



【摘要】:从成型模具挤出的管坯,是依靠牵引机将其夹牢牵引运行。目前,绝大多数牵引机结构为履带式。图4-33是滚轮式牵引机结构示意图,图4-34是履带式牵引机结构示意图。对牵引机的工作要求:①各履带对管材夹持的牵引力,应大于管材通过真空定径套和真空箱时与各装置的摩擦阻力。②各履带能同步运行,牵引速度平稳。③牵引速度可变化调整,能满足管材挤出成型生产中的最低和最高速度变化要求。
从成型模具挤出的管坯,是依靠牵引机将其夹牢牵引运行。这既可保证挤出管材生产的连续性,又使管坯在未冷却定型前受到一定的拉伸。这个适宜的拉伸比,使高分子的分子链定向排列、则提高了塑料管材的强度。
常用牵引装置结构有橡胶带式、滚轮式和履带式。目前,绝大多数牵引机结构为履带式。图4-33是滚轮式牵引机结构示意图,图4-34是履带式牵引机结构示意图。
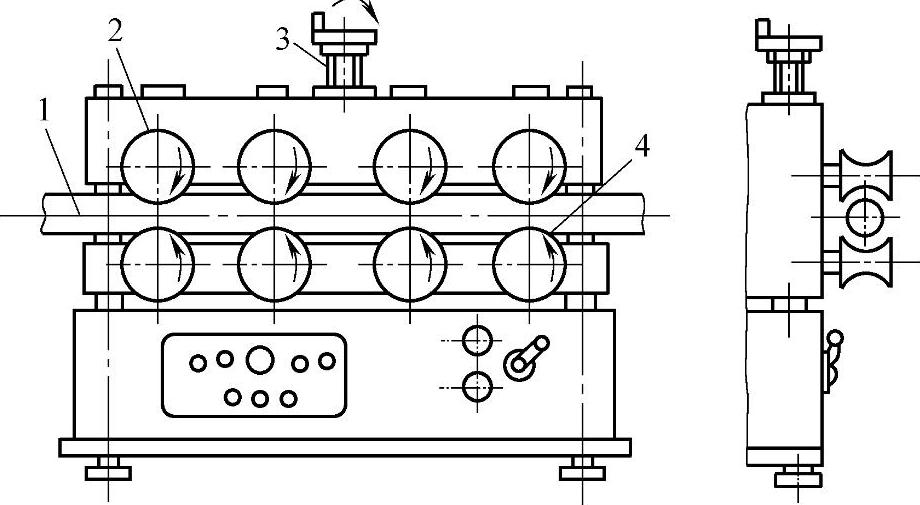
图4-33 滚轮式牵引装置结构
1—管材 2—上辊 3—调距丝杆 4—下辊
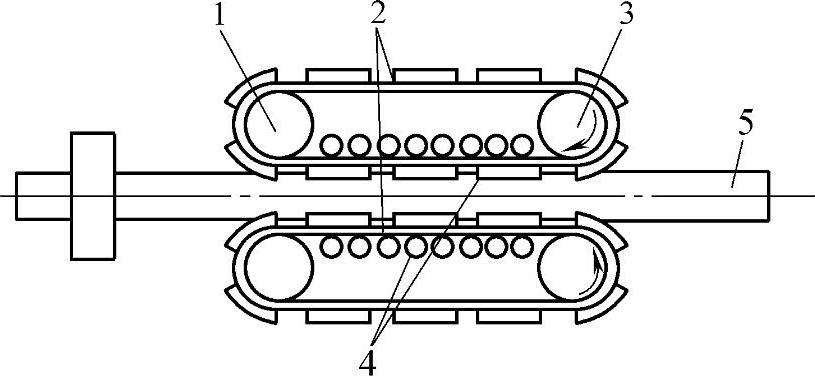
图4-34 履带式牵引装置结构
1—履带被动辊 2—橡胶带 3—主动辊 4—托辊 5—管材(https://www.xing528.com)
履带式牵引机可有多个履带组合工作,数量的多少是按管材直径大小来决定:管材直径小时,履带数量少,小于150mm的管材牵引,可用2根履带;管材直径在1000mm时,应选用履带数量大于8根。履带运行可用一台电动机,通过链条传动,分别带动各带同步运行;也可用变频技术,各履带分别用一台电动机拖动。对牵引机的工作要求:
①各履带对管材夹持的牵引力,应大于管材通过真空定径套和真空箱时与各装置的摩擦阻力。
②各履带能同步运行,牵引速度平稳。
③牵引速度可变化调整,能满足管材挤出成型生产中的最低和最高速度变化要求。
④要经常给各传动零件和轴、丝杆加注润滑油(脂);注意防止传送带被硬物划伤,带面不许有油污。
⑤当出现牵引运行不平稳时,应检查传动系统是否出现故障;也可能是胶带磨损拉长,应及时调整传送带的主、从动轮中心距,保持带运转工作有一定张力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。