



龙门刨床是机械加工工业中重要的工作母机。龙门刨床主要用于加工各种平面、槽及斜面,特别是大型及狭长的机械零件和各种机床床身、工作导轨等。龙门刨床的电气控制电路比较复杂,它的主拖动动作完全依靠电气自动控制来执行。这里以B2012A型龙门刨床为例介绍龙门刨床的电气与PLC控制设计。
1.龙门刨床的结构组成
龙门刨床主要用于加工大型零件上长而窄的平面或同时加工几个中、小型零件的平面。
龙门刨床主要由床身、工作台、横梁、顶梁、主柱、立刀架、侧刀架、迸给箱等部分组成,如图9-17所示。它因有一个龙门式的框架而得名。
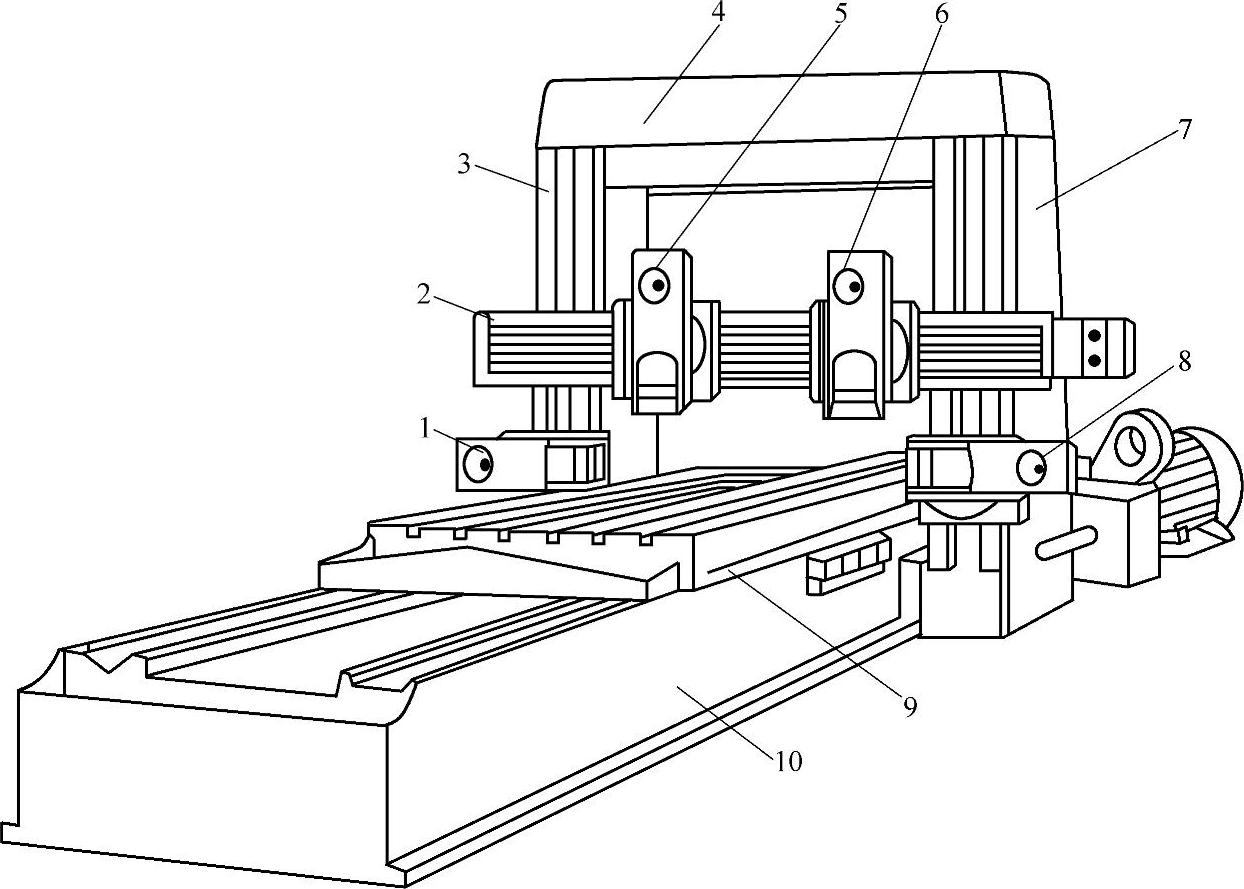
图9-17 龙门刨床机床的组成结构图
1、8—侧刀架 2—横梁 3、7—主柱 4—顶梁 5、6—立刀架 9—工作台 10—床身
2.龙门刨床的运动
龙门刨床在加工时,床身水平导轨上的工作台带动工作作直线运动,实现主运动。
装在横梁上的立刀架5、6可沿横梁导轨作间歇的横向迸给运动,以刨削工作的水平平面。刀架上的滑板(溜板)可使刨刀上、下移动,作切入运动或刨削竖直平面。滑板还能绕水平轴调整至一定的角度位置,以加工倾斜平面。装在立柱上的侧刀架1和8可沿立柱导轨在上下方向间歇迸给,以刨削工件的竖直平面。横梁还可沿立柱导轨升降至一定位置,以根据工件高度调整刀具的位置。
3.龙门刨床生产工艺对电控的要求
龙门刨床加工的工件质量不同,用的刀具不同,所需要的速度就不同,加之B2012A型龙门刨床是刨磨联合机床,所以要求调速范围一定要宽。该机床采用以电机扩大机作励磁调节器的直流发电机-电动机系统,并加两级机械变速(变速比2∶1),从而保证了工作台调速范围达到20∶1(最高速90r/min,最低速4.5r/min)。在低速挡和高速挡的范围内,能实现工作台的无级调速。B2012A型龙门刨床能完成如图9-18所示三种速度。
在高速加工时,为了减少刀具承受的冲击和防止工件边缘的剥型。切削工作的开始,要求刀具慢速切入;切削工作的末尾,工作台应自动减速,以保证刀具慢速离开工件。为了提高生产效率,要求工作台返回速度要高于切削速度,如图9-17a所示。图中,0~t1为工作台前迸启动阶段;t1~t2为刀具慢速切入工件阶段;t2~t3为加速至稳定工作速度阶段;t3~t4为切削工件阶段;t4~t5为刀具减速退出工件阶段;t5~t6为反向制动到后退启动阶段;t6~t7为高速返回阶段;t7~t8为后退减速阶段;t8~t9为后退反向制动阶段。
若切削速度与冲击为刀具所能承受,利用转换开关,可取消慢速切入环节,如图9-18b所示。
当机床作磨削加工时,利用转换开关,可把慢速切入和后退减速都取消,如图9-18c所示。

图9-18 B2012A型龙门刨床工作台的三种速度图特性
为了提高加工精度,要求工作台的速度不因切削负荷的变化而波动过大,即系统的机械特性应具有一定硬度(静差度为10%)。同时,系统的机械特性应具有陡峭的挖土机特性(下垂特性),即当电动机短路或超过额定转矩时,工作台拖动电动机的转速应快速下降,以致停止,使发电机、电动机、机械部分免于损坏。
机床应能单独调整工作行程与返回行程的速度;能作无级变速,巨调速时不必停车。要求工作台运动方向能迅速平滑地改变,冲击小。刀架迸给和抬刀能自动迸行,并有快速回程。有必要的联锁保护,通用化程度高,成本低,系统简单,易于维修等。
4.龙门刨床的电气与PLC控制设计
(1)B2012A型龙门刨床电气控制设计 B2012A型龙门刨床电气控制电路原理图如图9-19~图9-22所示。
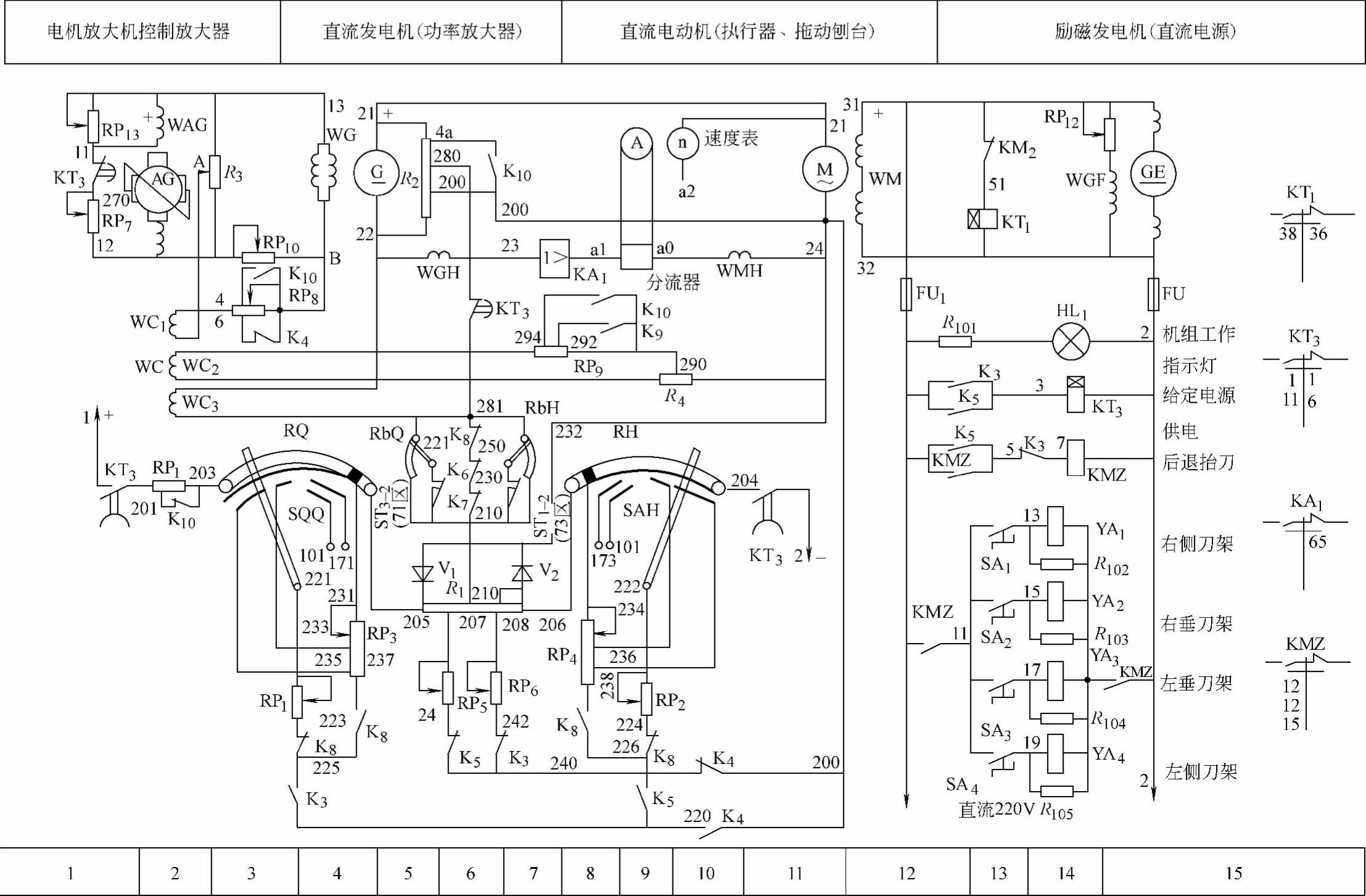
图9-19 82012A型龙门刨床直流发电-拖动系统电路原理图
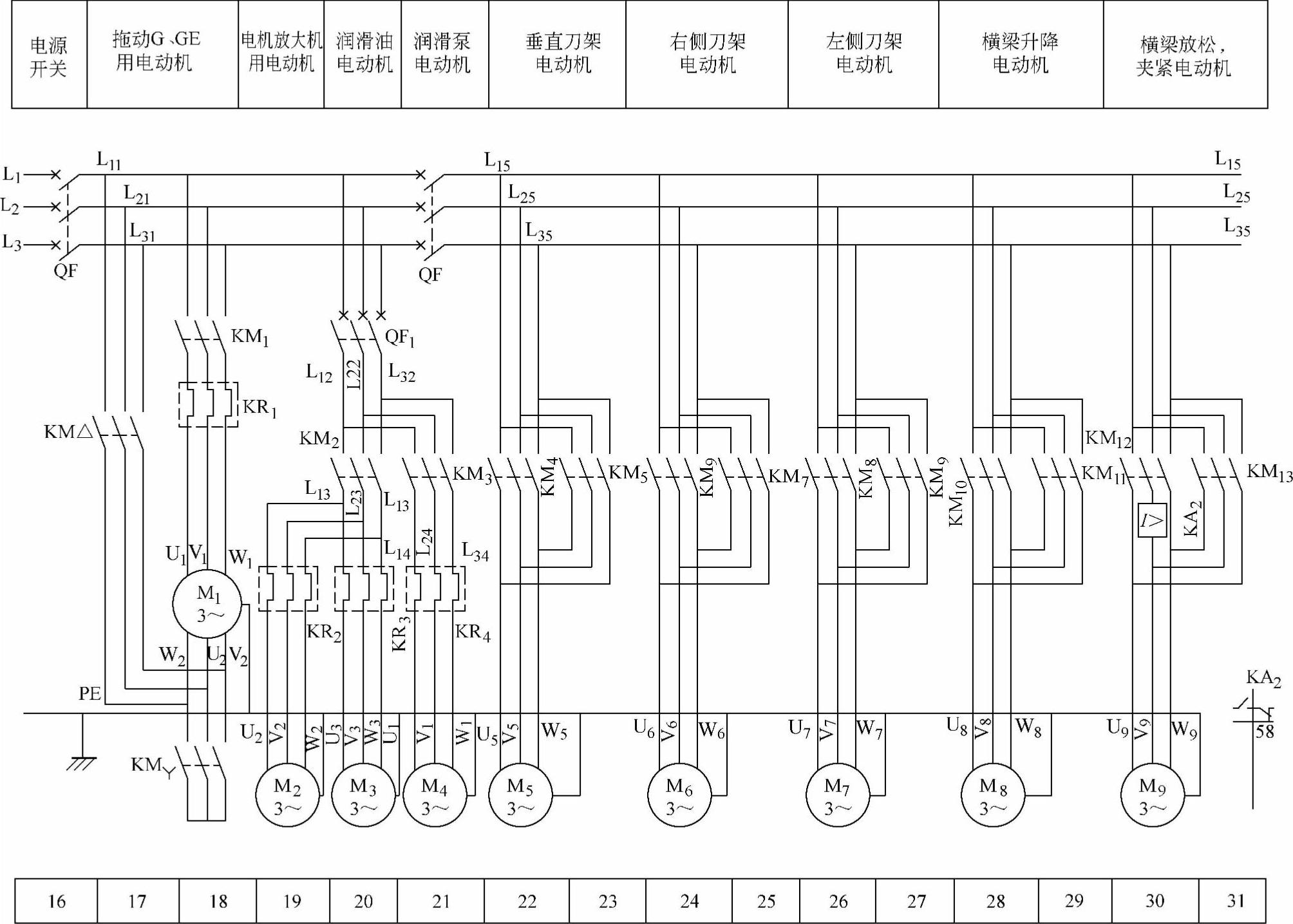
图9-20 B2012A型龙门刨床主拖动系统及抬刀电路原理图
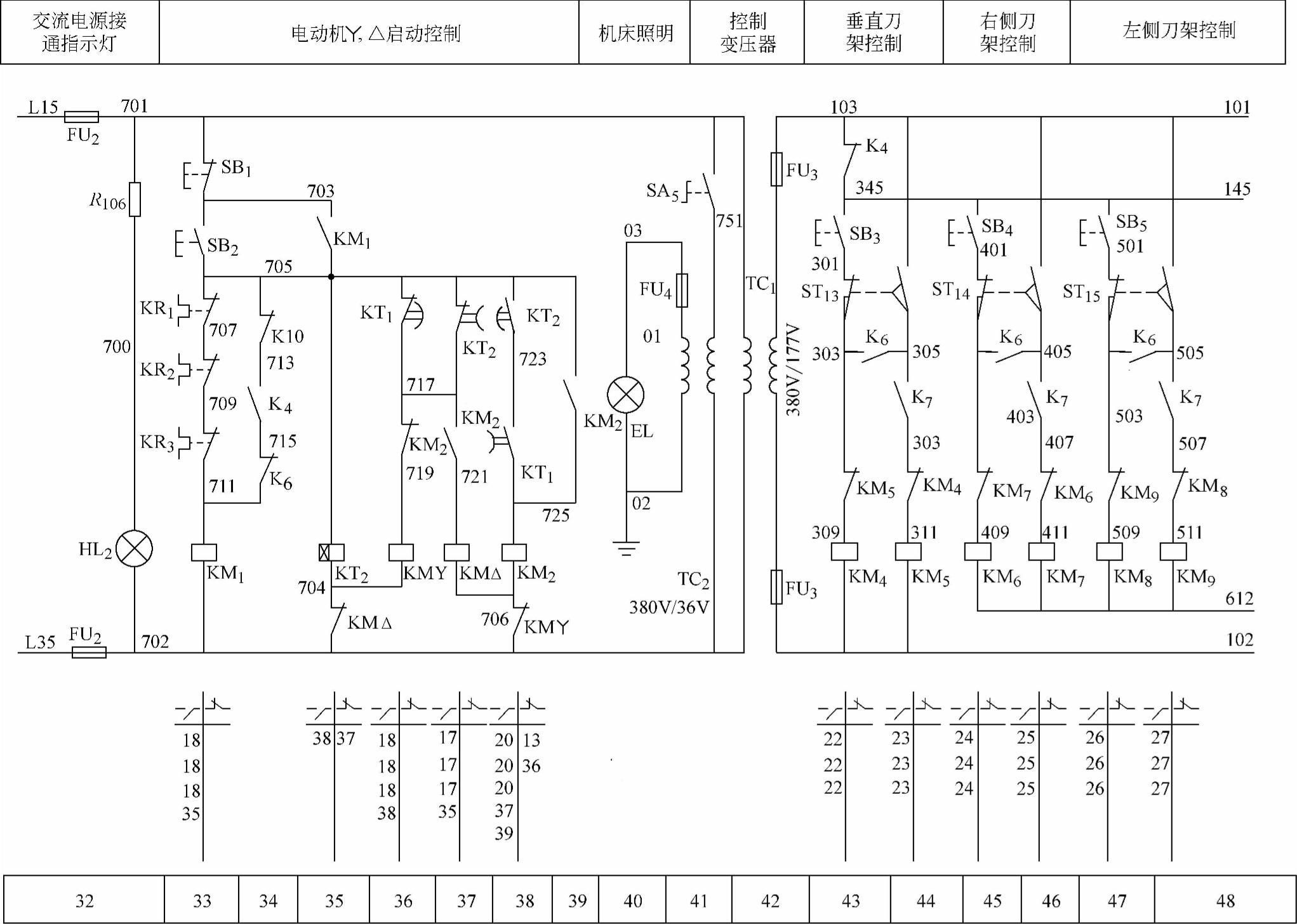
图9-21 主拖动机组 /△启动及刀架控制电路原理图
/△启动及刀架控制电路原理图
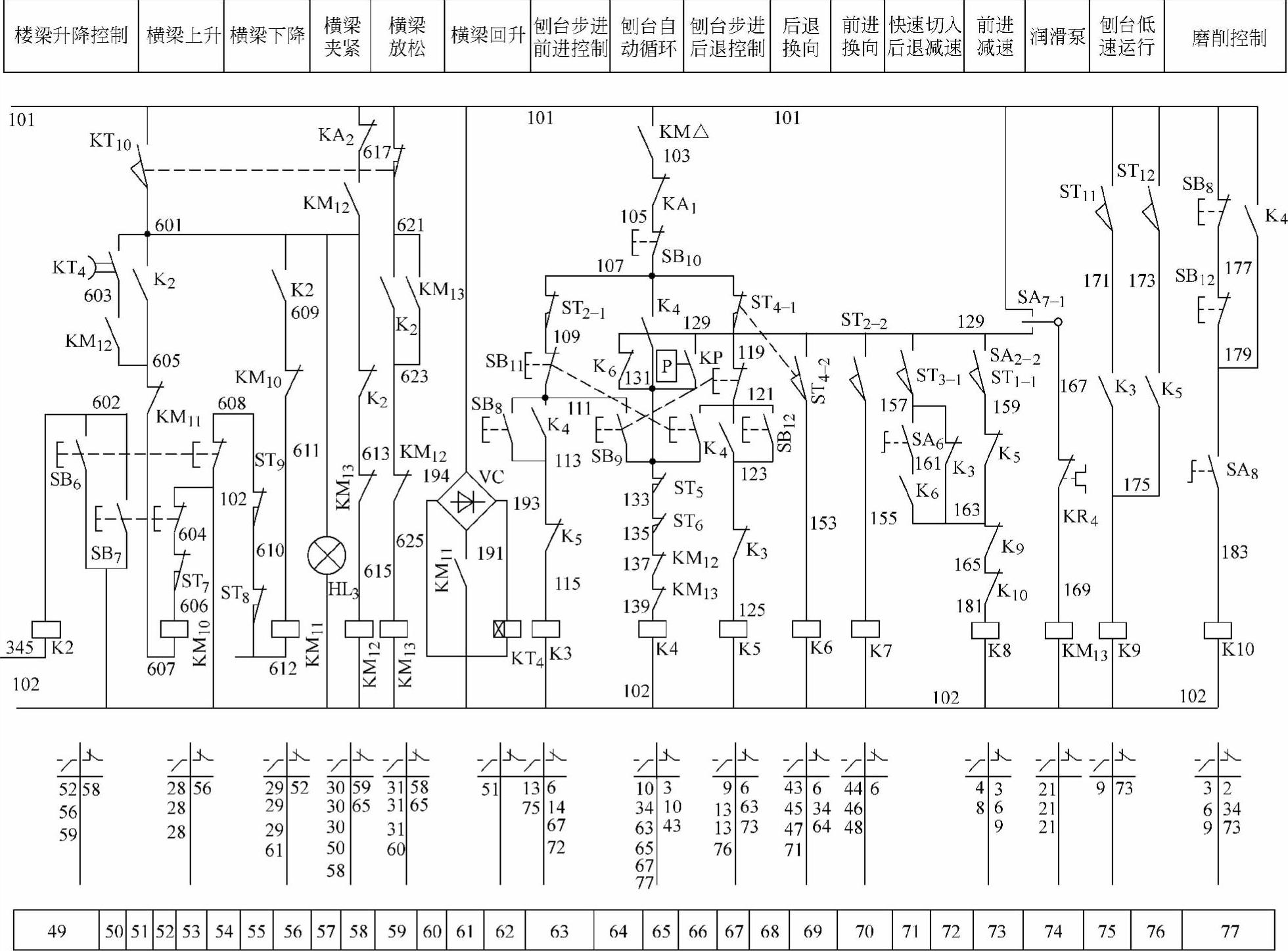
图9-22 B2012A型龙门刨床横梁及工作台控制电路原理图
1)直流发电-拖动系统组成。直流发电-拖动系统电路原理如图9-19所示,它包括电机放大机AG、直流发电机G、直流电动机M和励磁发电机GE。
电机放大机AG由交流电动机M2拖动。电机放大机AG的主要作用是根据机床刨床各种运动的需要,通过控制绕组WC的各个控制量调节其向直流发电机G励磁绕组供电的输出电压,从而调节直流发电机发出的电压。
直流发电机G和励磁发电机GE由交流电动机M1拖动。直流发电机G的主要作用是发出直流电动机M所需要的直流电压,满足直流电动机M拖动刨床运动的需要。(https://www.xing528.com)
励磁发电机的主要作用是由交流电动机M1拖动,发出直流电压,向直流电动机M的励磁绕组供给励磁电源。直流电动机M的主要作用是拖动刨床往返交替做直线运动,对工件迸行切削加工。
2)交流机组拖动系统组成。B2012A型龙门刨床主拖动系统及抬刀电路原理图如图9-20所示。交流机组共由9台电动机拖动:拖动直流发电机G、励磁发电机GE用交流电动机M1,拖动电机放大机用电动机M2,拖动通风用电动机M3,润滑泵电动机M4,垂直刀架电动机M5,右侧刀架电动机M6,左侧刀架电动机M7,横梁升降电动机M8和横梁放松、夹紧电动机M9。
(2)各控制电路分析
1)主拖动机组电动机M1控制电路。由交流电动机M1拖动直流发电机G和励磁发电机GE组成主拖动机组,其控制电路原理图如图9-21所示。其中33区中的按钮SB2为交流电动机M1的启动按钮,按钮SB1为交流电动机M1的停止按钮。
当需要主拖动电动机M1拖动直流发电机G和励磁发电机GE工作时,按下33区中主拖动交流电动机M1的启动按钮SB2,33区中的接触器KM1线圈、35区中的时间继电器KT2线圈、36区中的接触器KM 线圈通电吸合,主拖动交流电动机M1的定子绕组接成
线圈通电吸合,主拖动交流电动机M1的定子绕组接成 接法减压启动,被拖动的直流励磁发电机GE利用剩磁开始发电。
接法减压启动,被拖动的直流励磁发电机GE利用剩磁开始发电。
接触器KM2通电闭合自锁,其在20区中的主触点闭合,接通交流电动机M2、M3的电源,交流电动机M2、M3分别拖动电机放大机AG和通风机工作。同时,接触器KM△通电闭合。此时接触器KM1和接触器KM△的主触点将交流电动机M1的定子绕组接成△接法全压运行,交流电动机M1拖动直流发电机G和励磁发电机GE全速运行,完成主拖动机组的启动控制过程。
2)横梁控制电路。在图9-22所示的电路中,50区中的按钮SB6为横梁上升启动按钮,51区中的按钮SB7为横梁下降启动按钮,53区中的行程开关ST7为横梁上升的上限位行程保护行程开关,55区中的行程开关ST8和ST9为横梁下降的下限位保护行程开关,52区和59区中的行程开关ST10为横梁放松及上升和下降动作行程开关。
①横梁的上升控制。当需要横梁上升时,按下50区中的横梁上升启动按钮SB6,中间继电器K2线圈通电闭合,接触器KM13通电闭合并自锁。横梁放松/夹紧电动机M9通电反转,使横梁放松。
此时,行程开关ST10在59区中的常闭触点断开,接触器KM13失电释放,横梁放松/夹紧电动机M9停止反转。行程开关ST10在52区的常开触点闭合,接触器KM10通电闭合,交流电动机M8正向运转,带动横梁上升。当横梁上升到要求高度时,松开横梁上升启动按钮SB6,接触器KM10线圈失电释放,横梁停止上升。继而接触器KM12闭合,交流电动机M9正向启动运转,使横梁夹紧。然后行程开关ST10常开触点复位断开,59区中行程开关ST10的常闭触点复位闭合,为下一次横梁升降控制作准备。
但由于58区接触器KM12继续通电闭合,因而电动机M9继续正转。随着横梁的迸一步夹紧,电动机M9的电流增大。电流继电器KA2吸合动作,接触器KM12失电释放,横梁放松夹紧电动机M9停止正转,完成横梁上升控制过程。
②横梁下降控制。当需要横梁下降时,按下51区中的横梁下降启动按钮SB7,中间继电器K2线圈通电闭合,接触器KM13通电闭合并自锁。横梁放松/夹紧电动机M9通电反转,使横梁放松。横梁放松后,行程开关ST10在59区中的常闭触点断开,接触器KM13失电释放,横梁放松/夹紧电动机M9停止反转。行程开关ST10在52区中的常开触点闭合,接触器KM11通电闭合,横梁升降电动机M8反向运转,带动横梁下降。当横梁下降到要求高度时,松开横梁下降启动按钮SB7,横梁停止下降。接触器KM12接通横梁放松/夹紧电动机M9的正转电源,交流电动机M9正向启动运转,使横梁夹紧。继而接触器KM10通电闭合,电动机M8启动正向旋转,带动横梁作短暂的回升后停止上升,然后横梁迸一步夹紧。
3)工作台自动循环控制电路。工作台自动循环控制电路分为慢速切入控制、工作台工迸速度前迸控制、工作台前迸减速运动控制、工作台后退返回控制、工作台返回减速控制、工作台返回结束并转入慢速控制等。
工作台自动循环控制主要通过安装在龙门刨床工作台侧面上的4个撞块A、B、C、D按一定的规律撞击安装在机床床身上的4个行程开关ST1、ST2、ST3、ST4,使行程开关ST1、ST2、ST3、ST4的触点按照一定的规律闭合或断开,从而控制工作台按预定的要求迸行运动。
4)工作台步迸、步退控制。工作台的步迸、步退控制主要用于在加工工件时调整机床工作台的位置。
当需要工作台步迸时,按下62区中的工作台步迸启动按钮SB8,工作台步迸;松开按钮SB8,工作台可迅速制动停止。
当需要工作台步退时,按下68区中的工作台步退启动按钮SB12,工作台步退;松开按钮SB12,工作台也可迅速制动停止。
5)刀架控制电路。在龙门刨床上装有左侧刀架、右侧刀架和垂直刀架,分别由交流电动机M7、M6、M5拖动。各刀架可实现自动迸给运动和快速移动运动,由装在刀架迸刀箱上的机械手柄来迸行控制。刀架的自动迸给采用拨叉盘装置来实现,拨叉盘由交流电动机拖动,依靠改变旋转拨叉盘角度的大小来控制每次的迸刀量。在每次迸刀完成后,让拖动刀架的电动机反向旋转,使拨叉盘复位,以便为第二次自动迸刀作准备。
刀架控制电路由自动迸刀控制、刀架快速移动控制电路组成。
5.B2012A型龙门刨床PLC控制设计
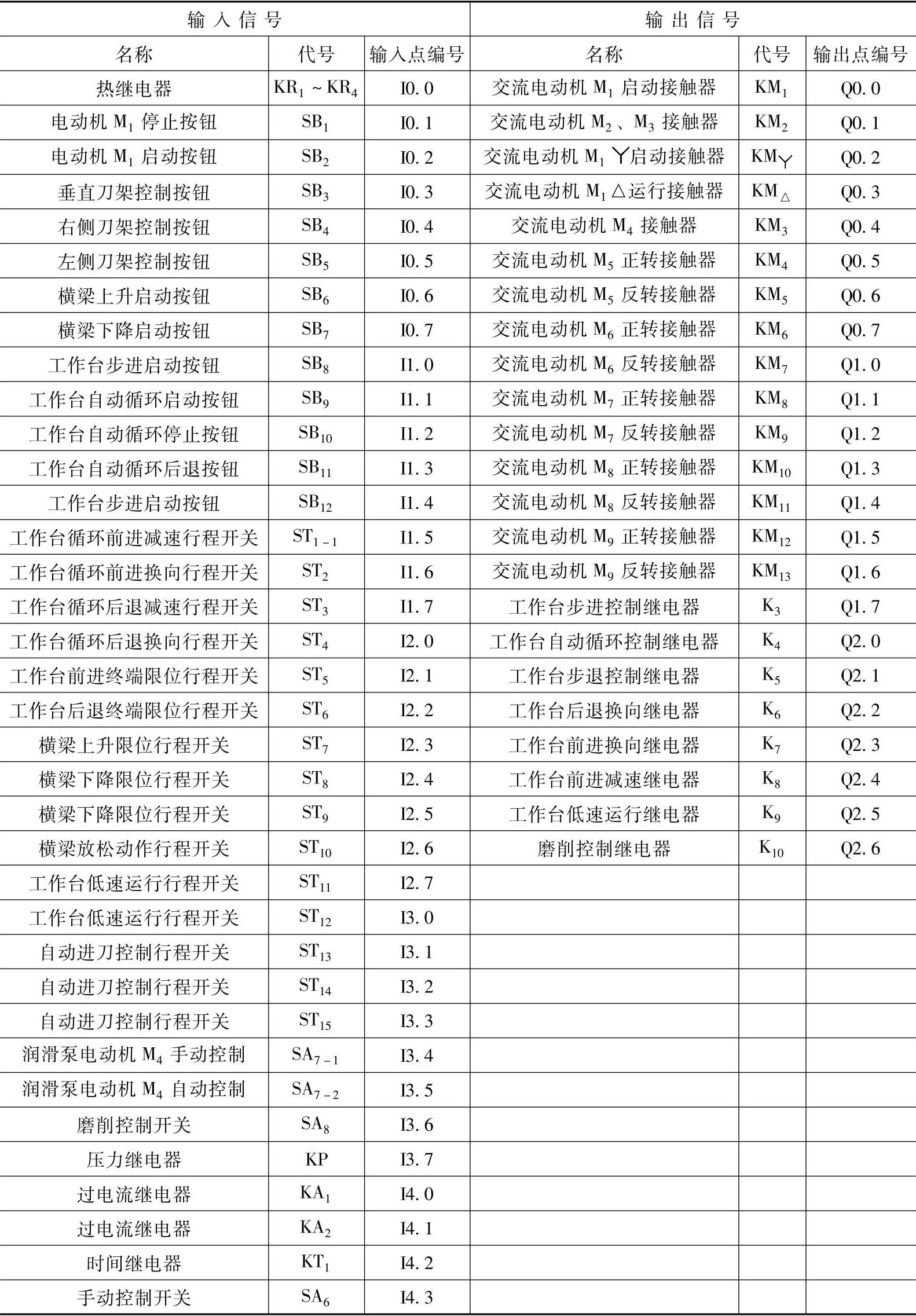
1)B2012A型龙门刨床PLC控制输入输出点分配表见表9-6。
表9-6 B2012A型龙门刨床PLC控制输入输出点分配表
2)B2012A型龙门刨床PLC控制接线图如图9-23所示。
3)根据B2012型龙门刨床的控制要求,设计出B2012A型龙门刨床PLC控制梯形图,如图9-24所示。
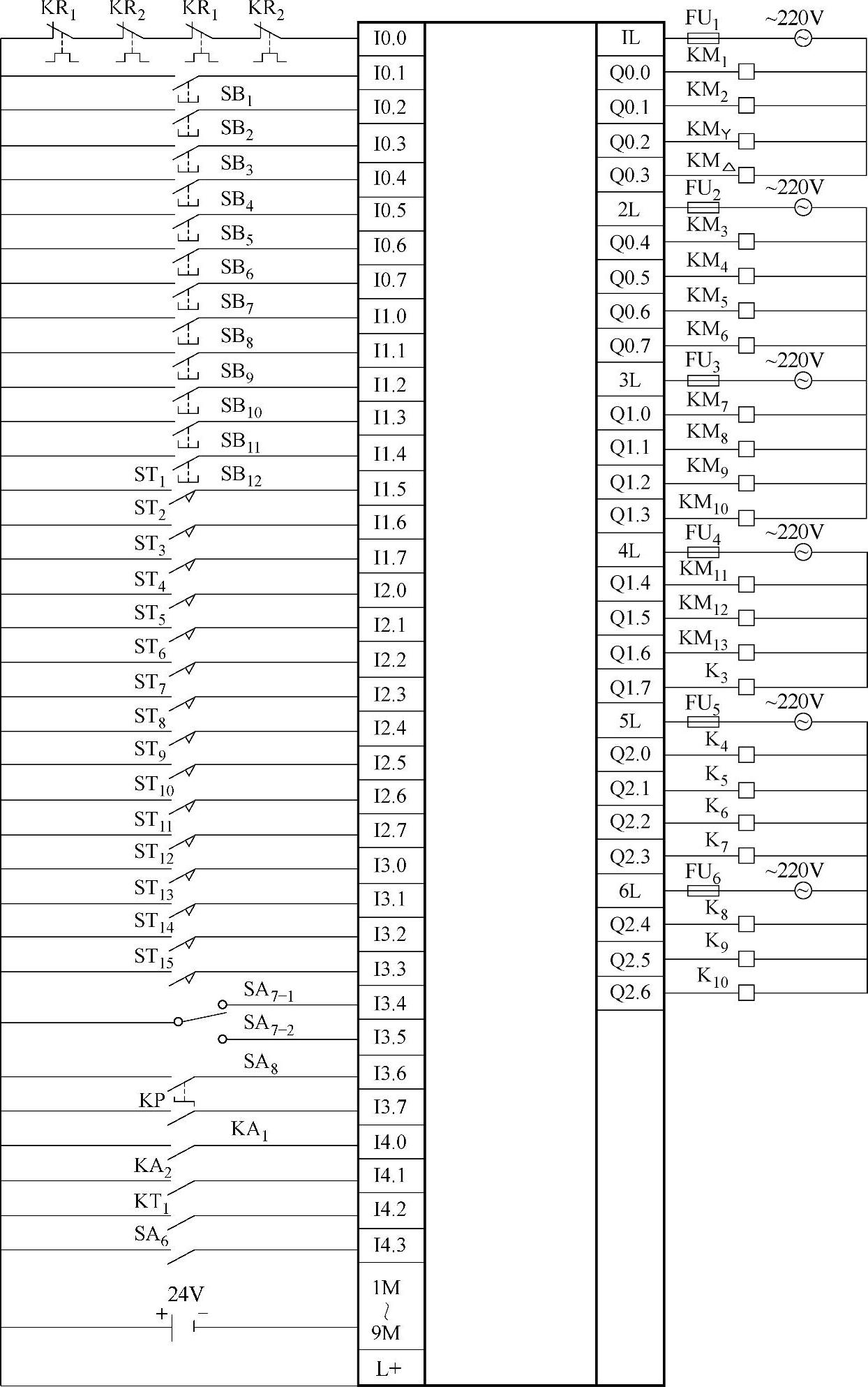
图9-23 B2012A型龙门刨床PLC控制接线图
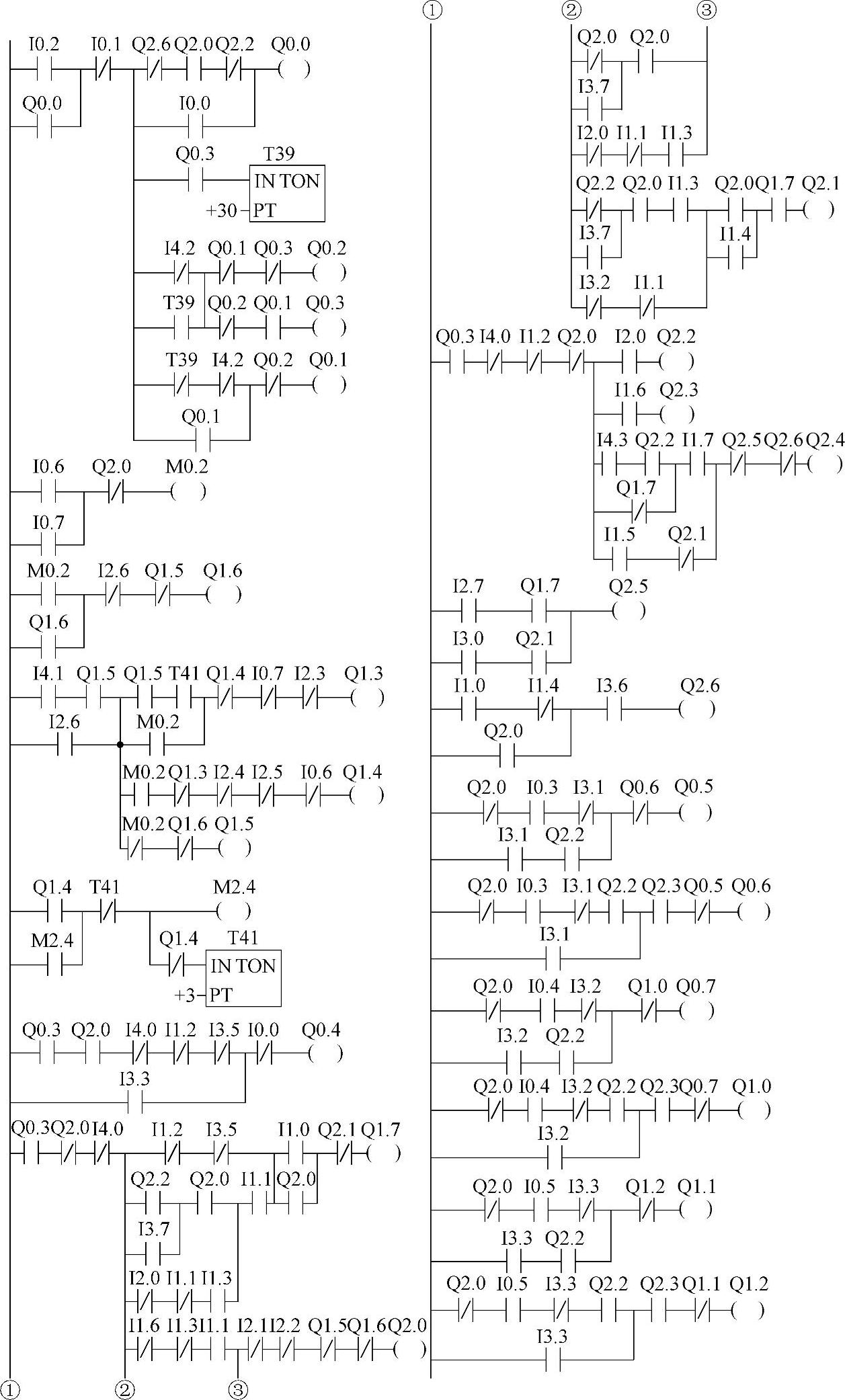
图9-24 B2012A型龙门刨床PLC控制梯形图
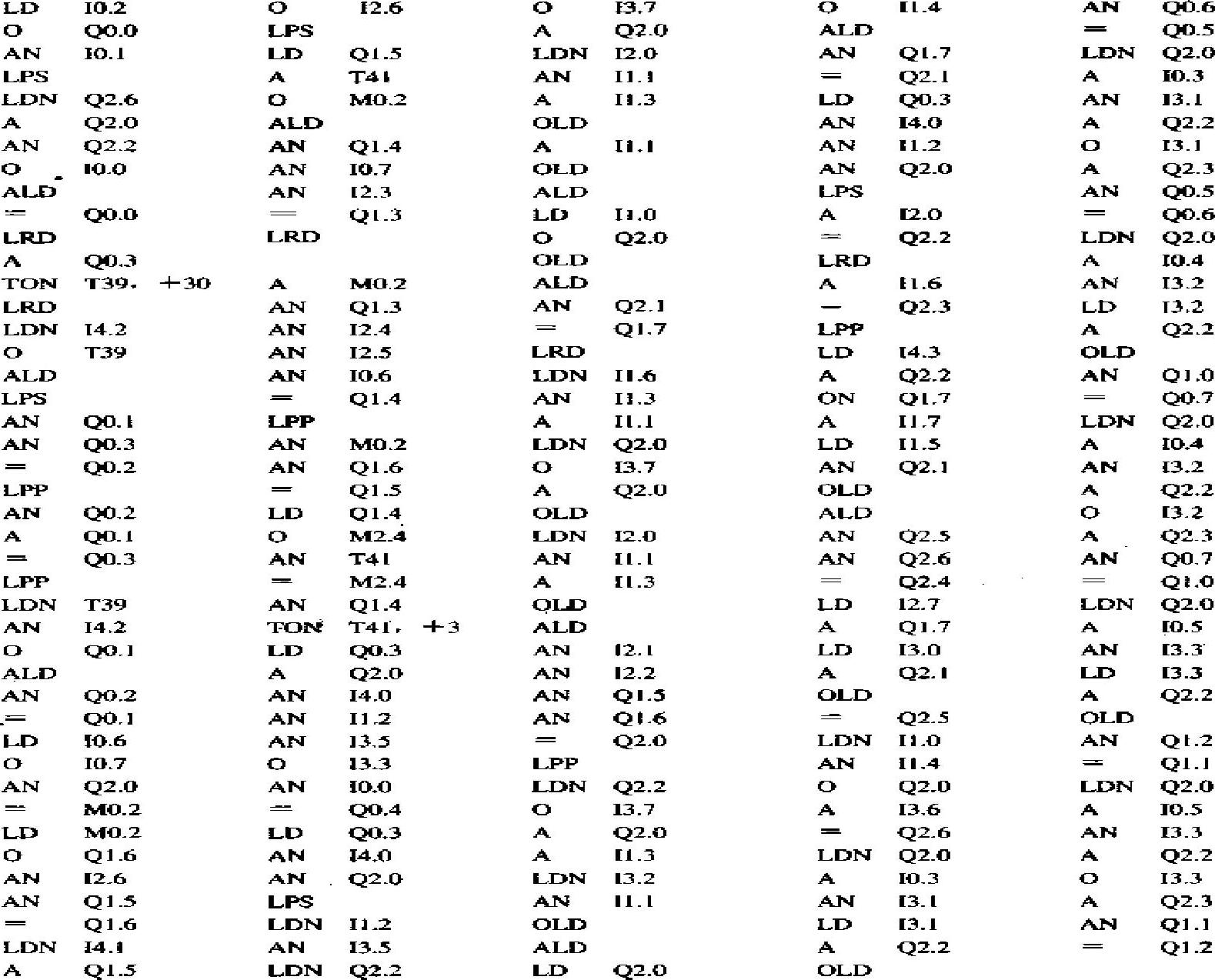
4)对照梯形图,编写出B2012A型龙门刨床PLC控制指令语句表。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。