



【摘要】:表9-4 PLC的I/O配置图9-15 PLC的I/O接线图按下停止按钮SB1→输入继电器I0.0得电→#I0.0[1]断开→Q0.0[1]失电→KM1失电释放→电动机M停转。图9-16 Z3040摇臂钻床PLC控制的梯形图程序1)摇臂松开:2)摇臂上升:当摇臂完全松开时,压下行程SQ2,其常开触点[3]、[4]闭合,常闭触点[5]断开。
1.PLC的I/O配置及接线
PLC的I/O配置表见表9-4。
PLC控制电路的主电路同图9-14a,PLC的I/O接线图如图9-15所示。
2.Z3040摇臂钻床PLC控制的梯形图程序
Z3040摇臂钻床PLC控制的梯形图程序如图9-16所示。
3.电路工作过程分析
(1)主电动机M1的控制 按下启动按钮SB2→输入继电器I0.1得电→◎I0.1[1]闭合→输出继电器Q0.0[1]得电闭合并自锁→KM1得电吸合→主轴电动机M1启动运转。
表9-4 PLC的I/O配置
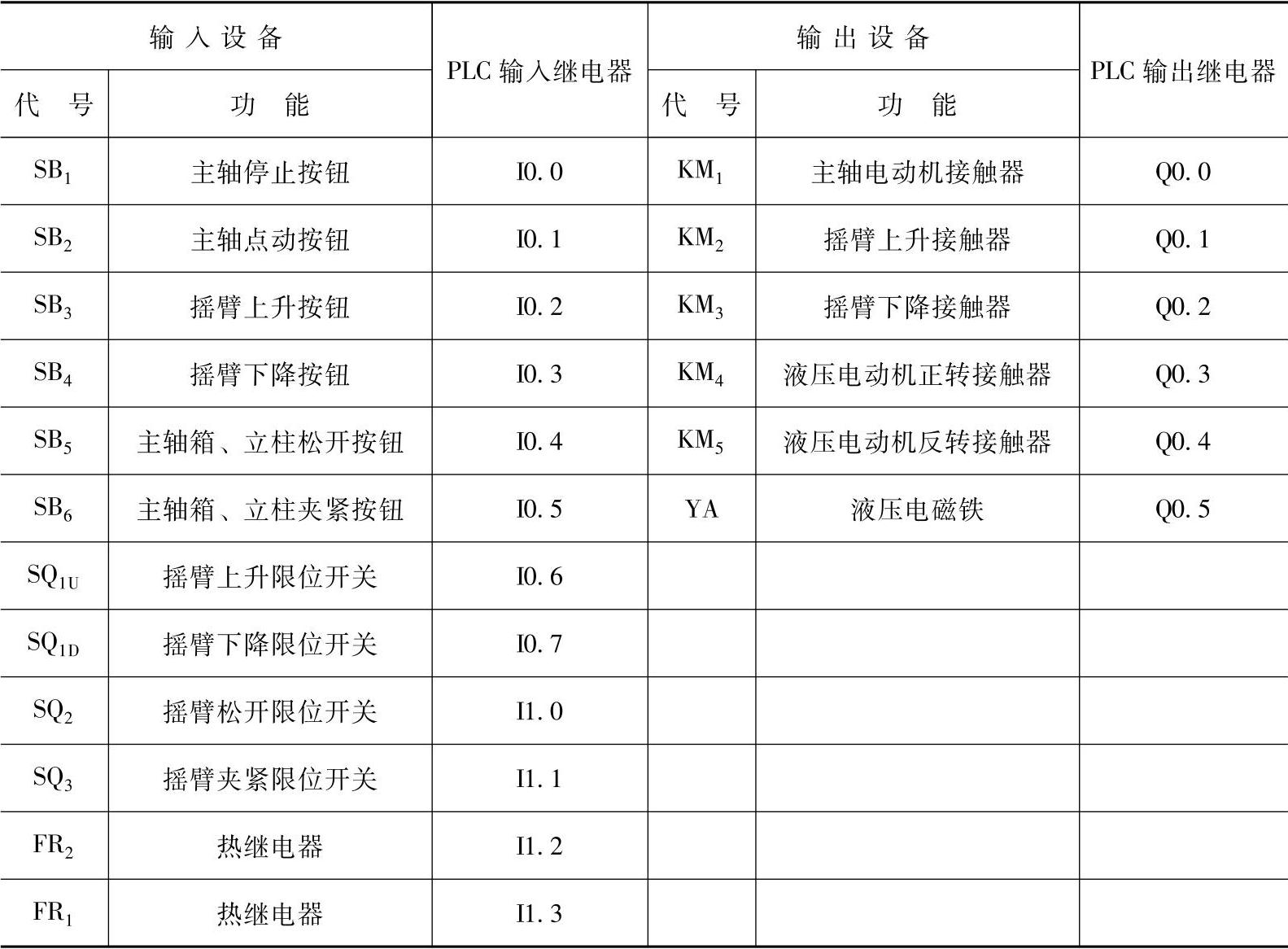
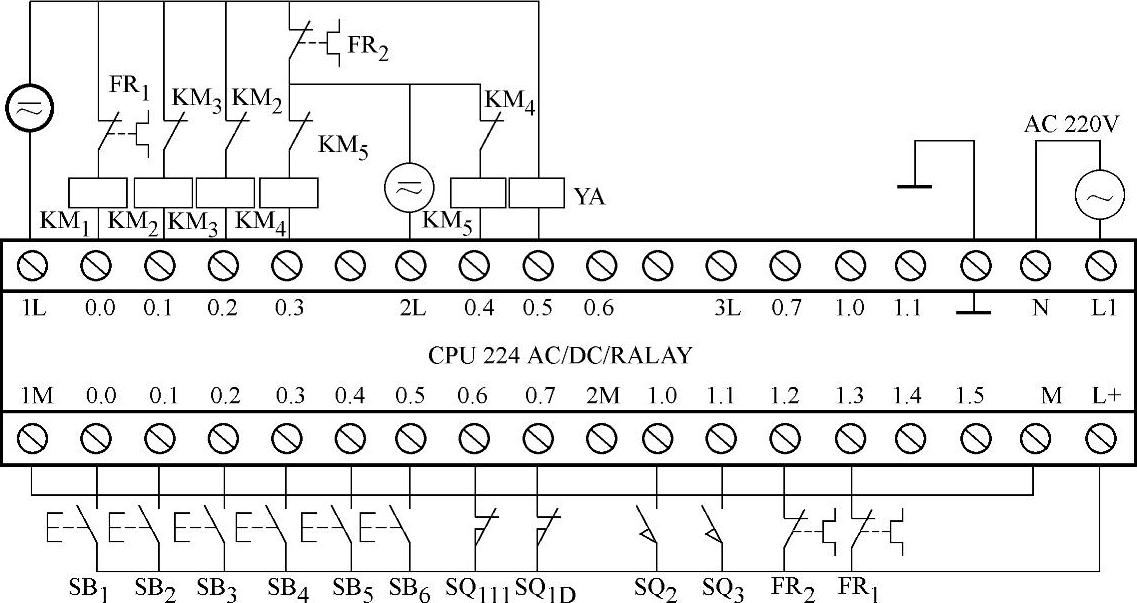
图9-15 PLC的I/O接线图
按下停止按钮SB1→输入继电器I0.0得电→#I0.0[1]断开→Q0.0[1]失电→KM1失电释放→电动机M停转。(https://www.xing528.com)
(2)摇臂的工作 预备状态(摇臂钻床平常或加工工作时):SQ3受压→I1.1得电→#I1.1[6]断开,SQ2未受压→I1.0未得电→◎I1.0[3]断开、#I1.0[5]闭合。
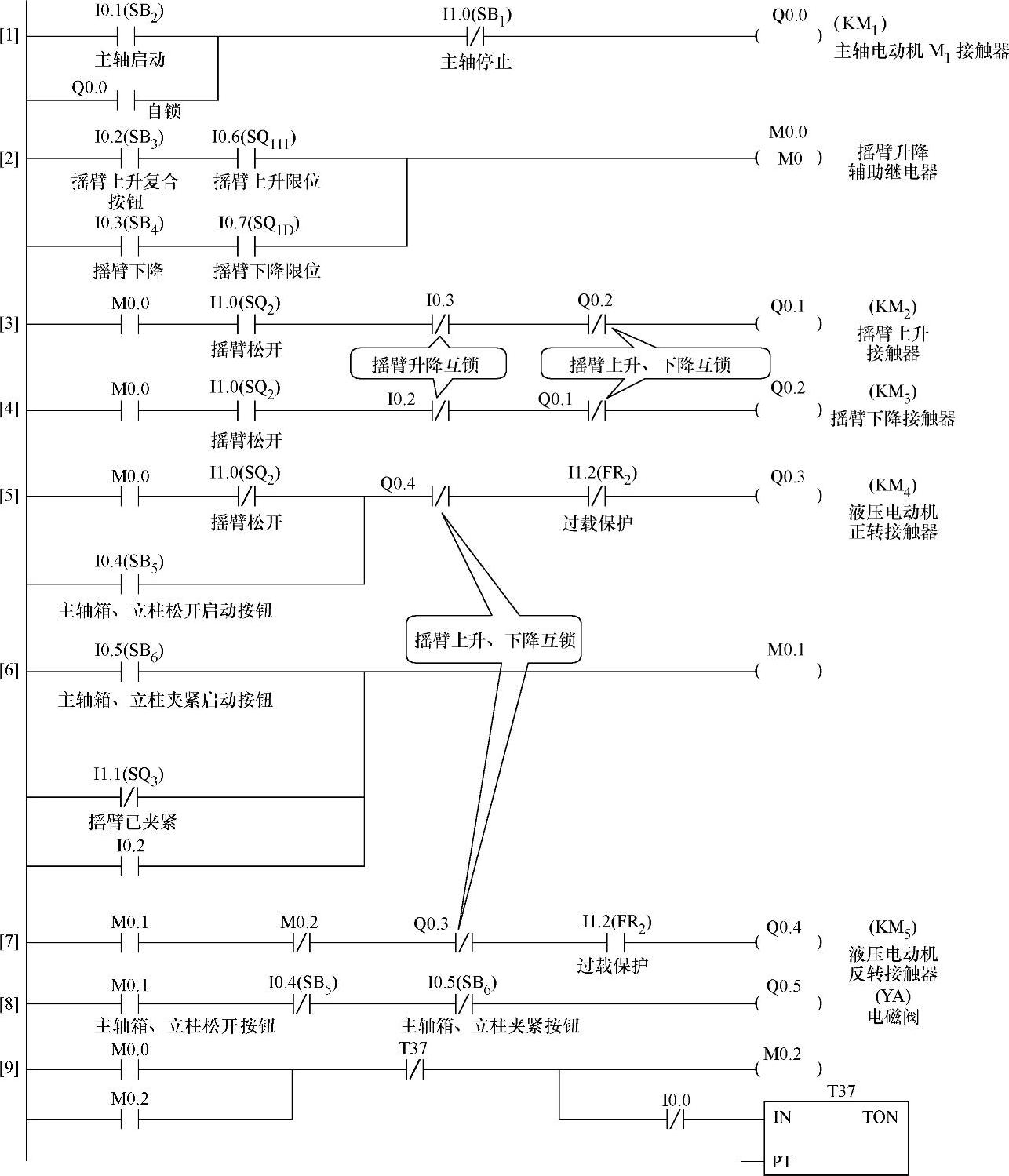
图9-16 Z3040摇臂钻床PLC控制的梯形图程序
1)摇臂松开:
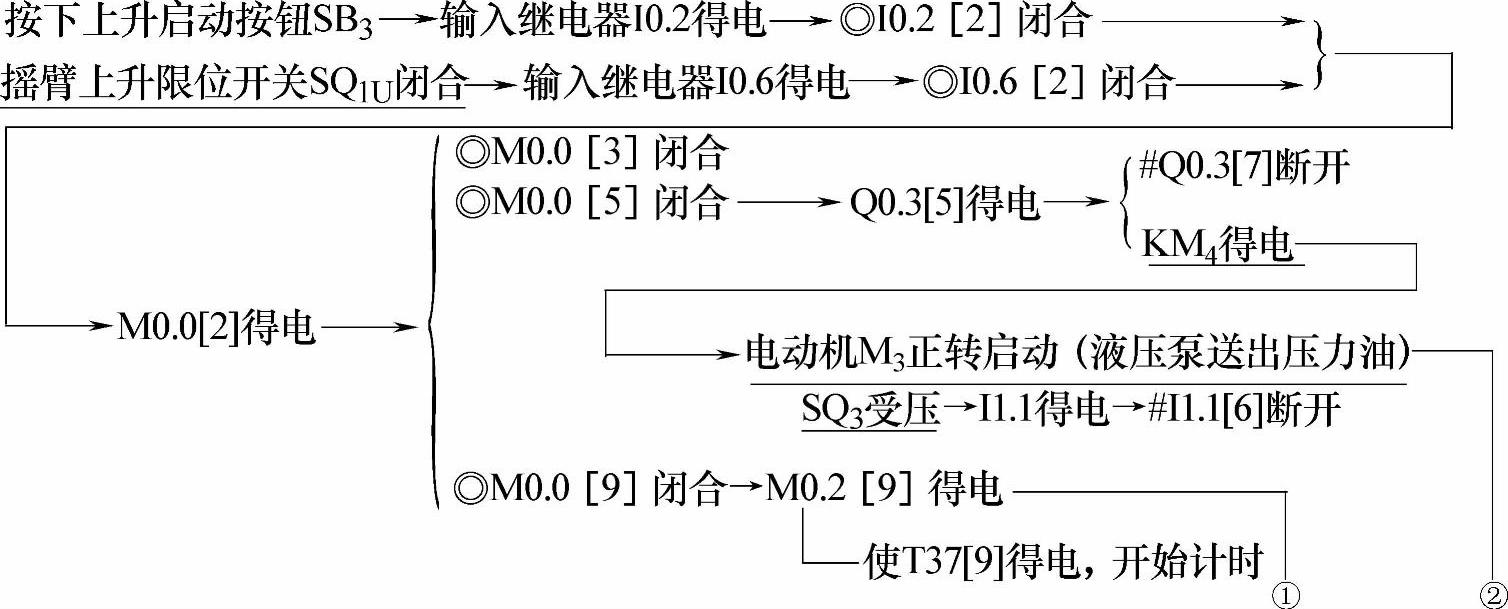
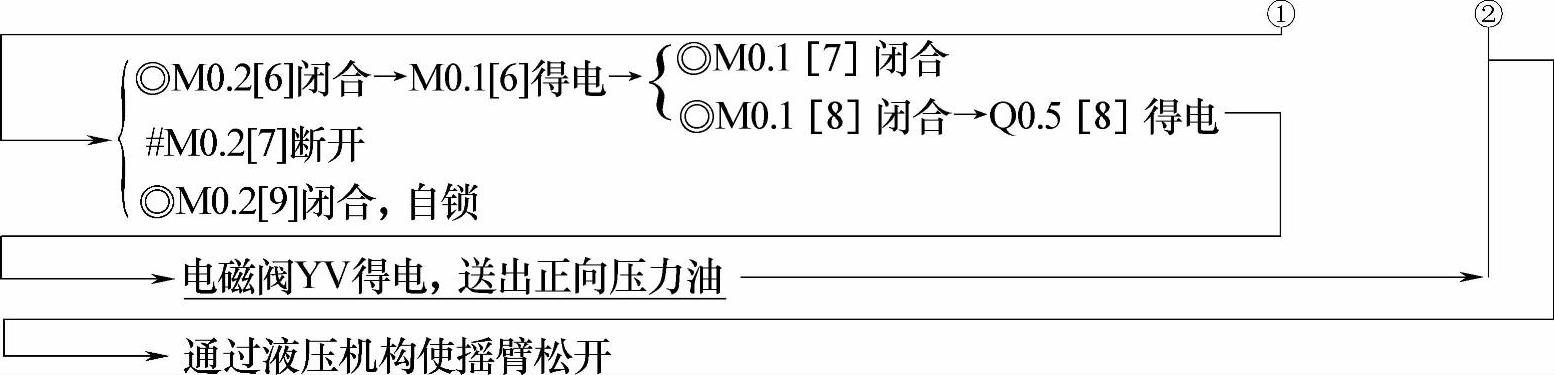
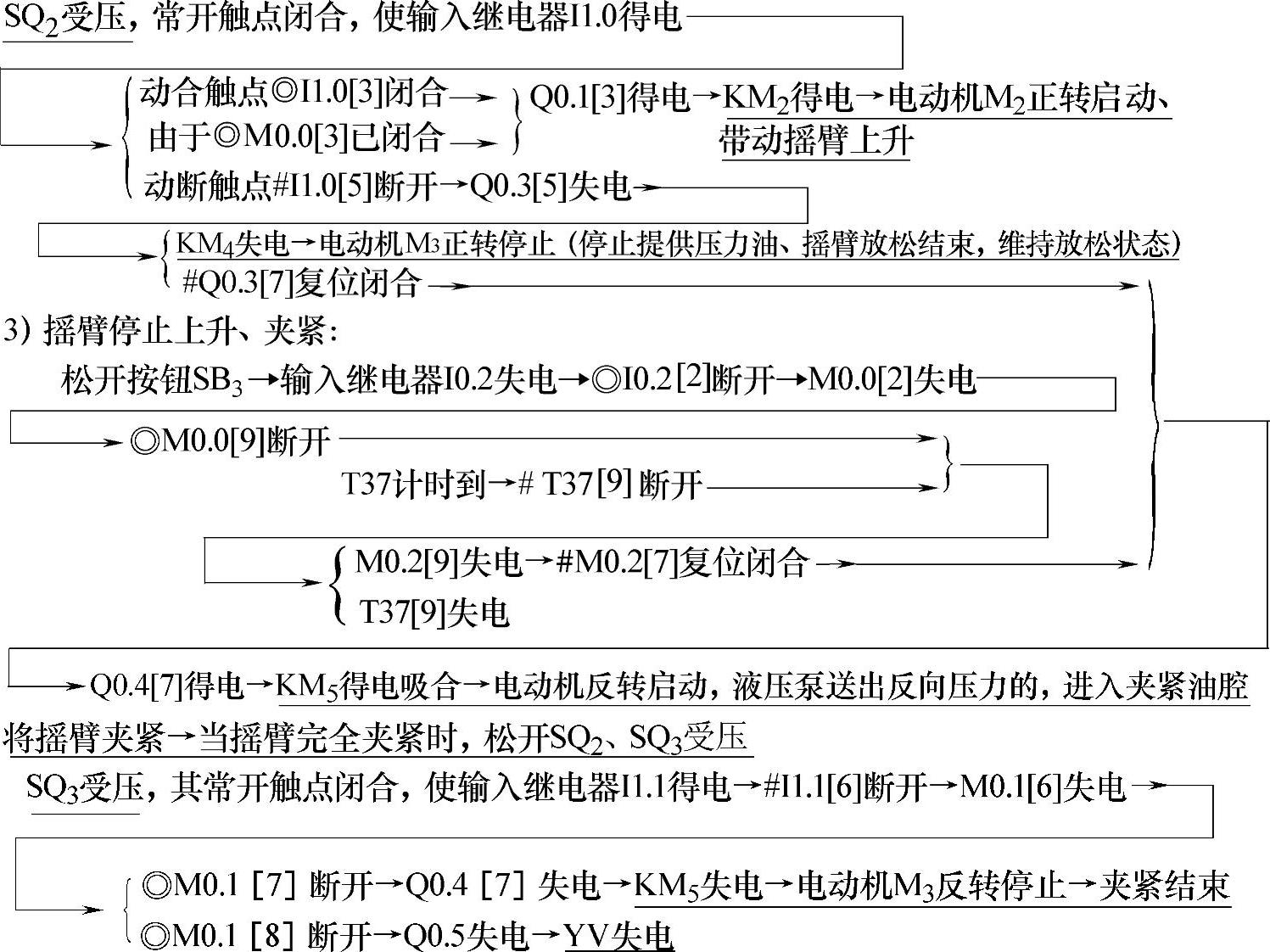
2)摇臂上升:
当摇臂完全松开时,压下行程SQ2,其常开触点(◎I1.0)[3]、[4]闭合,常闭触点(#I1.0)[5]断开。
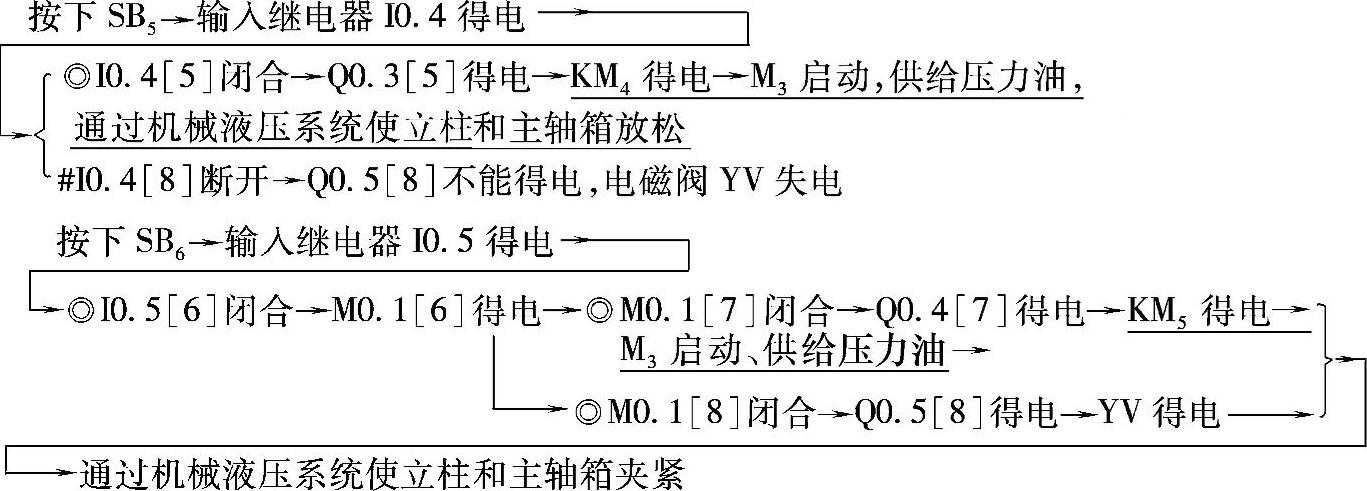
(3)立柱和主轴箱的松开与夹紧控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。