



排气式挤出机是因其工作的特殊性能而得名。这个特殊性能是指在挤出过程中,挤出机能够排出原料中的气体(包括空气、水蒸气和挥发性气体),从而达到保证塑料制品质量的目的。与其他挤出机比较,它突出的优点就是在挤出含有水分、溶剂的树脂时,不用对原料进行干燥处理,直接投入机筒就能挤出生产。
1.结构及工作方式
排气式挤出机与其他挤出机的结构不同之处,是机筒的中部上方有一个排气孔,螺杆是由两段常规螺杆串联组成。两段螺杆的交接处与机筒的排气口对应;排气口前端螺杆段叫一阶螺杆,它和普通螺杆一样,分加料段、塑化段和均化段;排气口后端螺杆段叫二阶螺杆,它由排气段、第二塑化段和第二均化段组成。其结构形式见图1-7。
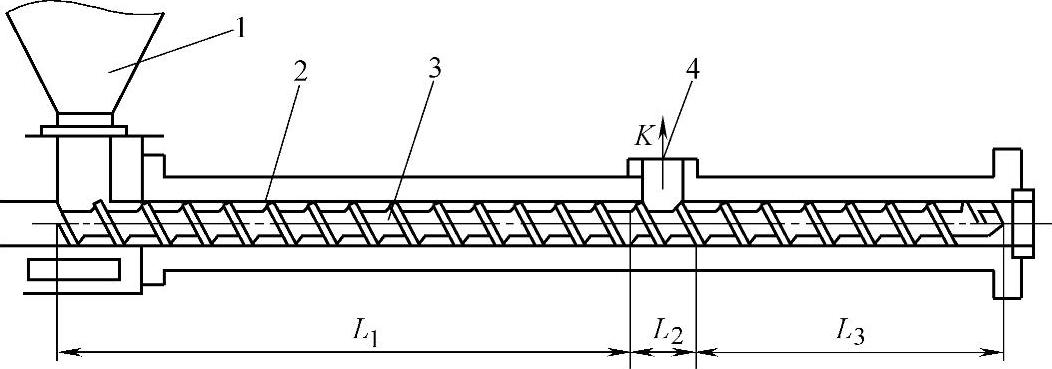
图1-7 排气式挤出机的挤出机筒和螺杆
1—料斗 2—机筒 3—螺杆 4—排气口
排气式挤出机的工作方式:原料在进入一阶螺杆后,经过加料段、塑化段和均化段后,基本达到塑化。在挤出过程中,原料中的水分、空气、挥发物等混合气体在挤出混炼中溢出。由于排气口与真空泵用管路相通,熔料被挤压至排气口处,所受压力骤降,因此熔料中的混合气体至排气口后被抽出。熔料被转动的螺杆推向二阶螺杆,得到进一步塑化,然后在等压、等量和比较稳定的温度条件下被挤出成型模具,成型为塑料制品。
2.基本参数
排气式挤出机的基本参数与其他类型挤出机的基本参数基本相同。表1-20中列出了以挤出聚烯烃为主的排气式挤出机的基本参数,是专业标准JB/T 5417—2007规定的。在JB/T 5417—2007中,还列出了以挤出硬聚氯乙烯(PVC-U)、软聚氯乙烯(PVC-P)制品用排气式挤出机的基本参数,见表1-21。
另外,排气式挤出机还有些特殊专用的参数,具体内容如下:
1)第一阶螺杆与第二阶螺杆的长度比值。指长度比值L3/L1,见图2-7。这个比值的大小由挤出成型的制品决定,一般在(0.8~1.8)∶1的范围内。用于造粒时,比值取小些;用于成型制品时,比值取大于1。
2)泵比。指第二阶螺杆的均化段螺纹槽深与第一阶螺杆的均化段螺纹槽深的比值,一般在(1.5~2)∶1之间。此值越大,排气口溢料的可能性越小;此值过大,则容易造成挤出料流不稳定,对制品质量稳定性有较大影响。
3)扩张比。指第一阶螺杆上均化段螺纹槽深与排气口段螺纹槽深的比值,一般在(2.5~6)∶1之间。此值越小,气体溢出的可能性越大。(https://www.xing528.com)
表1-20排气式挤出机基本参数(JB/T 5417—2007)
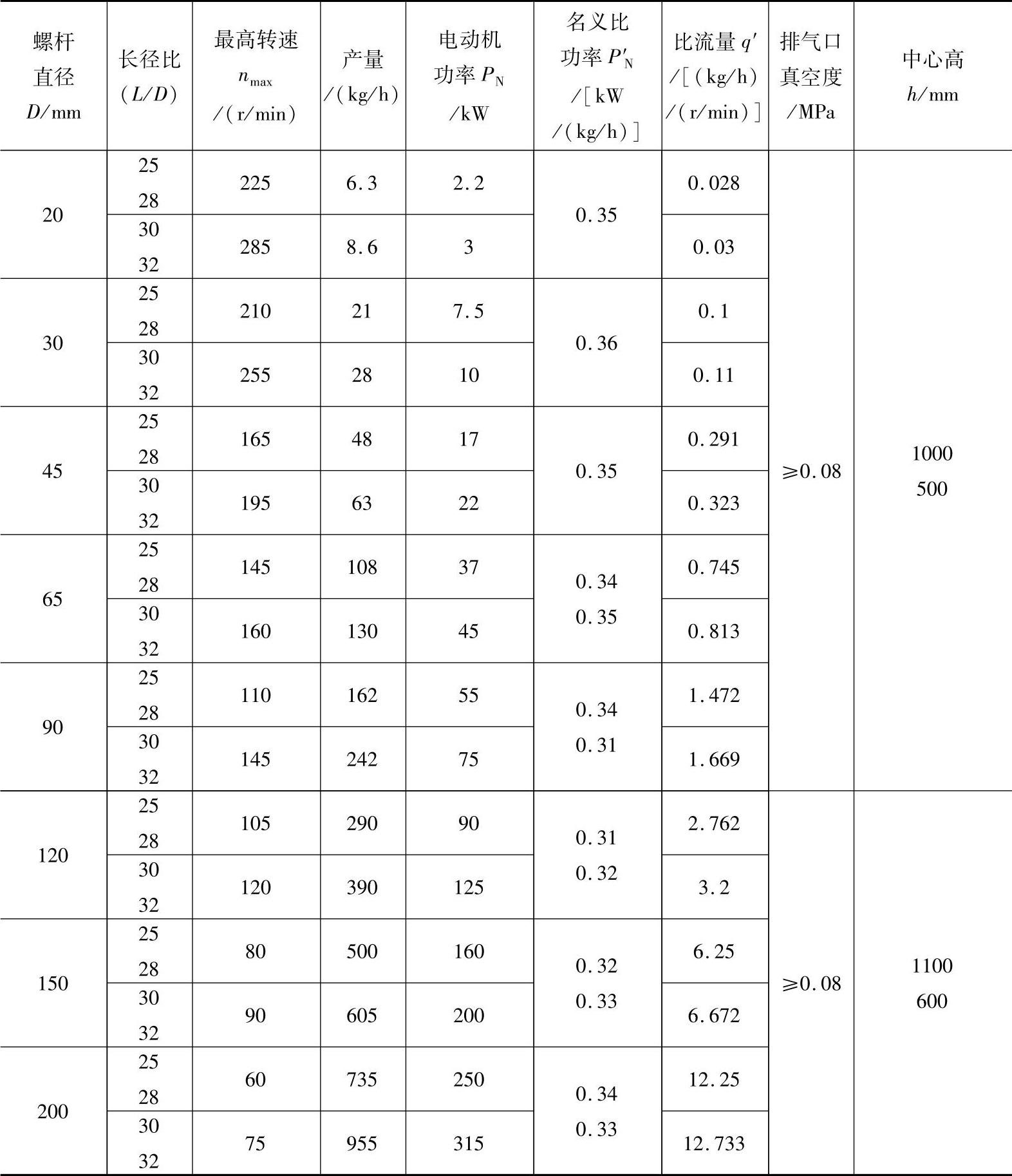
注:此标准参数以挤出聚烯烃为主。
表1-21 排气式挤出机用于PVC制品时的基本参数(JB/T 5417—2007)
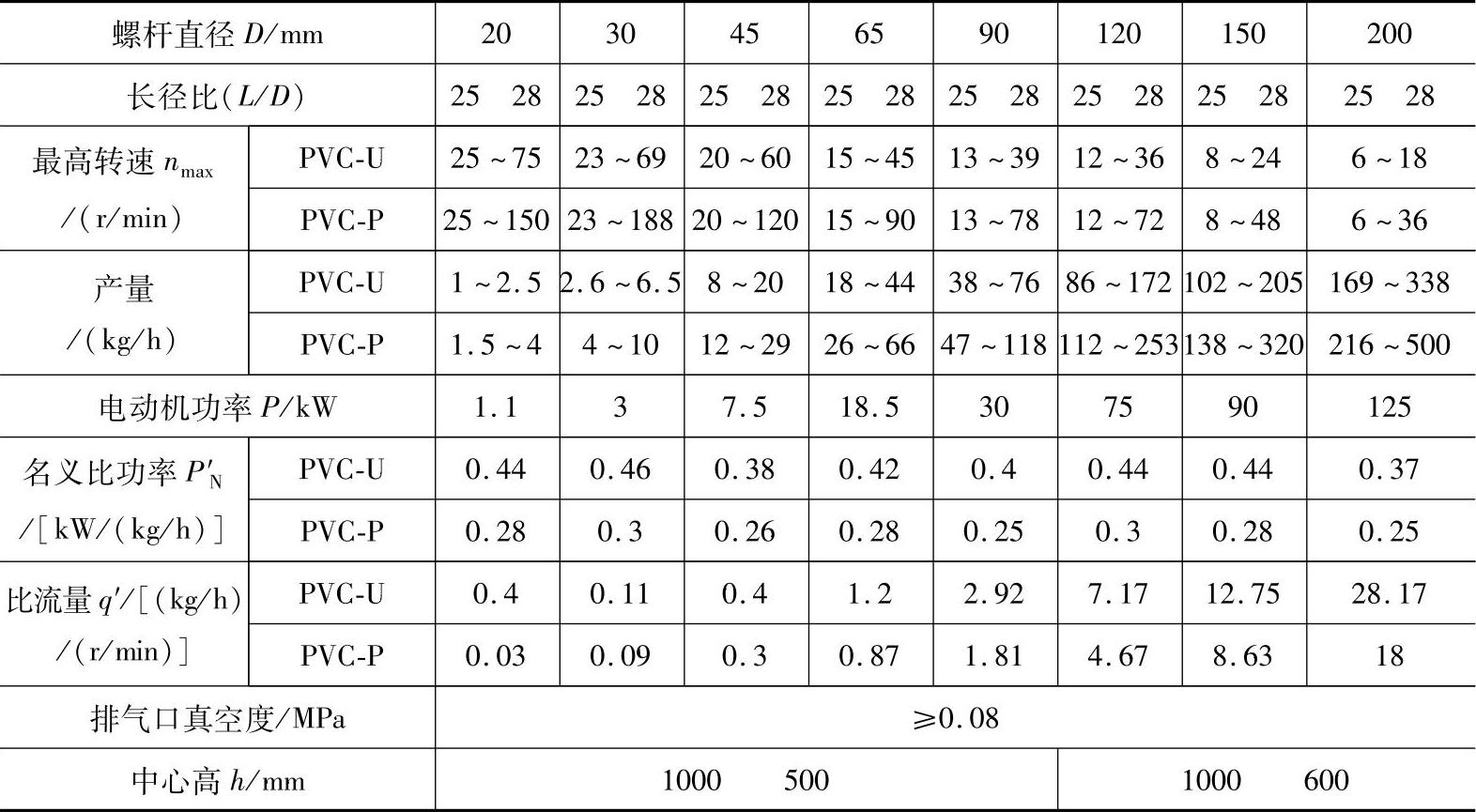
注:此标准参数以加工软、硬PVC制品为主,也可生产聚烯烃制品。
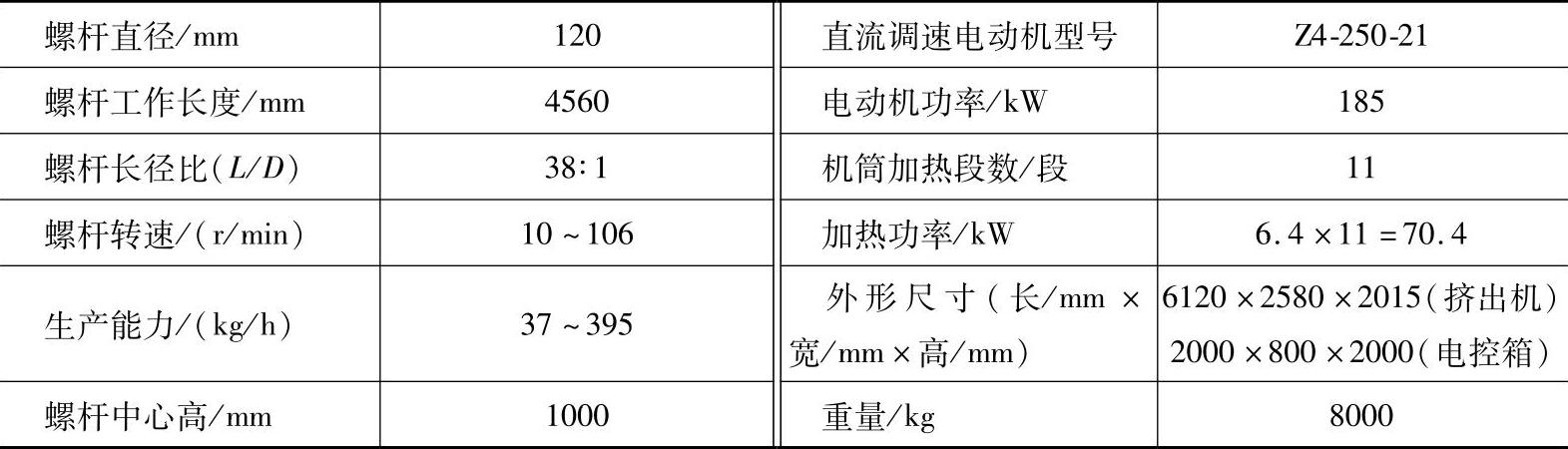
国内排气式挤出机生产厂产品基本参数见表1-22和表1-23。
表1-22 南京橡塑机械厂产单螺杆排气式挤出机基本参数

表1-23 上海挤出机械厂产单螺杆排气式挤出机基本参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。