



塑料异型材挤出成型,主要是用聚氯乙烯和聚烯烃(聚乙烯和聚丙烯)材料。目前,国内挤出成型异型材多采用U-PVC材料。塑化原料挤出成型用挤出机,可用单螺杆式挤出机、锥形异向双螺杆式挤出机和平行异向双螺杆式挤出机。其中,以锥形异向双螺杆式挤出机应用最多;断面较大的异型材挤出,也可选用平行异向双螺杆式挤出机;单螺杆式挤出机一般多用在共挤出生产线中,用于挤出成型彩色型材的面层料或木塑制品。
目前,国内的彩色型材挤出成型发展也较快。比较简单的生产方法是在冷却定型的型材表面贴一层彩色膜;或采用喷涂方式,在制品表面喷涂彩色涂料;用共挤出法,一台挤出机塑化芯部料、另一台单螺杆式挤出机挤出彩色面层料,共挤入开有两个口模出口的成型模内,成型带有彩色面层的异型材。
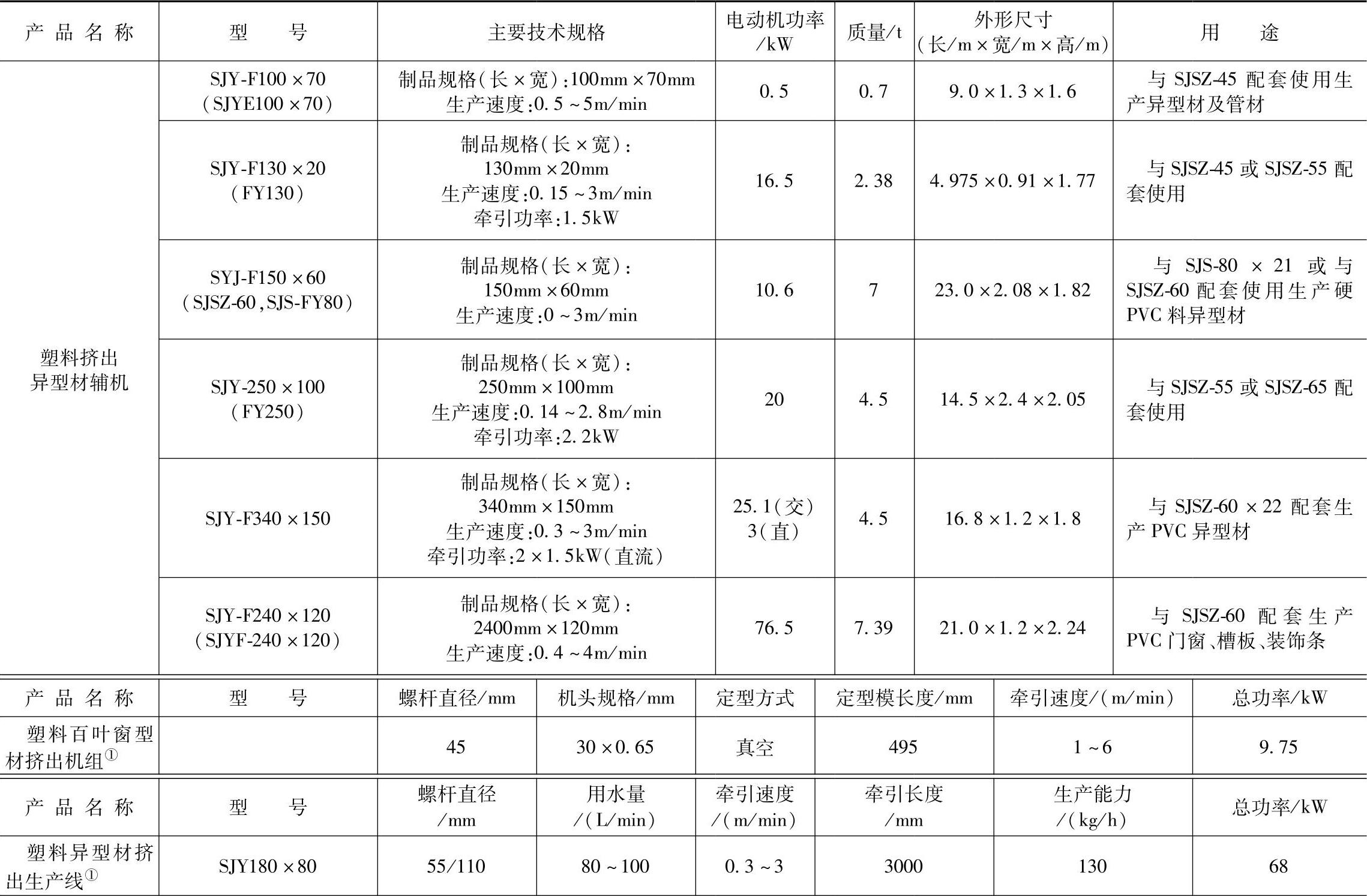
国内部分异型材挤出机生产厂生产的设备技术参数见表4-44。
表4-44 异型材挤出设备技术参数
(续)
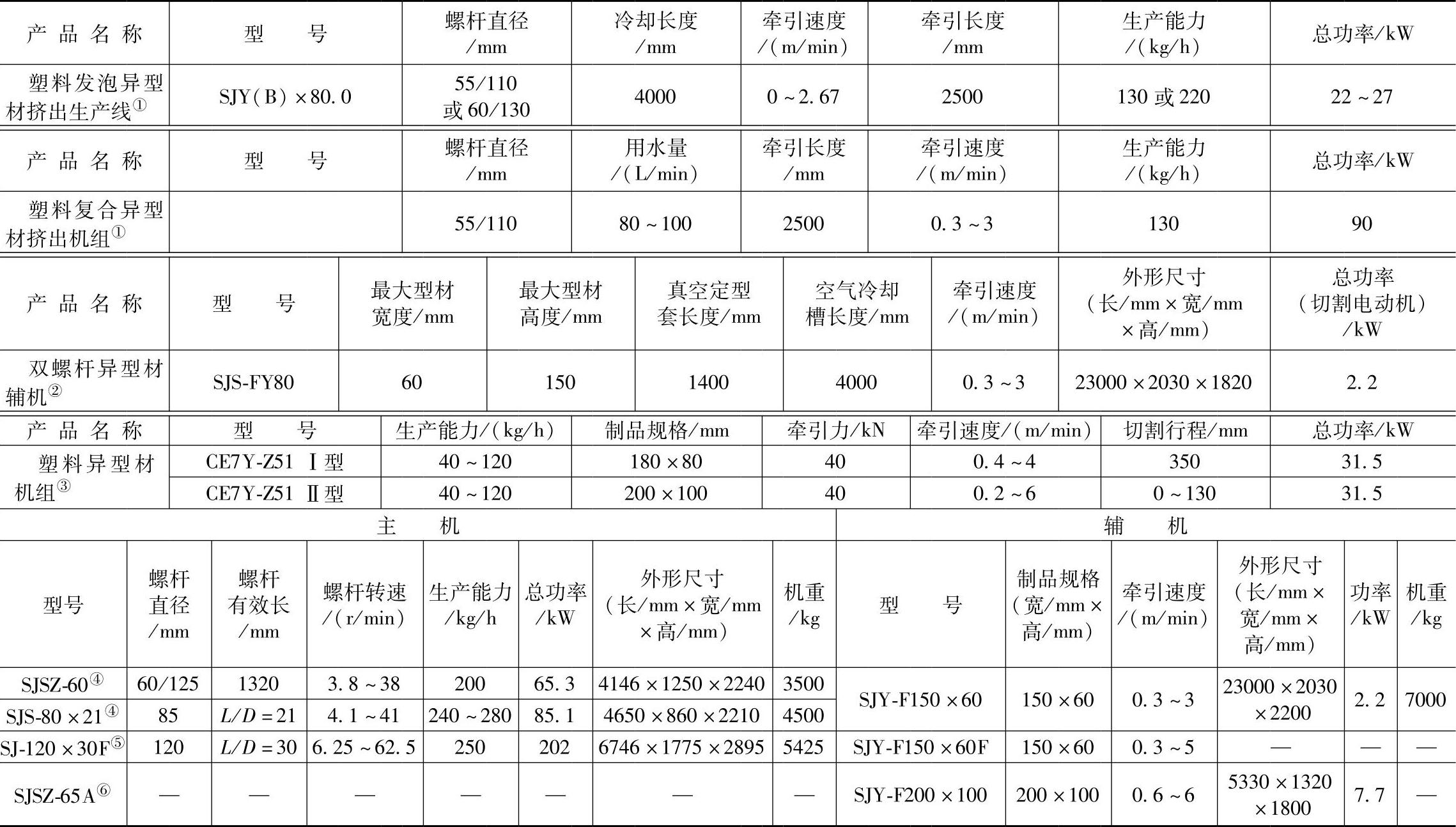
①山东塑料橡胶机械总厂生产。
②④大连冰山橡塑股份有限公司生产。④生产PVC料型材。
③上海轻工机械股份有限公司挤出机厂生产。
⑤大连冰山橡塑股份有限公司 生产HDPE料型材(单螺杆挤出机)。
⑥上海挤出机械厂生产锥形双螺杆挤出PVC粉料成型型材。(https://www.xing528.com)
塑料异型材生产操作要求如下。
1)采用双螺杆挤出机生产,配混后的原料可直接投入到挤出机内生产。如果用单螺杆挤出机挤出成型异型材时,配混后的原料应先经造粒后,才可投入挤出成型用挤出机内。
2)双螺杆式挤出机中的加料螺杆转速要与挤出机塑化原料用螺杆转速匹配,一般是加料螺杆转速比塑化原料螺杆转速快2倍左右。
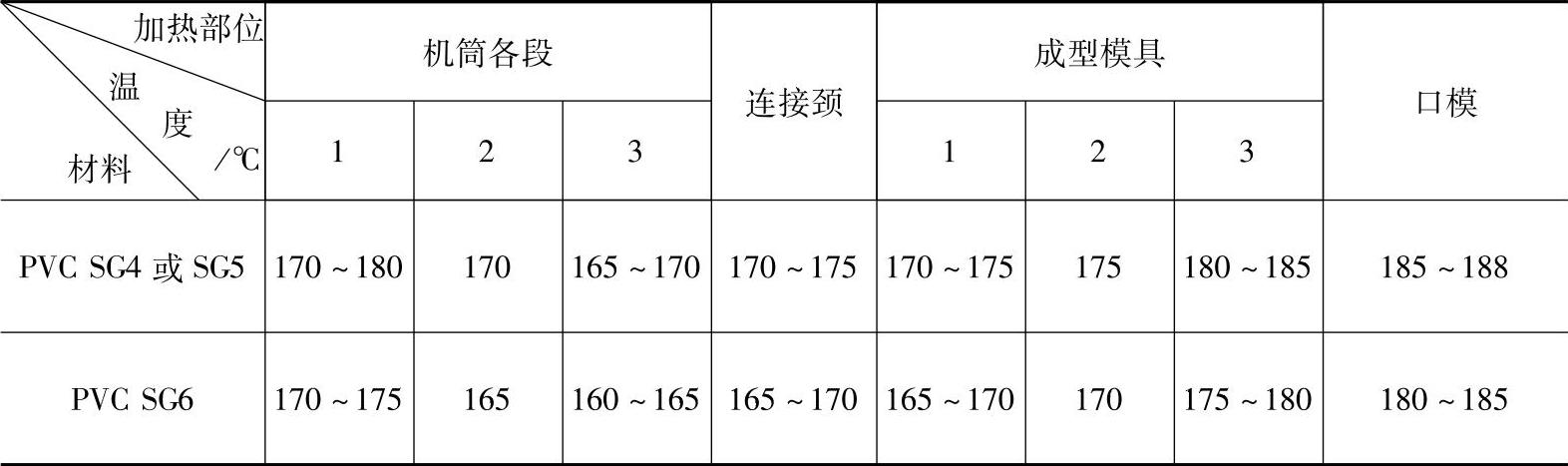
3)双螺杆式挤出机的机筒加热温度控制,是加料段温度高于中间段,均化段温度最低(指机筒中的三段温度控制);单螺杆式挤出机的温度控制,是从机筒的加料段开始,温度逐渐升高。注意:机筒和成型模具温度控制,要按工艺温度要求严格操作。温度偏高,成型制品难度增加,熔料易分解、制品出现气泡或发黄;温度偏低,原料塑化质量差,成型质量无法保证,制品表面粗糙,有可能无法正常生产。异型材挤出成型工艺温度可参照表4-45。
表4-45 异型材挤出(双螺杆式挤出机)成型工艺温度
4)真空定型用真空度为-0.08~-0.06MPa之间。
5)型坯冷却用冷却水温度应控制在15℃以下,以4~8℃应用较多,型坯要完全浸入水内,冷却循环水应是从出料端进,从入料端出。
6)塑化原料用螺杆转速控制在15~25r/min较适宜;制品壁厚小于1mm,取高转速;壁厚大于2mm,取较低转速。
7)牵引制品速度要与型坯从模具口挤出速度匹配,在正常生产情况下,是牵引速度略快于型坯从模具口挤出速度,一般控制在1.05~1.10倍的范围内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。