



牵引装置使经三辊压光机冷却定型,再经冷却辊组后被切边的板(片)材,在两根辊的压紧牵引下向前移动、输送给切割机。
牵引装置的两根辊,一个是工作面镀硬铬层的钢辊,另一个是钢辊体表面包一层橡胶的橡胶辊。
钢辊是主动辊,由直流电动机经过减速箱等齿轮或链条传动带动旋转。钢辊的转速要随三辊压光机的辊速变化而调整,所以,要求钢辊能够无级调速。正常牵引工作速度要略高于三辊压光机的辊转速,这是为了使板(片)材在没有完全冷却定型之前处在牵伸状态,以减少其冷却收缩变形。这个速度略高的值,在生产时酌情处理,一般不大于2.5%。
橡胶辊是从动辊,在钢辊上面用气缸或弹簧顶住橡胶辊,把板(片)材压紧在钢辊上,牵引板(片)材向前运行。橡胶辊与钢辊间的间隙可调,由工作时牵引塑料板(片)材厚度决定。调整两辊间距离时,要注意辊两端的间隙均匀一致;塑料板(片)被牵引的压紧力,两端要相同,以避免被牵引的板(片)材运行时出现“跑偏”现象。
1)钢辊结构及制造。
①钢辊结构形式见图4-67,它用无缝钢管作辊体,与端板和轴经焊接组合成型。
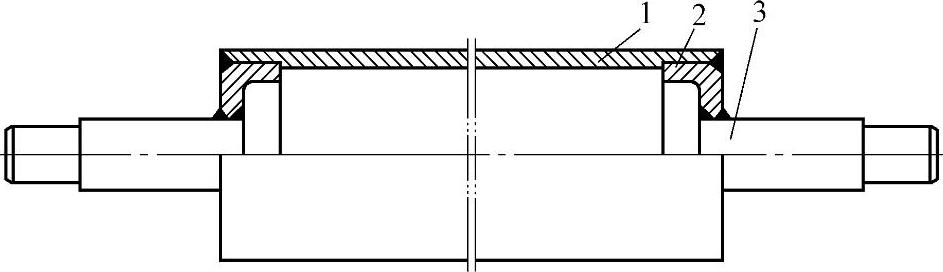
图5-67 钢辊结构
1—辊体 2—端板 3—轴
②钢辊的制造。牵引装置用钢辊的制造工艺与三辊压光机中的辊筒制造工艺相似,维修配辊时可按三辊制造工艺进行。
2)橡胶辊的结构及制造。牵引用橡胶辊的结构形式见图4-68,它以钢辊为辊体,然后在辊体表面包一层橡胶成型。
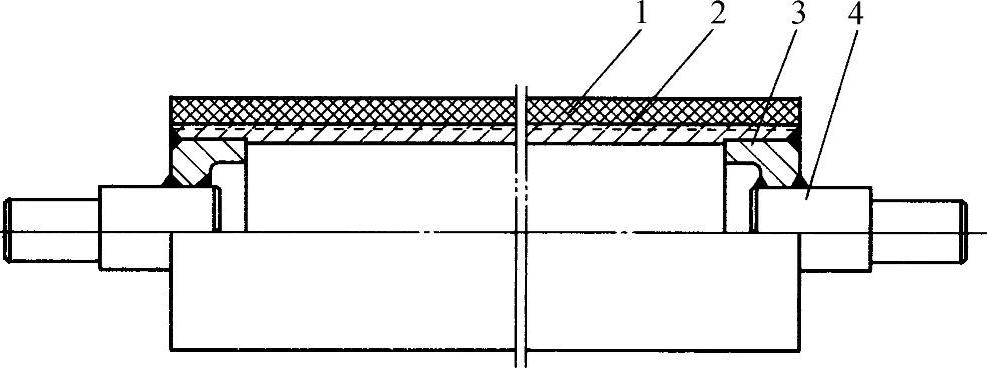
图5-68 橡胶辊结构
1—橡胶层 2—辊体 3—端板 4—轴
橡胶辊的制造与钢辊的不同之处是在钢辊表面车出螺纹,螺纹在辊面从中间向两端分左右旋加工。加工螺纹的目的是使橡胶层与钢辊体结合得牢固。
辊面包的橡胶用氯丁橡胶或硅橡胶。在塑料制品的牵引辊、压花纹辊和导辊上用的橡胶一般都是用耐油氯丁橡胶包覆;在印花辊筒上和逆辊涂刮辊筒上包覆的橡胶层多用硅橡胶,这种辊筒的几何形状和尺寸精度要求较高,而硅橡胶的耐高温和耐磨损性能也高于氯丁橡胶,但价格比较贵。
橡胶辊对包覆氯丁橡胶的技术要求:
①拉断强度不小于10MPa。
②拉断延伸率不小于150%。(https://www.xing528.com)
③拉断后,永久变形不大于20%。
④工作环境温度20℃时,硬度为85±5HS。
⑤老化系数(在70℃±2℃、96h)不小于0.8。
⑥在油中浸泡温度为70℃±2℃、时间为24h,质量变化率不大于-2%~+4%。
⑦在-20~80℃环境中正常工作。
⑧橡胶层中不许有杂质、气泡及凸凹缺陷。
3)橡胶辊的使用与维护。
①橡胶辊的辊体制造与钢辊的制造方式相同。辊体工作面包胶层后要精磨,几何形状精度(圆度、轴线的直线度)要尽量严格控制。
②辊面包覆橡胶层厚度应≥12mm。
③橡胶辊工作面不许有气孔、杂质(对用于塑料板(片)牵引的,要求不严格)。
④橡胶辊要适当校正静平衡(用于印花、压花方面高速旋转橡胶辊,静平衡要校正不大于50g)。
橡胶辊在高压、高温条件下工作,胶层表面工作一段时间后易老化、变硬或出现皱褶和凸凹不平现象。修复方法比较简单:把老化变硬的橡胶层部分车掉,然后用砂布或砂轮磨削,达到精度要求后可继续使用。
4)切割装置。塑料板(片)材生产用切割机的结构形式与塑料硬管生产用切割机结构相同。在板(片)材生产达到要求长度时,用电动机直接驱动的圆锯片切断。如果塑料板为软质或片材,一般多采用剪床式设备,用可上下移动的切刀,一次性切断制品。
5)板(片)挤出成型生产线上的其他装置。
①把切断后的板材输送到堆放场地用的输送装置。
②如果生产制品为软质板或片,要有像薄膜卷取一样用的中心轴式收卷装置。
③塑料板(片)材厚度检测仪。操作工要经常根据检测的制品厚度尺寸,调整成型模具的模唇间隙和三辊压光机上三辊间距离,以保证板(片)制品的厚度尺寸质量要求。
④在板(片)切断前应有能够消除静电装置,以保证生产工人的安全操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。