



塑料薄膜挤出成型,以挤出吹塑法成型薄膜生产方式应用最多。常用吹塑薄膜成型模具结构有芯棒式、水平式、直角式、螺旋式和旋转式。
这几种不同结构模具的共同特点是:都有一个能成型管状膜坯的环形缝隙出料口;进入成型模具内的熔料要均匀地分布在空腔内,能够从模具口的环形缝隙中被等压力、等流速、厚度均匀地挤出,成型为圆周厚度一致的吹膜用型坯。这就要求模具口的出料间隙可调,而且间隙要均匀一致,以保证吹塑薄膜成型的质量。
(1)芯棒式模具 芯棒式模具结构见图4-37。主要组成零件有芯棒、模具体、口模座、芯模、压板环、口模、调节螺钉和进气管等。
1)模具成型管状膜坯过程。挤出机把塑化均匀的熔料通过模具连接颈挤入模具体与芯棒组合形成的空腔内,在螺杆的推动挤压下,熔料沿芯轴分流线向上流动,然后在分流线末端尖角处汇合,形成圆管状,沿芯棒向上流入缓冲槽内。充满缓冲槽后,沿缓冲槽圆周,熔料同时向上流,被后续熔料的压力推动,同时被等压力、等流量和等速度地挤出口模,成型吹塑管状膜坯。此时,由模具底部进气管吹入的压缩空气把膜管吹胀,形成更薄的筒状膜泡,经冷却定型,成为吹塑薄膜制品。
2)芯棒式模具工作特点。要求芯棒有足够的工作强度,以防止芯棒工作时受熔料的冲击力作用变形,产生“偏中”现象,造成口模处圆周间隙不均匀,使制品出现厚度误差过大;芯棒与模具体组合形成的熔料流道空腔较小,则模具体内熔料存留少、停留的时间短、不易分解。所以,此种结构成型模具比较适合于热敏性原料聚氯乙烯树脂的挤塑成型。由于芯棒有分流斜角,熔料汇合接缝产生一条纹线,对吹塑薄膜的外观质量和强度有些影响。
(2)水平式模具 水平式模具结构见图4-38。这种模具结构用在平吹法挤出薄膜设备上。
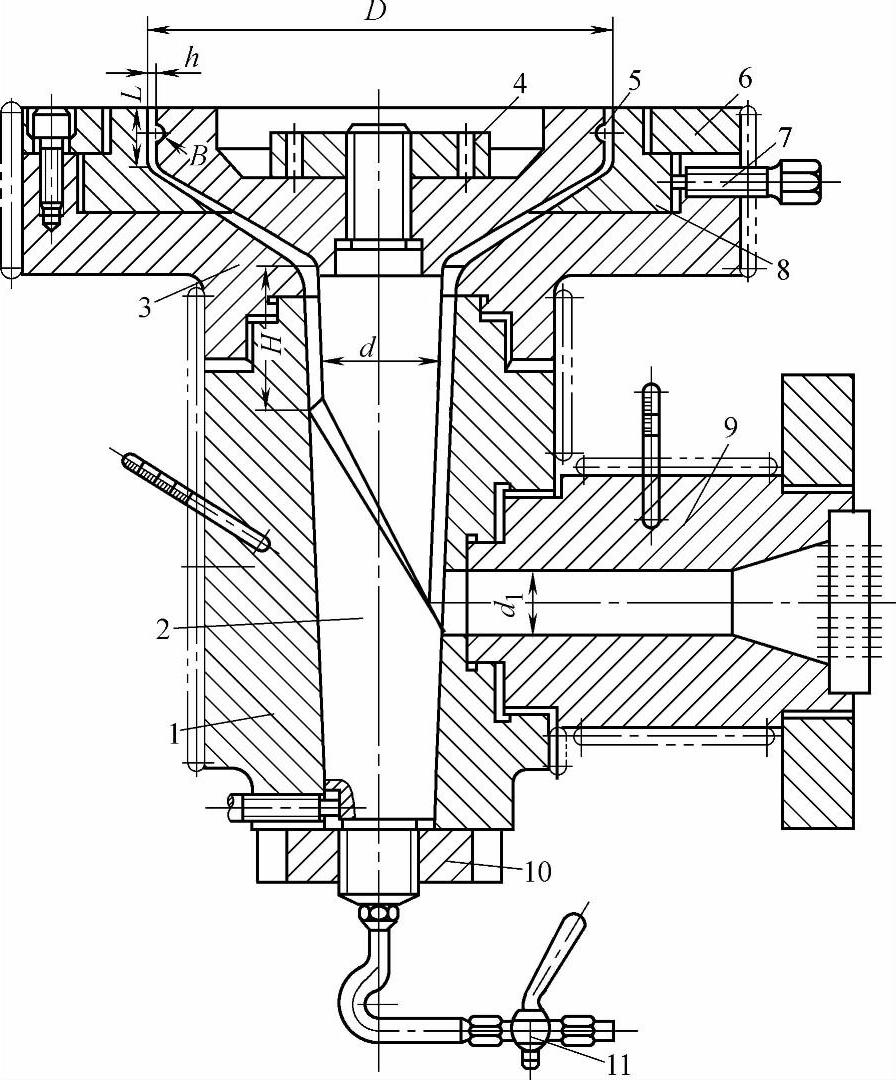
图4-37 芯棒式模具结构
1—模具体 2—芯棒 3—口模座 4—螺母 5—芯模 6—压板环 7—调节螺钉 8—口模 9—连接颈 10—螺母 11—进气管
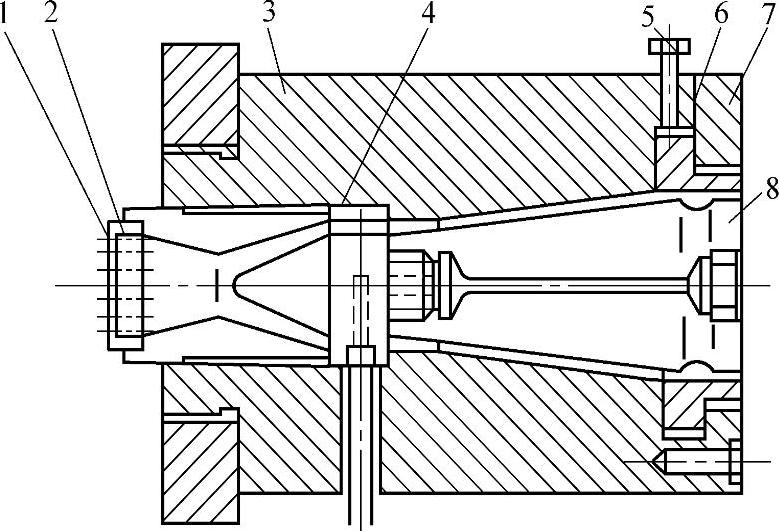
图4-38 水平式模具结构
1—过滤网 2—分流板 3—模具体 4—分流锥 5—调节螺钉 6—口模 7—压盖 8—芯棒
水平式模具的结构特点是:模具内熔料流过的空腔比较小,膜坯的定型段也较短,料流的流速均匀;成型膜坯的厚度均匀,模具结构较简单、加工较容易、造价低;生产初期对模具的调整也较方便,膜坯的厚度调整控制方便,不会出现工作中芯棒倾斜现象。不足之处是:由于分流锥支架肋较多,而增加了熔料的接线缝,影响膜的强度。
水平式模具比较适合于聚乙烯和聚丙烯原料挤出吹塑成型薄膜。
(3)直角式模具 直角式模具结构见图4-39。主要组成零件有分流锥、芯棒、口模、模具体、中套、多孔板、模具座、调节螺钉、连接颈和进气管等。
1)模具成型管状膜坯过程。在挤出机中螺杆旋转推力的作用下,塑化均匀的熔料经模具连接颈进入模具体空腔内,通过多孔板由分流锥把熔料分流成圆筒状,经芯棒和口模间的缝隙,被挤出模具口,成为吹膜用管状膜坯。管状膜坯由牵引机牵引向上或向下移动,同时,从芯棒中间向膜坯内吹入压缩空气,把膜坯吹胀成圆筒状膜泡,经冷却定型后成为吹塑薄膜制品。
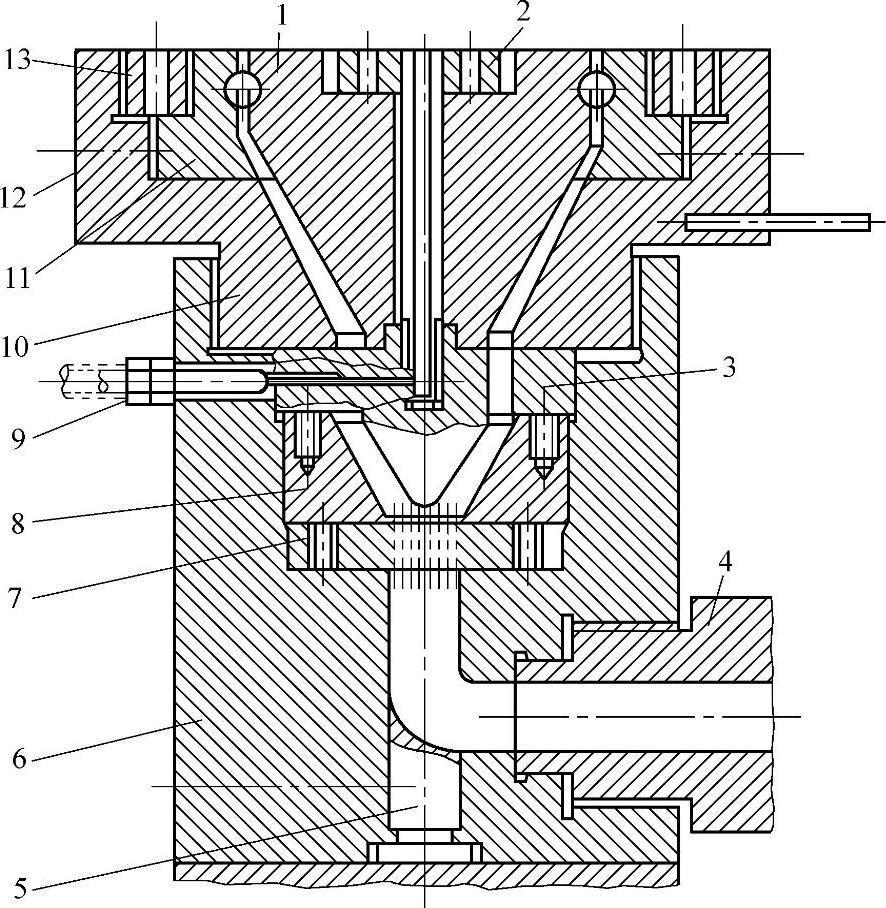
图4-39 直角式模具结构
1—芯棒 2—压紧板 3—分流锥 4—连接颈 5—堵头 6—模具体 7—多孔板 8—中套 9—进气管 10—模具外套 11—口模 12—调节螺钉 13—锁紧螺母
2)直角式吹塑成型模具特点。当塑化均匀的熔料进入模具空腔后,由分流锥把熔料分流成圆筒状,这样的分流方式使熔料在成型模具内分布均匀;熔料是从模具体下端侧进入模腔内的,熔料不能像芯棒式模具那样冲击芯棒,这样使模具的调整控制就比较容易,膜坯管挤出口模时的壁厚较均匀,则吹塑成型后薄膜制品厚度质量好。
不足之处是:直角式模具体空腔比芯棒式模具体内空腔容积大些,这样,直角式模具体内熔料存量较多,则熔料在模具内停留时间长、料易分解,所以,此种结构型模具对成型热敏性原料(如聚氯乙烯料)不利,易分解变黄。另外,分流锥上的十字形支肋,使熔体管状筒形成有多股熔料接线纹,对吹塑膜的强度略有影响。
(4)螺旋式模具 螺旋形吹塑薄膜成型用模具是指模具中的芯模外表有呈螺旋形的沟槽,具体结构见图4-40。螺旋形模具主要组成零件有螺旋芯模、口模、芯模、模具外套、调节螺钉、模具座和进料连接颈等。
1)模具成型管状膜坯过程。挤出机的螺杆旋转,推动塑化熔料经模具连接颈进入模具体内主流道孔,然后再分别进入多个呈对称分布的分流道孔中,分成多股料流。这些料流在后续熔料推动下,沿着各自的螺旋槽向模口方向流动。由于螺旋芯模是上小下大锥形体,熔料移动的断面也逐渐随着空腔的加大而增加,在这个位置上,大多数熔料变成轴向移动。通过缓冲槽后,口模处的熔料被等压力、等流量和等流速地挤出口模,成为吹塑薄膜的管状坯,经牵引机牵动向前运行;与此同时,压缩空气经芯模孔吹入膜坯内,把膜坯吹胀,成为筒状膜泡,经冷却定型成为吹塑薄膜制品。
2)螺旋形模具工作特点。从模具成型管状膜坯的过程中可以知道:熔料进入模具体内后又分成多股料流,使熔料得到进一步的混合塑化,再加上料流的分股与汇合过程不会形成熔料接缝线,这使熔料吹塑薄膜的质量和强度得到提高。由于此种模具结构使熔料流的压力和流速均较平稳,则使成型的管状膜坯厚度较均匀,保证了吹膜制品的质量。此种结构型模具,熔料在模具体内停留时间较长,因此,只能适合加工流动性较好的原料。聚氯乙烯在挤塑成型吹塑薄膜时,不能使用螺旋形模具。

图4-40 螺旋形吹塑模具结构
1—芯模 2—口模 3—螺旋芯模 4—模具外套 5—模具座 6—进料连接颈 7—调节螺钉
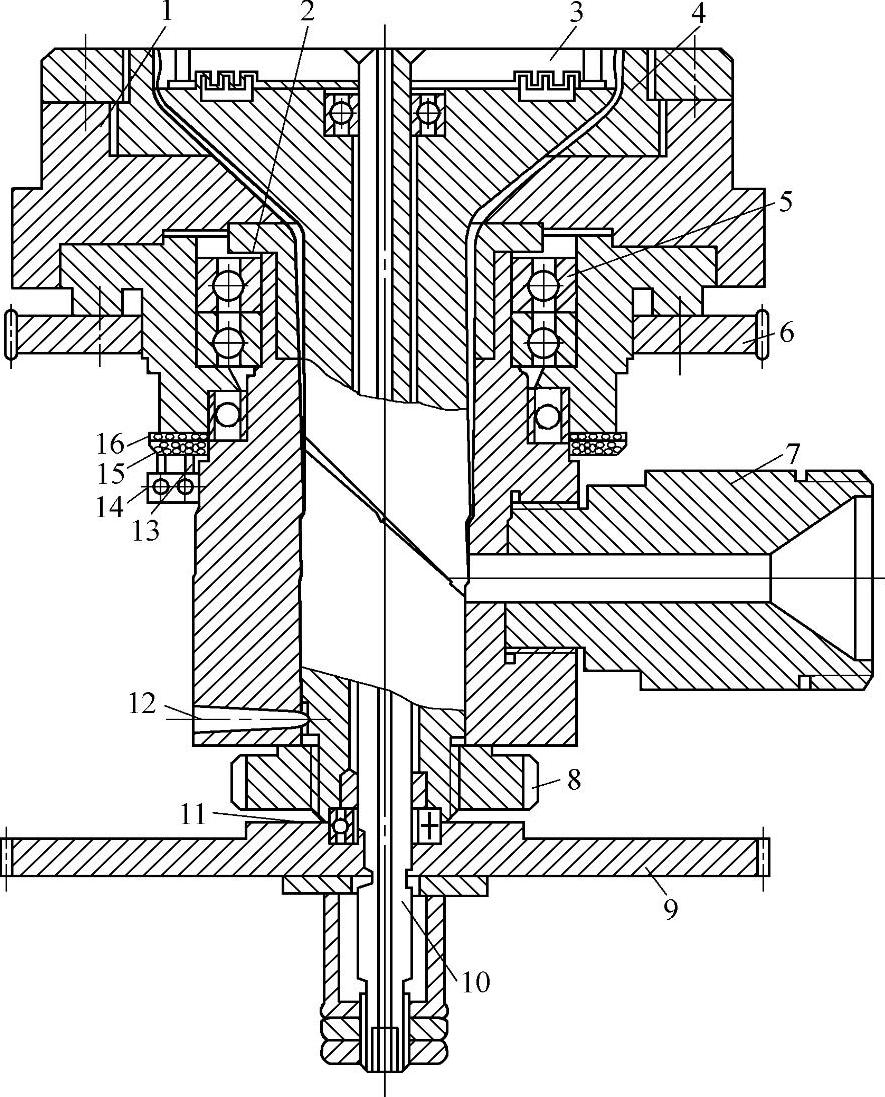
图4-41 芯棒式旋转模具结构
1—旋转模体 2—旋转套 3—芯棒 4—口模 5—滚动轴承 6—传动齿轮 7—模具连接颈 8—定位锁紧螺母 9—传动齿轮 10—空心传动轴 11—滚珠轴承 12—定位销 13—铜环 14—碳刷15—铜环 16—绝缘环(https://www.xing528.com)
(5)旋转式模具 旋转式吹塑薄膜成型用模具的结构形式,可以是芯棒式、直角式和螺旋形。旋转式模具结构与芯棒式、直角式和螺旋形模具结构基本相同,不同之处是:旋转模具在成型膜坯时,芯棒或模体旋转,旋转方式可以是其中一件旋转,也可两件同时旋转,可同向旋转,也可逆向旋转。两零件旋转成型膜坯的目的是:借助两零件的相互旋转成型膜坯来弥补、修正膜坯在管状圆周上的厚度误差,使各误差点均匀地分布在管状膜坯的圆周上,从而保证吹胀膜制品圆周厚度误差值接近一致。
图4-41是芯棒式旋转模具结构,主要组成零件有旋转模体、旋转套、芯棒、口模、传动齿轮、空心传动轴、滚动轴承和模具连接颈等。
芯棒式旋转模具成型管状膜坯的过程与芯棒式吹塑成型模具成型管状膜坯的过程完全相同。旋转式模具的工作特点是:零件的旋转速度在0.2~4r/min范围内;成型膜制品质量较好,无熔料接缝线,厚度公差均匀,可达±5μm;模具中各零件要用高温下变形小的钢材制造,加工精度要求高,相互运动件要配合严密,防止产生渗漏料;注意轴承部件的润滑和电加热元件的绝缘性能;只适合流动性好、不易分解的塑料成型。螺旋式旋转模具可成型膜泡直径200~6000mm,直角式旋转模具适合于成型折径为1000mm以下的薄膜。
(6)复合式模具 挤出吹塑成型复合薄膜用成型模具,是指能把几层不同原料或不同颜色的熔料,在模具内或在模具外复合成复合薄膜。这种挤出吹塑成型复合薄膜的生产方法,可用两台或两台以上挤出机工作,分别由它们挤塑出不同原料或不同颜色的塑化熔融料,然后同时挤入吹塑薄膜用的成型模具中。成型吹塑薄膜用管状膜坯,经吹胀成膜泡,冷却定型后即成为复合薄膜。图4-42是三种成型复合膜用模具。
1.模具结构参数的确定
1)口模直径尺寸确定。注意口模直径与挤出机螺杆直径的匹配,两者的关系要从薄膜制品的厚度、吹胀比和产量等条件因素考虑选择。表4-22中列出的是模具中口模直径与螺杆直径的匹配经验数据,可供参考。
2)口模定型段长度L与口模间隙h(见图4-37)的比值应参照表4-23中的比值范围。比值过大,模具体重(质)量增加;比值过小,影响膜管的成型质量。
3)成型模具的口模间隙应在0.5~2.00mm内可调。生产中常用口模间隙在1mm左右。不同材料挤出吹塑薄膜时的口模间隙见表4-24。
通常,口模与芯棒间的间隙也可按h=(18~30)t方式计算决定。式中,t为膜泡厚度(mm)。
4)模具中芯棒上的扩张角值,常用角度在90°左右,最大值不应超过120°。过大的角度给工艺控制、膜厚度调解和模具强度设计等带来一定的难度。
5)芯棒上、口模处的缓冲槽为弓形,宽为(15~30)h,高为(4~8)h,较为适合。
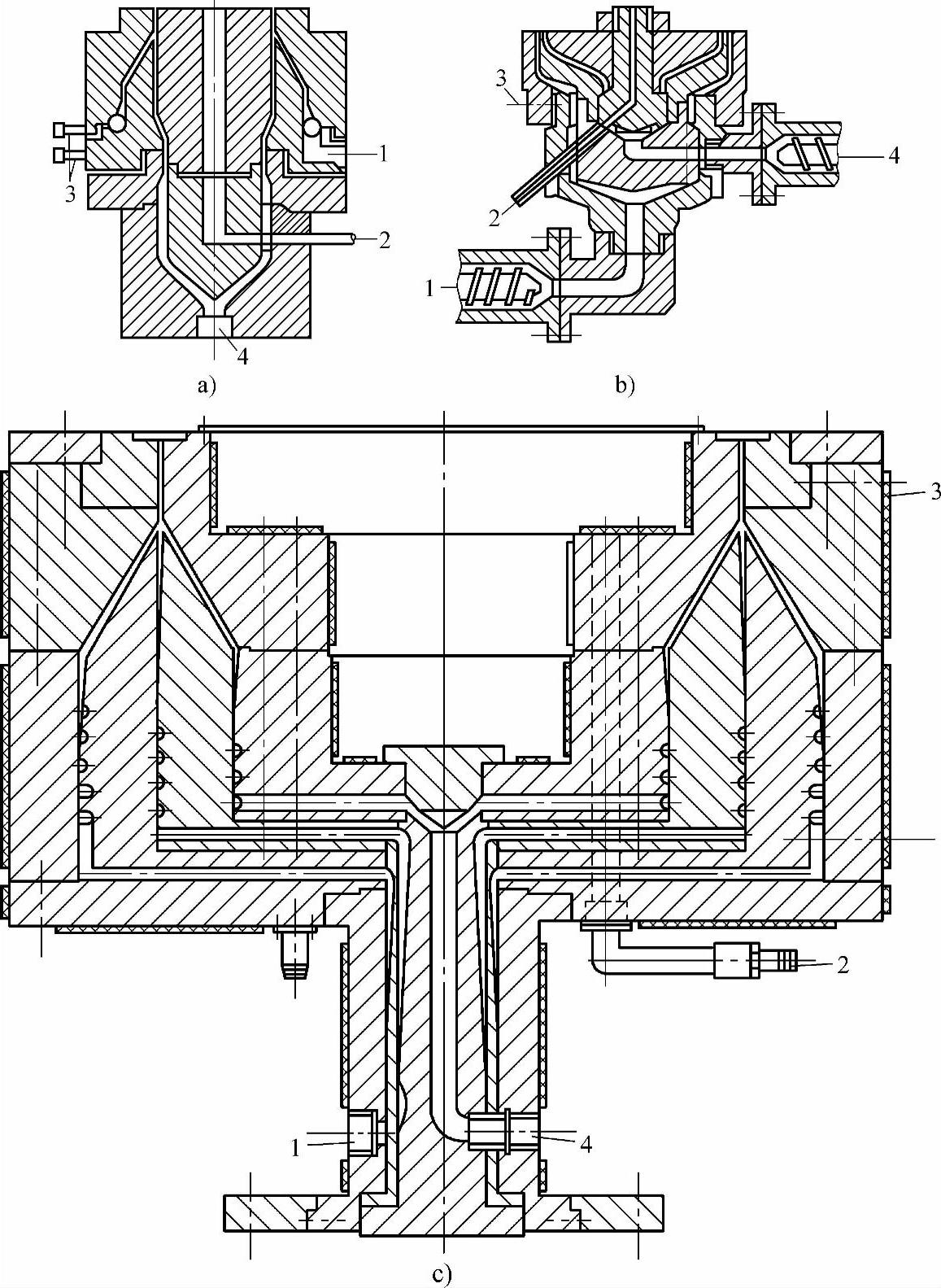
图4-42 复合式模具结构示意图
a)模具体内复合模用成型模具 b)模具体外复合膜用成型模具 c)三层共挤复合成型模具 1—外层熔料进入模具孔 2—压缩空气进孔 3—口模间隙调节螺钉 4—内层熔料进入模具孔
表4-22 螺杆直径与口模直径、薄膜幅宽的关系(单位:mm)

表4-23 模具中膜管坯成型长度与口模间隙比值

表4-24 挤出吹塑薄膜用不同原料时的口模间隙

6)芯棒斜角结构(见图4-43)。这个角度值的确定,由熔料的粘度和流动性如何来决定,一般取α=40°~60°。角度过小,容易造成芯棒中α角两边汇合处流料缓慢,因受热时间过长而分解。

图4-43 芯棒合流尖角结构
2.模具使用与维护注意事项
挤出吹塑薄膜成型用模具的使用与维护注意事项与挤出管材成型用模具的使用与维护注意事项内容相同,可参照本章中第4.2.1节第3项内容。
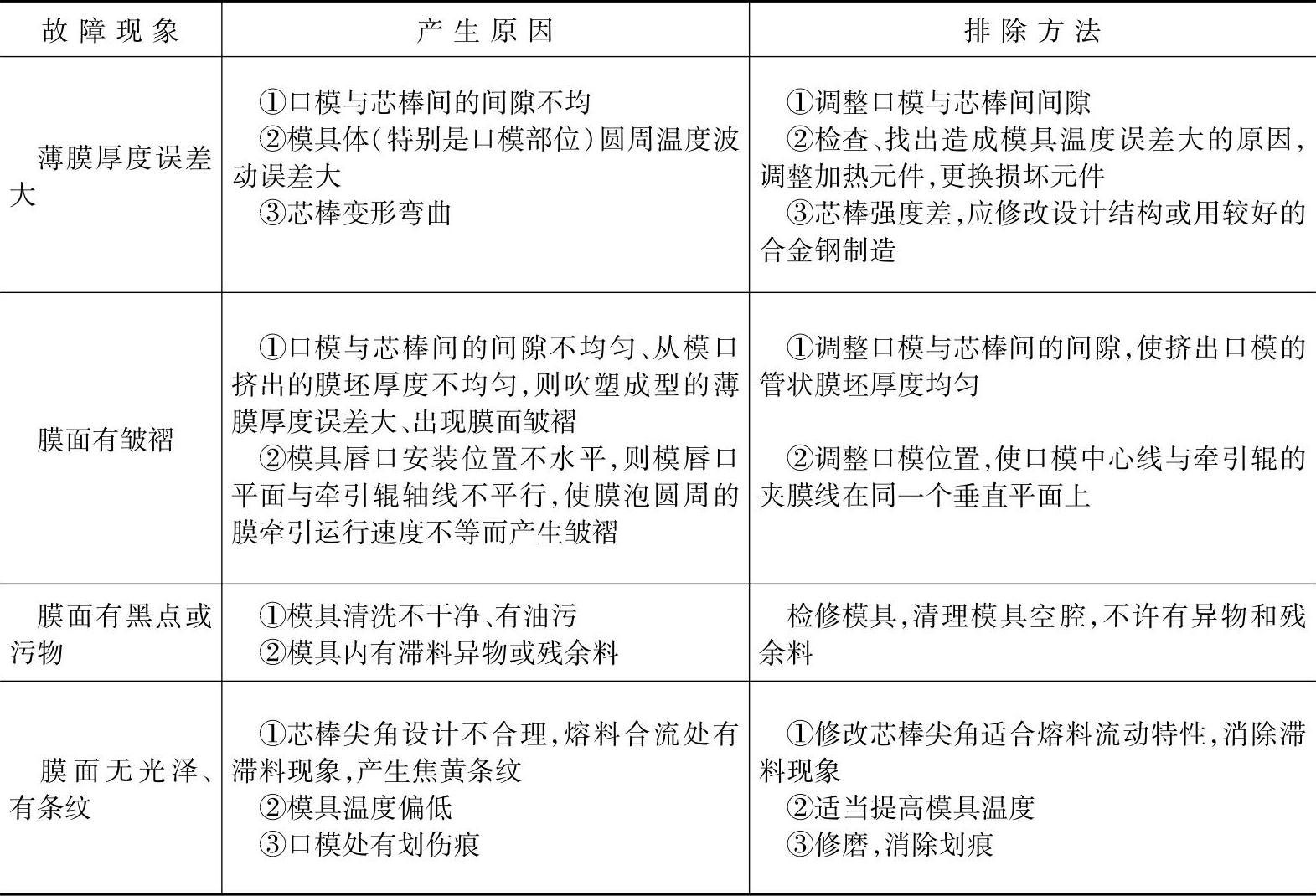
挤出吹塑薄膜成品质量与模具有关事项参照表4-25。模具工作故障及排除方法可参照表4-14。
表4-25 薄膜制品质量与模具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。