



(1)挤出机 一般多选用SJ65~SJ90型单螺杆式挤出机,螺杆长径比L/D=(20~25)∶1。机筒前加过滤网,中间用80目铜网、前后加40目钢丝网。机筒加热温度控制在170~250℃范围。
(2)冷却定型装置 挤出平膜采用水冷降温,吹膜采用风冷降温。为了提高扁丝的拉伸强度和容易拉伸,要求降温介质温度控制在20~50℃范围内。采用水槽冷却水为膜坯降温时,冷却水液面距模唇距离应在15~50mm范围内可调。要求从模具唇口挤出的熔料流速均匀一致;冷却水平面平稳无波纹。
(3)分切装置 分切装置是把冷却定型的薄膜分切成一定宽度的原坯丝,一般多切成宽4~8mm。这主要依据扁丝要求宽度来决定,可粗略按下式计算:
式中 b——分切膜片宽(mm);
b1——扁丝宽(mm);
λ——拉伸倍数。
分切装置结构很简单:在刀轴上先装有与原坯丝宽度尺寸相等的垫圈,在每个垫圈之间夹入切割刀片(刀片可是单面刃刀片,也可是双面刃刀片,然后把装好的垫圈和刀片用螺母拧紧固定。
(4)加热拉伸装置 薄膜按扁丝要求宽度切割后,即进行加热拉伸工序。拉伸倍数是由前后牵引辊的转速差来完成。牵引辊由无级调速电动机驱动,则牵引辊的转速可按工艺要求,在一定转速范围内可调。对扁丝的加热,可采用加热烘箱,也可用弓形加热板加热。用烘箱加热时,温度控制在140℃左右;用弓形加热板加热,温度为110~120℃。注意:扁丝要与板面紧密接触,而弓板上还要覆一层聚四氟乙烯布,以保证对扁丝均匀加热,防止局部过热。如果对扁丝加热温度偏高,易出现扁丝粘辊;加热温度偏低,扁丝易拉断。扁丝的拉伸倍数控制在6~7倍较适宜。(https://www.xing528.com)
(5)扁丝拉伸后的热处理 拉伸后扁丝的热处理是为了消除膜片拉伸后变成扁丝时产生的内应力,以减少成品扁丝应用中的收缩率。扁丝的热处理温度略高于拉伸温度,可控制在130~150℃范围内。由于扁丝在热处理时略有收缩,所以,热处理后的扁丝牵伸辊速度要比扁丝拉伸时的快速辊速度慢些,可控制在比拉伸快速辊慢2%~3%的速度。
(6)卷取装置 拉伸定型后的扁丝成品,要分别卷绕在各卷筒上。为了保证各卷筒扁丝卷取张力均匀,各卷筒都由力矩电动机驱动,这样在卷取扁丝过程中,随着卷筒直径的增大(则转动力矩也增大),电动机的转速下降。也可采用卷筒轴端装磁力盘,用交流电动机驱动,其输出轴也装磁力盘,两只磁力盘的位置变化调整了卷筒的转速,从而保证了扁丝卷取速度不变。
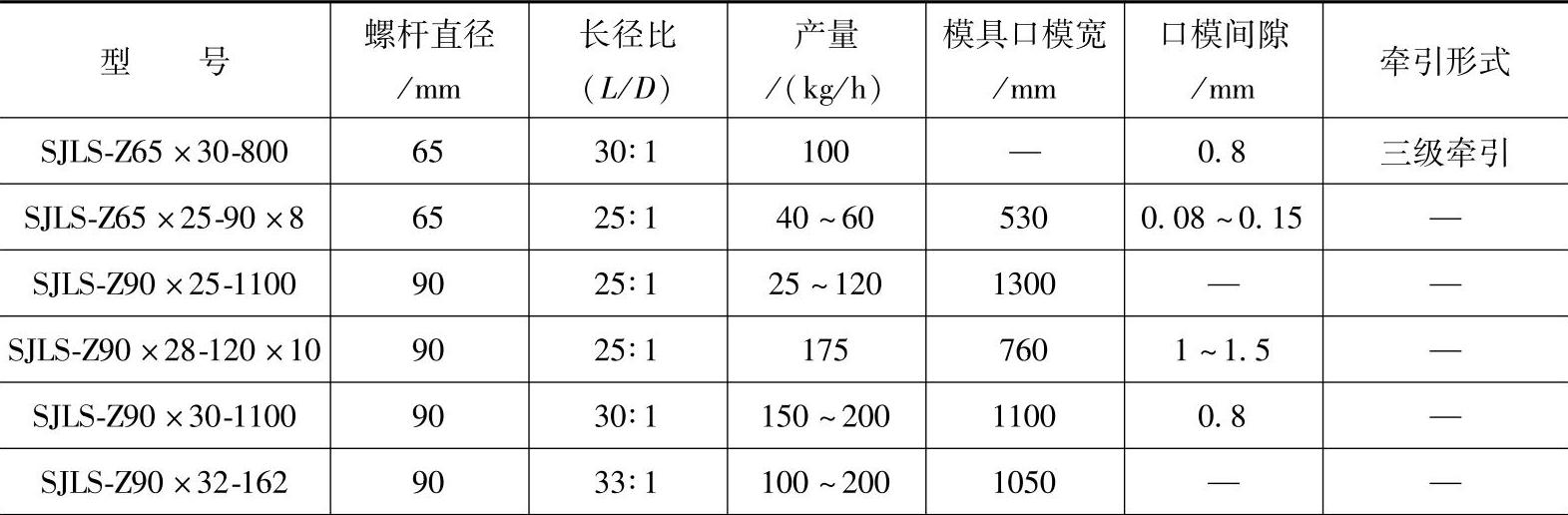
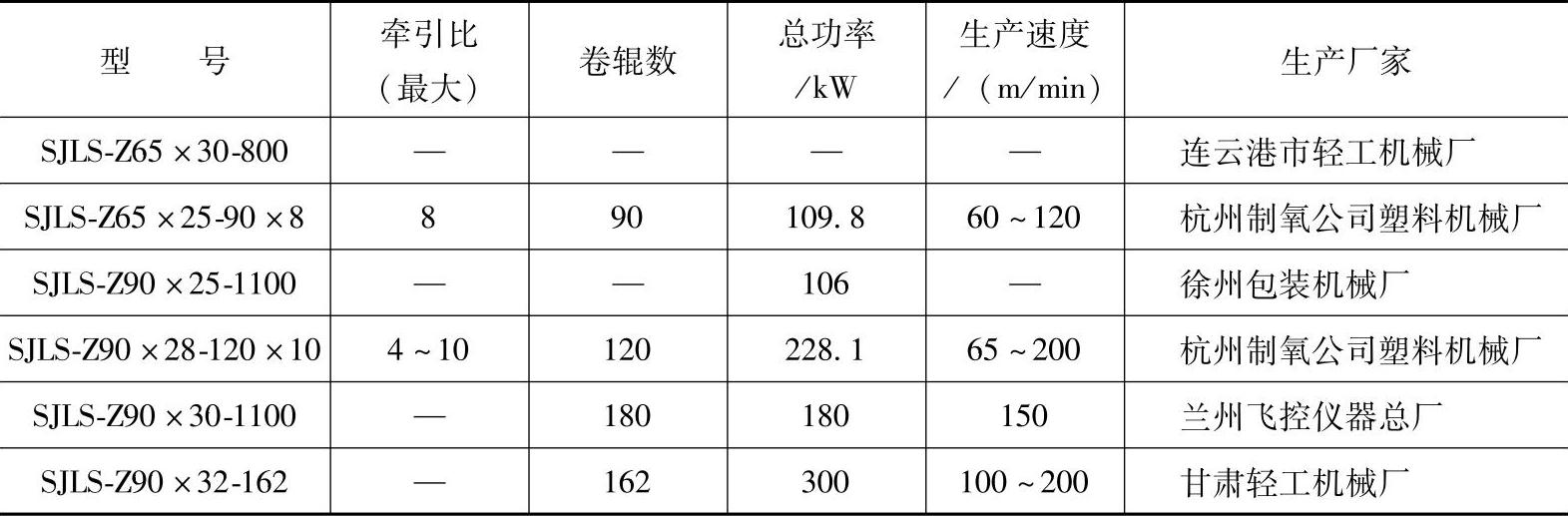
国内部分扁丝挤出成型辅机生产厂产设备参数见表4-49。
表4-49 挤出平膜成型扁丝机组性能参数
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。