



多螺杆式挤出机是指挤出机的机筒内有多根螺杆组合在一起工作,结构见图1-8。图1-8b所示是行星螺杆式挤出机,它在压延机生产线中的应用比较多。在压延机前的生产工序中,用行星螺杆式挤出机混炼、塑化原料的质量要比用单螺杆式挤出机的好,而且产量也高。
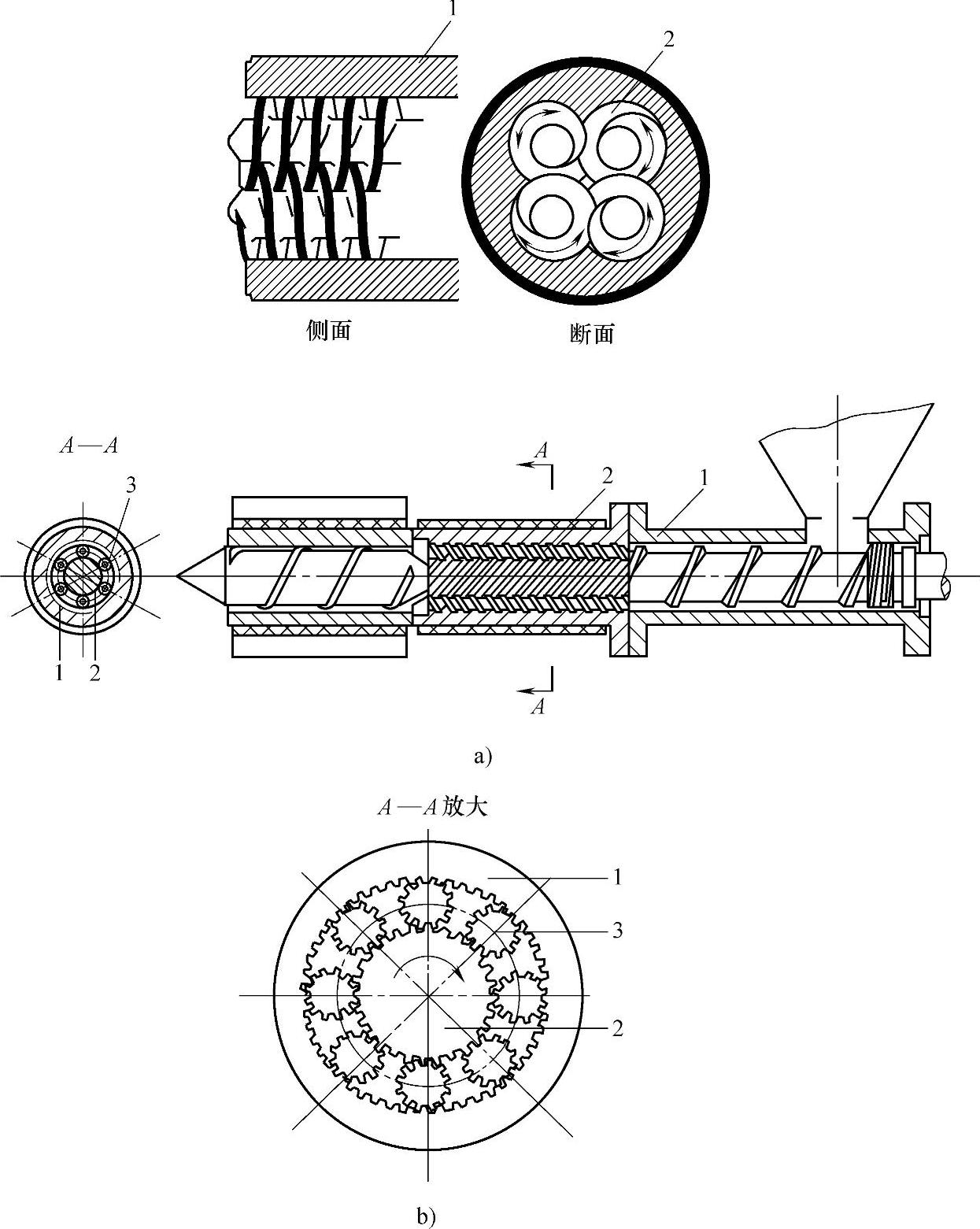
图1-8 多螺杆式挤出机的螺杆布置示意图
a)多螺杆式 b)行星螺杆式 1—机筒 2—多螺杆(b中是主螺杆) 3—行星螺杆
行星螺杆式挤出机的结构特点及工作方式,不同于其他挤出机之处是在挤出机中螺杆的螺旋中段(即塑化段),或是整个螺杆(只有进料部分加料段不是行星螺杆)为行星螺杆式结构。行星螺杆式挤出机工作时,以中心螺杆为主动螺杆,其外圆有多根小直径螺杆与其啮合转动。这些小直径螺杆既能自转,又能围绕中心螺杆公转,这是由于小螺杆的外围还有内带螺旋齿的外套与其啮合的缘故。这个外套也是机筒,与前后机筒用螺栓连接固定。螺杆的螺纹断面为渐开线齿形,螺旋为多头螺纹。图1-8中的中心螺杆、行星小直径螺杆和内有螺纹齿的外套机筒这三种零件组合,成为行星螺杆的混炼塑化机构。它们的螺距、螺纹深和垂直断面的齿形啮合角都相等;距外套螺旋齿的分度圆距离也相等;各个行星螺杆间的中心距相等,而且大于行星螺杆直径,以避免啮合传动时出现干涉现象。这些数据是保证这组行星螺杆正常啮合转动的工作参数。
行星螺杆混炼塑化原料的方式是:被加料段螺纹推到行星段的原料,在其后部螺杆进料的连续强力推动下,向螺杆前方机头挤出处移动,从中心螺杆和机筒间的内螺纹齿间和与其啮合的行星小直径螺杆齿间通过;由于行星螺杆中各螺杆不断转动,原料在相互啮合转动的螺纹齿间隙中受到强烈的挤压、辗伸和剪切等多种力的作用,在此段不断地被翻动、混合,最后成熔融状态,被均匀塑化,逐渐被推向螺杆前段,从机头挤出。(https://www.xing528.com)
这种挤出机的特点是:原料塑化质量好,工作效率高,既节省塑化时间,又减少能源消耗。可直接用粉料树脂挤出塑化。此种挤出机可用于聚氯乙烯片材生产时预塑化供料,也可用于软聚氯乙烯薄膜生产时预塑化供料。
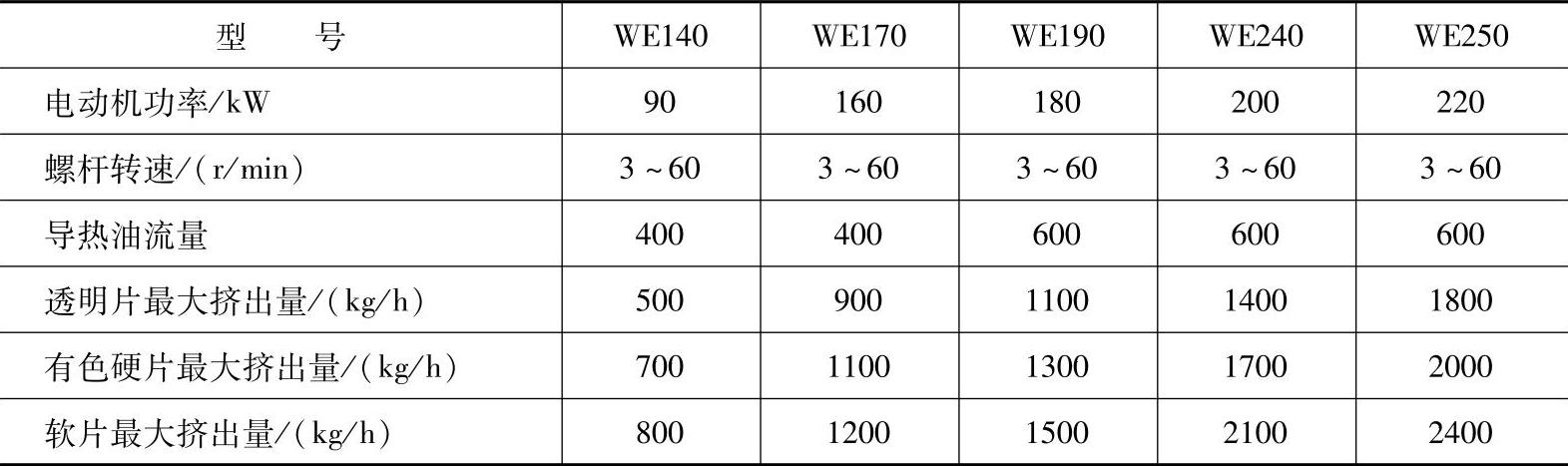
国内产行星螺杆式挤出机的基本参数见表1-24。
表1-24 行星螺杆式挤出机的基本参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。