



塑料扁丝与塑料单丝结构不同之处,是把聚丙烯或高密度聚乙烯树脂先经挤出机挤塑成型薄膜,然后把冷却定型的薄膜切成一定的宽度,再经热拉伸和定型处理后所成型的丝,为塑料扁丝。这种扁丝具有拉伸强度高、耐热性好和耐酸碱等特点。可用织机把扁丝织成袋和布类,还可与薄膜或牛皮纸涂塑成复合袋,用于化肥、水泥、树脂、饲料和粮食及农产品的包装;织布主要用于织成彩条或其他颜色的涂塑篷布,用于汽车、火车篷布和帐篷等。
扁丝的挤出成型生产方法有两种工艺。以聚丙烯扁丝生产工艺为例,一种是聚丙烯经挤出机塑化熔融后,采用T形结构模具挤出成型薄膜片,经分切后拉伸成型,其工艺顺序示意见图4-83,生产线中主要设备见图4-84;另一种挤出成型工艺是把聚丙烯树脂在挤出机内塑化熔融后,采用吹塑法(上吹或下吹)成型管状薄膜,把膜泡剖开展平,经分切、预热、拉伸和热处理后而制成。工艺顺序示意见图4-85。

图4-83 扁丝带薄膜生产线
1—挤出机 2—成型模具 3—水槽 4、10—牵引辊 5—薄膜分切 6—牵伸慢速辊 7—加热装置 8—牵伸快速辊 9—热水槽 11—分丝导辊 12—卷取装置

图4-84 SJLS-Z90×33-162型塑料挤出拉丝机组(https://www.xing528.com)
1—自动上料机 2—挤出机 3—温控箱 4—模具 5—冷却水箱 6—牵引装置 7—切割刀架 8—三辊牵伸箱 9—边丝闭路回收 10—热烘箱 11—四辊牵伸箱 12—定型热烘板 13—废丝回收装置 14—两辊牵伸箱 15—分丝卷绕机
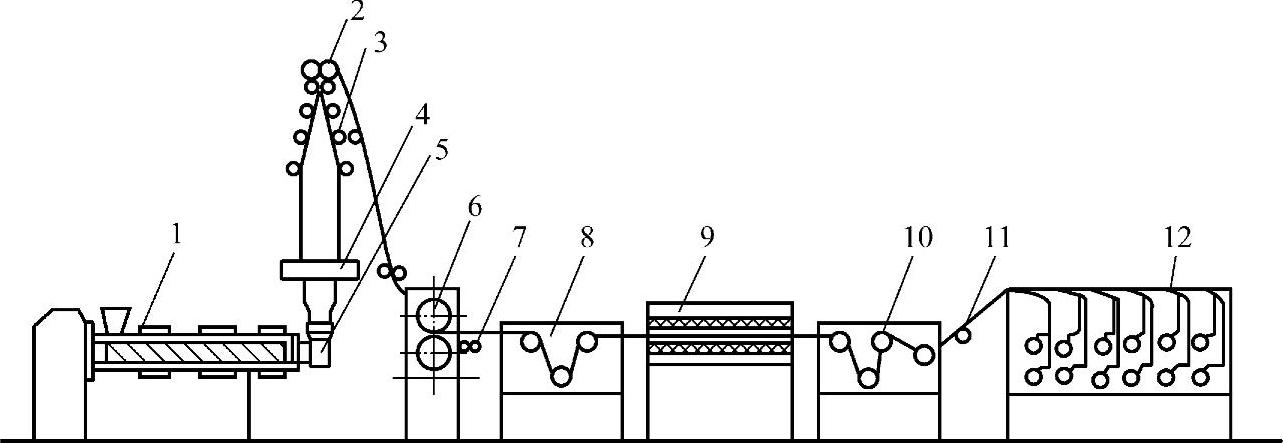
图4-85 挤出吹塑扁丝带薄膜生产线
1—挤出机 2—导辊 3—人字形导辊 4—风环 5—成型模具 6—牵引装置 7—薄膜分切 8、10—牵伸辊 9—加热烘箱 11—分丝导辊 12—卷取装置
扁丝挤出成型生产工艺顺序:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。