可采用图4-92d形式,用螺钉与轴固定,以避免齿轮轴向窜动。
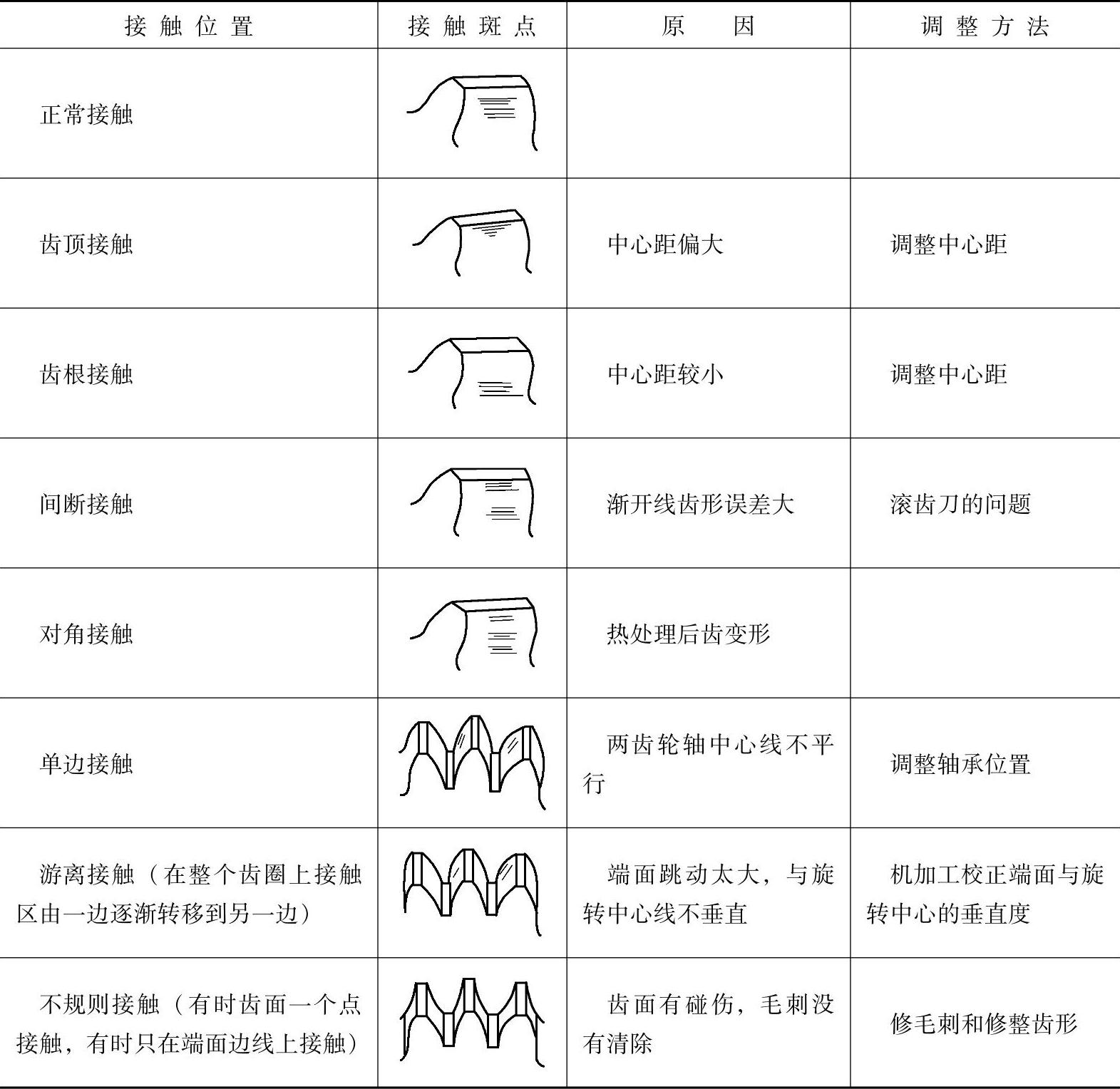
④装配后齿轮工作出现问题时,可参照表4-52进行分析调整。
表4-52 齿轮的装配与调整
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。