



【摘要】:模具中的喷丝板是关键零件。喷丝板的加工精度对挤出成型单丝质量有较大影响:要求喷丝板用耐热变形小的合金工具钢制造;成型单丝孔内径表面要光滑、无划伤、无毛刺、无滞料现象,而且长时间工作表面应耐磨不变形。
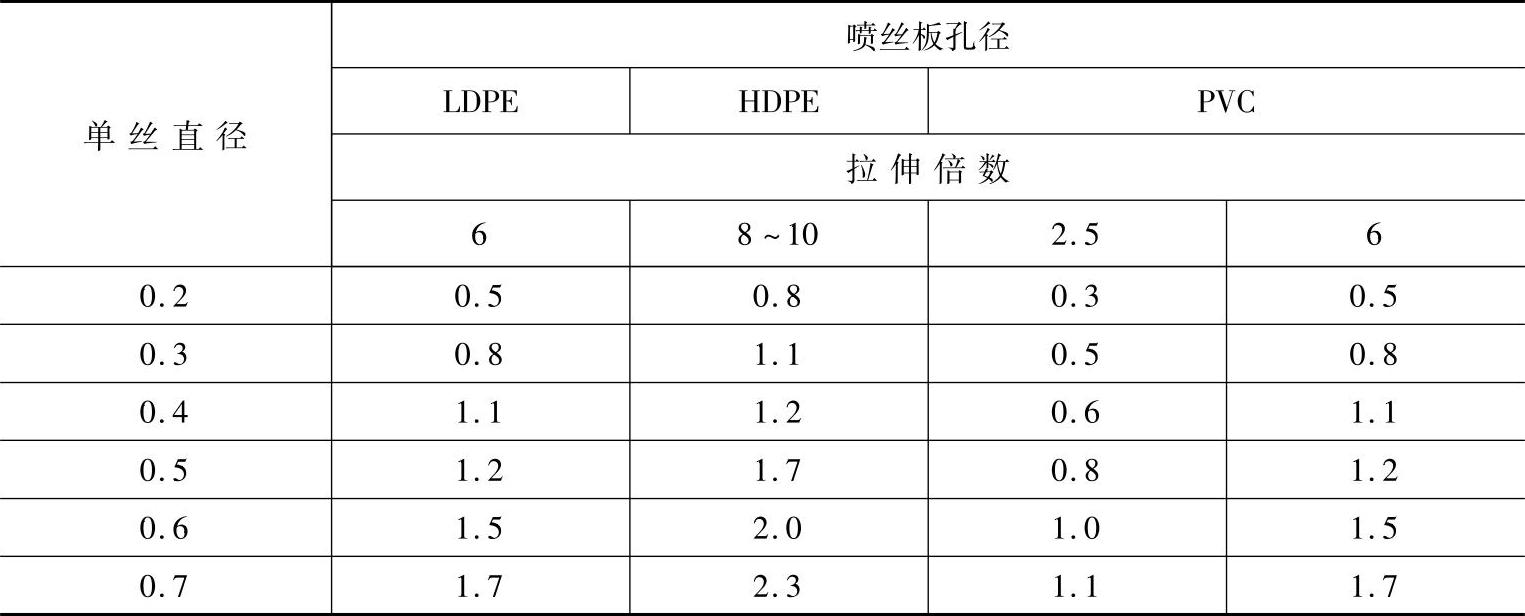
单丝挤出成型用模具结构有水平式(见图4-79)和垂直式(见图4-80),一般用过滤网目数为40/80/40三层。入料口的收缩角在30°左右,分流锥扩张角在30°~60°。模具中的喷丝板是关键零件(结构见图4-81)。喷丝板的加工精度对挤出成型单丝质量有较大影响:要求喷丝板用耐热变形小的合金工具钢制造;成型单丝孔内径表面要光滑、无划伤、无毛刺、无滞料现象,而且长时间工作表面应耐磨不变形。丝板孔加工时,要注意喷丝板孔径与单丝制品直径的关系(见表4-47)。丝孔的数量一般在12~60个范围内。孔数过多,分丝机构庞大。喷丝孔的长径比L/D为(4~10)∶1。丝孔要求直径尺寸一致,各孔中心距相等,平直部分长度相等;熔料引入导角应无滞料平台(见图4-81)。
单丝挤出成型生产中出现故障与模具有关的现象,主要是丝容易断头。产生原因:一是模具控制温度不稳定,温度过高或过低,在丝被拉伸倍数固定时,都容易出现断丝现象;二是喷丝板的设计不合理,应修改喷丝板结构。
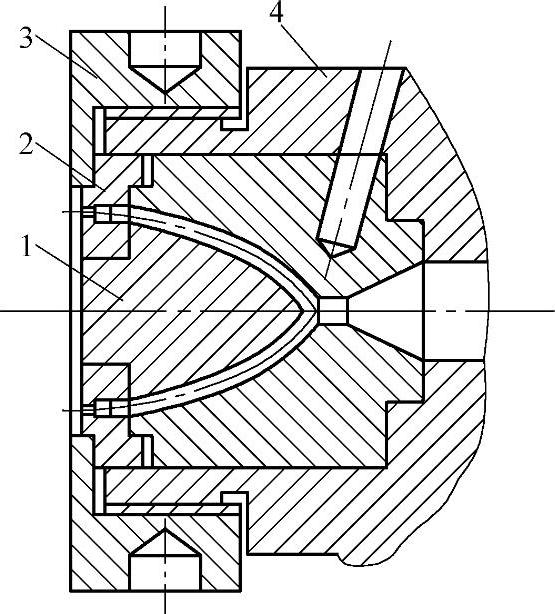
图4-79 水平挤出成型单丝模具结构
1—分流锥 2—喷丝板 3—锁紧螺母 4—模具
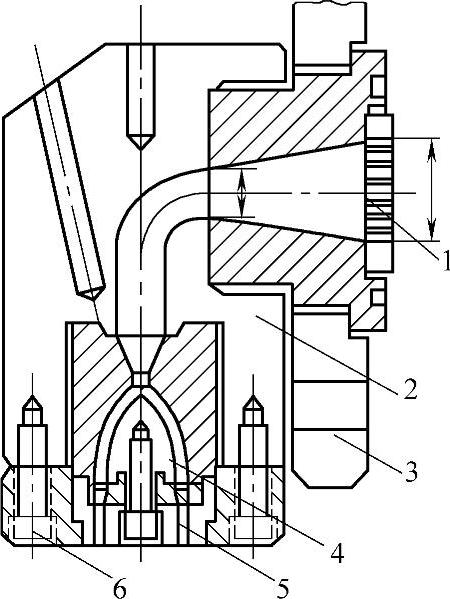
图4-80 垂直挤出成型单丝模具结构(https://www.xing528.com)
1—多孔板 2—模具 3—锁紧法兰 4—分流锥 5—喷丝板 6—紧固螺钉
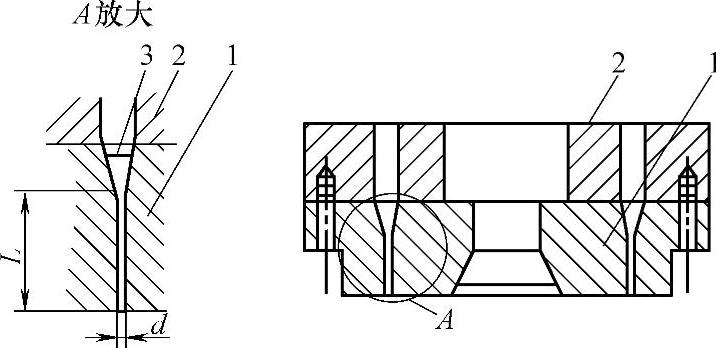
图4-81 喷丝板结构
1—喷丝模板 2—引入导板 3—孔径导角
表4-47 单丝直径与喷丝板孔径关系 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。