



三辊压光机由设备的名称即可知道,其主要零件是由三根辊筒组成,三根辊筒的转动工作由直流电动机驱动,经过两级蜗杆传动减速后带动旋转。
三辊压光机在板(片)材成型模具前面,在距模唇口大约50~100mm的位置。三辊压光机的作用是把从成型模具中挤出的板(片)坯形经过三辊压光机的牵引,修整压光和降温,把板(片)材冷却定型,然后输送给冷却传导辊,再进一步降温。
1)三根辊筒布置安排。常见辊筒的布置方式见图4-65。
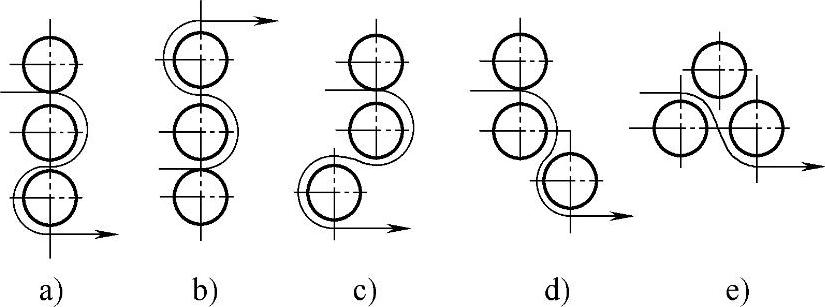
图4-65 三辊压光机辊筒的布置方式
a)布置方式一 b)布置方式二 c)布置方式三 d)布置方式四 e)布置方式五
图中三辊布置,以a、b布置方式最常用。这种结构形式,固定三根辊筒的两侧机架结构简单,辊筒对制品的压光修整效果也较好,但对板材成型产生弯曲应力较大。为了增大操作空间,生产较宽幅板时,多采用b形式布置。图中的c、d、e形式布置,设备布置紧凑,工作时稳定性好,但三辊筒固定侧板机架结构较复杂,给机械加工增加一些难度。
2)辊筒结构。辊筒是三辊压光机设备上的主要零件,它的结构形式见图4-66。
辊筒体一般都由无缝钢管制造,把端板、轴和辊筒体焊接组合成型。辊筒的工作面宽度尺寸,一般要大于成型模具的模唇口宽50~100mm。
辊筒的机械加工制造顺序如下:
①用厚壁无缝钢管(壁厚δ≥12mm)下料。
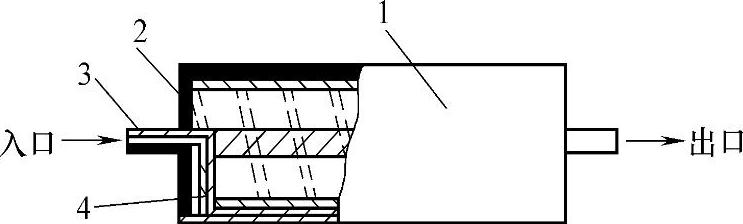
图4-66 压光机辊筒结构
1—辊筒体 2—端板 3—轴 4—夹套腔
②以厚壁管内径为基准找正,车管端面及与端板配合圆(按H8/k7精度),车端板配合部位外圆和内孔,车轴配合部位圆直径。
③用角尺找正。焊接轴与端板,再焊接端板与辊体。注意:焊接前用角尺找正两焊接件的配合垂直度,焊接时先对角点焊,然后再进行整个圆周的焊接。
④焊接组成的辊体毛坯进行退火处理,消除焊接应力。
⑤粗车各部位,留出2~3mm加工余量。
⑥调质处理,硬度为220~250HBW。
⑦精车各部,留出辊面磨量。其他部位按图样尺寸加工。(https://www.xing528.com)
⑧磨辊面至图样尺寸。
⑨辊面镀硬铬层,铬层厚度应大于0.20mm。
⑩精磨辊面,表面粗糙度值Ra应不大于0.32μm,几何精度应不低于8级(GB/T 1184—1996标准)。
⑪校正辊体静平衡,不平衡允许小于等于50g。
3)辊筒工作技术要求。辊筒运转工作质量是否符合板(片)挤出成型生产的工艺要求,将直接影响板(片)的成型质量。以下是辊筒工作技术要求。
①辊筒的工作速度。
a.辊筒的工作速度范围应可调,调节时速度应平稳过渡。
b.辊筒的工作速度应与成型模具模唇口板坯的挤出速度匹配。一般正常工作时,三辊的工作速度要略大于板坯从唇口的挤出速度(这要由现场工作决定,一般大于10%~20%)。
c.正常工作时,辊筒转动应平稳。
②三根辊筒的工作调整。
a.安装中间辊时,如果按图4-65a布置辊,在固定前应先保证此辊的上平面与成型模具的下模唇平面在同一个水平面上;同时,辊的中心线还要与模唇口端面平行,找正后固定中间辊。
b.上、下辊与中间辊面的间隙可调,间隙的大小由生产板坯的厚度决定。
c.调整上、下辊体与中间辊的间隙时,要让辊两端同时平行移动(微量调整时,允许一端微调)。
③辊筒的工作温度。辊筒工作时有一定的温度要求,辊体空腔内可通导热介质水、载热油或蒸汽加热辊体。三根辊筒的工作温度略有差别,这要由板坯在三辊上的走向和板的厚度来决定。温度的调节控制,可通过调节仪或阀门调节控制。通常,辊的工作温度不超过100℃。
4)三辊压光机规格及技术参数。国内塑料机械厂生产的三辊压光机规格型号及技术参数见表4-36。
表4-36 挤出成型板(片)材用三辊压光机型号及参数
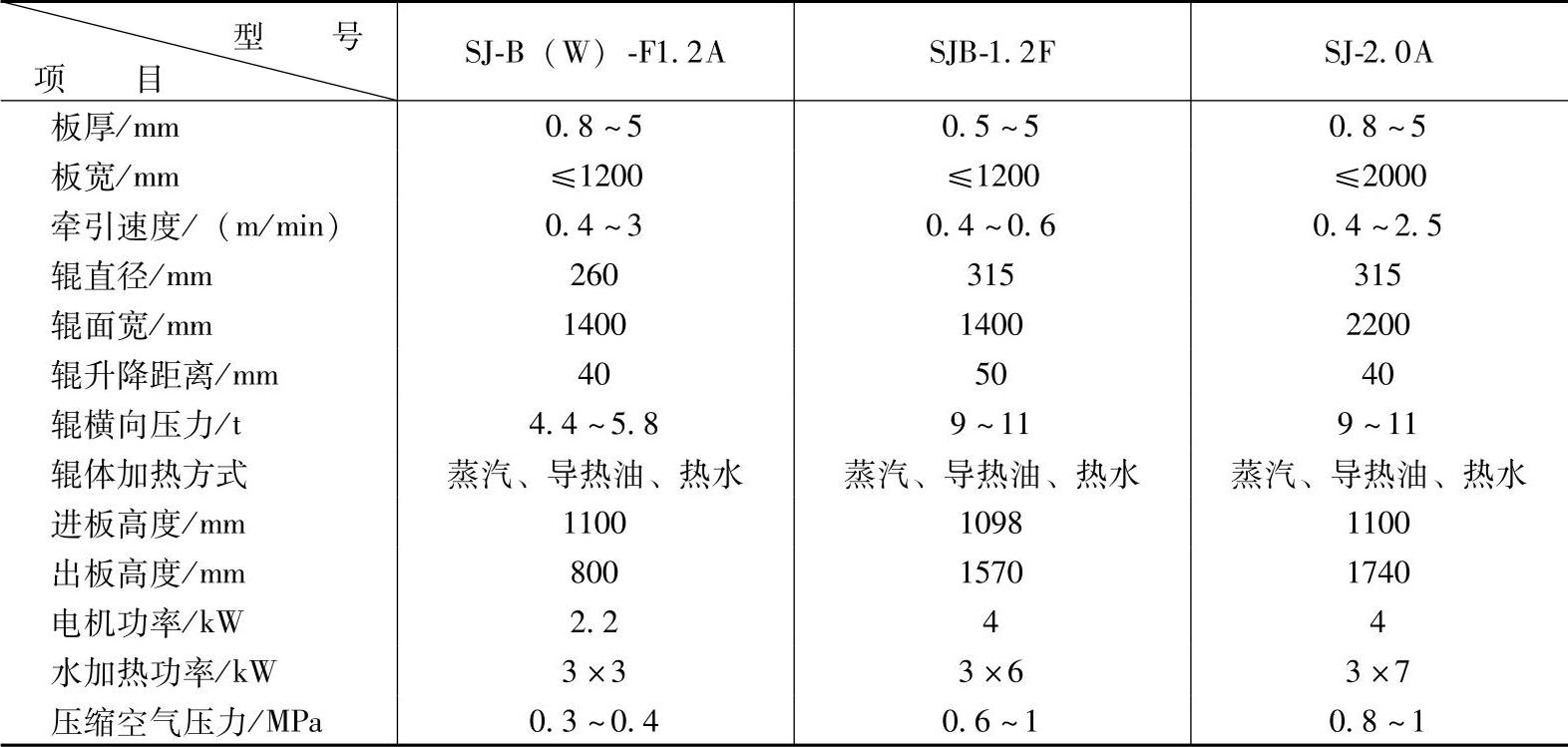
注:1t=104N。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。