



塑料制品中的板(片)和薄膜的区别和分类没有什么具体的规定。通常,人们把厚度小于0.25mm的薄片制品称为塑料薄膜;厚度大于1mm的制品称为塑料板;厚度在0.25~1mm之间的制品称为塑料片。
塑料板(片)挤出成型生产工艺路线与塑料平膜的基本相同。应用较多的挤出机挤出成型板(片)生产用设备布置见图4-51。

图4-51 塑料板(片)挤出生产线
a)三辊压光辊为立式 b)三辊压光辊为卧式(PVC板、片生产线) 1—挤出机 2—成型模具 3—三辊压光机 4—冷却输送辊组 5—切边装置 6—牵引装置 7—切断机 8—制品检查堆放平台
塑料板(片)用挤出机挤出成型生产工艺过程是:把板(片)成型用原料按配方要求计量,用混合机混合均匀(如果用单螺杆挤出机挤出成型板、片材成型,对于PVC制品,要先把混合均匀料挤出造粒)后,投入到挤出机内塑化熔融,转动的螺杆再把熔体料推入成型模具内,成型板(片)型坯,从模具口挤出,然后经三辊压光机牵引,把型坯压光、降温、固化定型,再经冷却辊组继续为制品降温,经切边和按要求长度切断,即为成品。
塑料板(片)的成型,除了挤出法外,还有用压延法、层压法、浇铸法和流延法等生产成型方法。目前,生产成型的板(片)材宽可达2m,厚度最大可达30mm。
板(片)材几种生产成型方法比较如下。
(1)压延成型片材 压延法成型塑料片材,应用得最多,产量也最大。一般多用聚氯乙烯树脂压延成型,制品厚度在0.10~0.60mm之间。根据不同用途的要求,再把多层聚氯乙烯片压合成厚度不同的板材。
压延法成型片材,工程项目投资大、占地面积大、用人多,但产量最高、制品的厚度均匀。
(2)挤出成型板(片)材 挤出成型板(片)材,应用最普遍。可以用聚氯乙烯、聚乙烯、聚丙烯、聚碳酸酯、ABS和聚苯乙烯树脂挤出成型。制品厚度为0.20~10mm,最厚可达40mm。(https://www.xing528.com)
塑料板(片)材的挤出成型应用设备少而简单、工程项目投资小、生产线占地面积也比较小、用工少,所以,用挤出法成型板(片)材生产,制品的制造成本、费用较低。用挤出成型制成的板(片)材的厚度尺寸误差较大,但制品的强度较好。
(3)用热层压法生产板材 热层压法生产塑料板材,可用聚氯乙烯树脂和热固性塑料。应用最多的还是用热压多层板(片)制成较大厚度板材。
热层压设备庞大,但制品的平整度和厚度均匀性好,在应用中有时会出现分层现象。
(4)浇铸板材 板材采用浇铸法成型,多用聚甲基丙烯酸酯类和聚酰胺作原料,可用来成型较厚板材,得到表面平整、透明度较高、强度较好的制品。该种方法是一种劳动强度大的间断式生产方式。
(5)流延法生产板(片)和薄膜 挤出流延法生产薄膜和片材,是把热塑性塑料经挤出机塑化成熔融态后,通过成型模具口模成型薄膜或片状流出,在冷却降温辊筒上降温定型,然后再经进一步冷却和表面处理,成为制品。这种挤出流延法生产线见图4-52,主要是用聚丙烯、聚乙烯、聚酰胺(尼龙)和乙酸纤维素为原料,生产薄膜和片材。乙酸纤维主要用于生产光学性能较好的薄片,做光学应用片基。
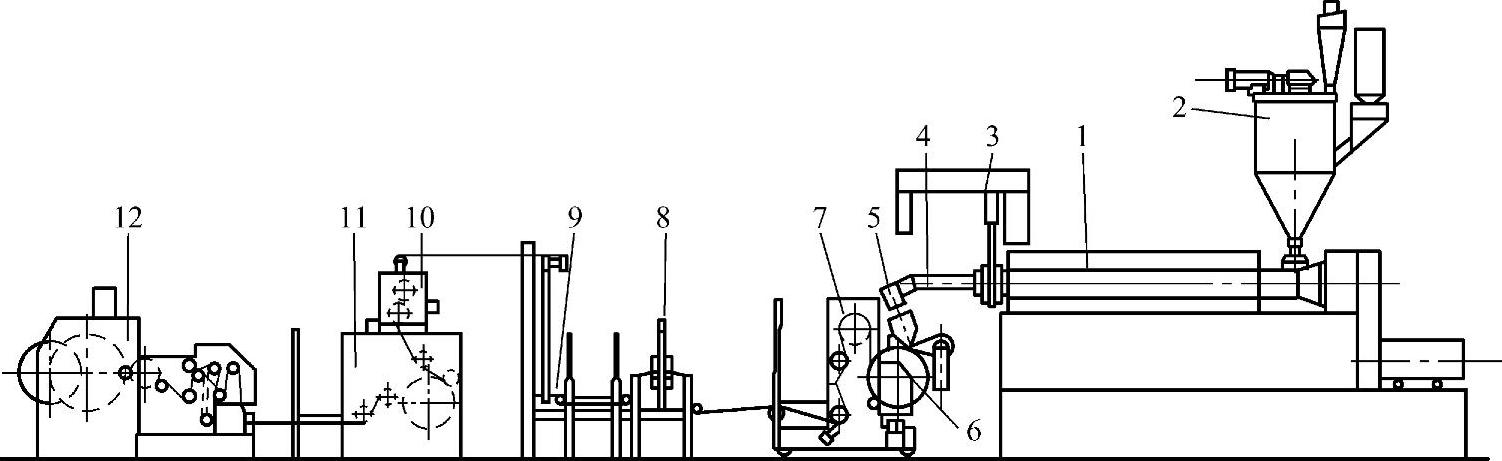
图4-52 挤出流延法生产线
1—挤出机 2—加料装置 3—过滤网 4—模具连接 5—模具 6—冷却辊筒 7—牵引装置 8—厚度检测 9—导辊 10—表面处理 11—牵引装置 12—卷取装置
塑料板(片)材的品种很多,如由一种原料压合成的平板、波纹板、发泡或不发泡板,单面或双面贴装饰膜的复合板等。
塑料板(片)材用途甚广,如制作化工、医药和食品用容器,各种罐类的防腐衬里,电绝缘板和垫板等;建筑业用隔壁板、棚板、地板、防水用瓦棱顶板等,在许多设备中可替代钢板、铝板、铜板、木材板等使用;另外,无毒的透明片,还是仪器工业和医药工业广泛应用的包装材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。