



1.设计要求
三级带运输机分别由M1、M2、M3三台电动机拖动,启动时要求10s的时间间隔,并按M1、M2、M3的顺序启动;停止时要求30s的时间间隔,并按M3、M2、M1的顺序停止。三级带运输机的工作示意图如图3-33所示。三级带运输机的主电路如图3-34所示。
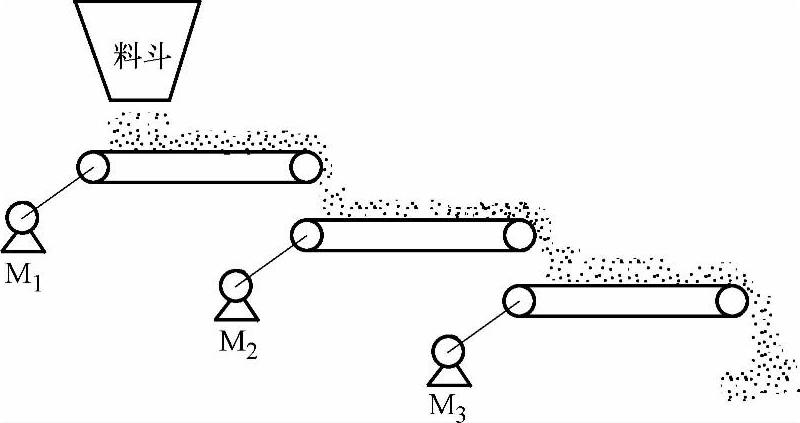
图3-33 三级带运输机的工作示意图
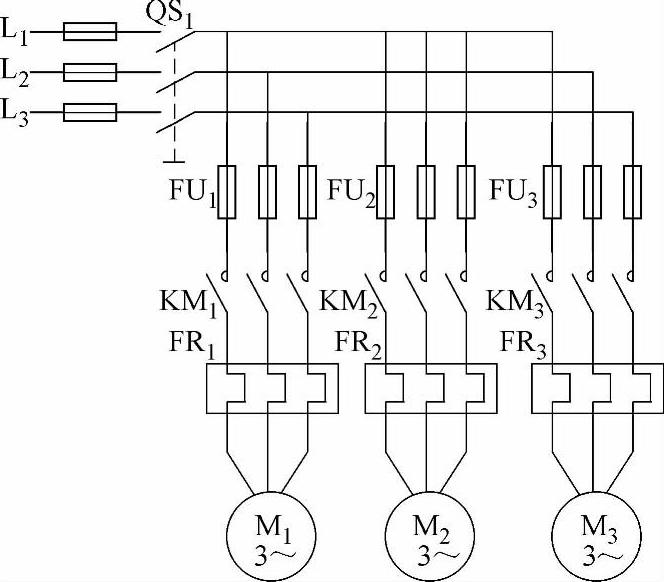
图3-34 三级带运输机的主电路
2.确定外围I/O设备
(1)输入设备 采用3个按钮,分别为启动按钮、停止按钮、急停按钮;3个热继电器。
(2)输出设备 采用3个接触器分别控制3级带的电动机。
3.选定PLC的型号
选用的PLC是西门子公司的S7-200系列PLC-CPU224。
4.编制输入/输出元件地址分配表
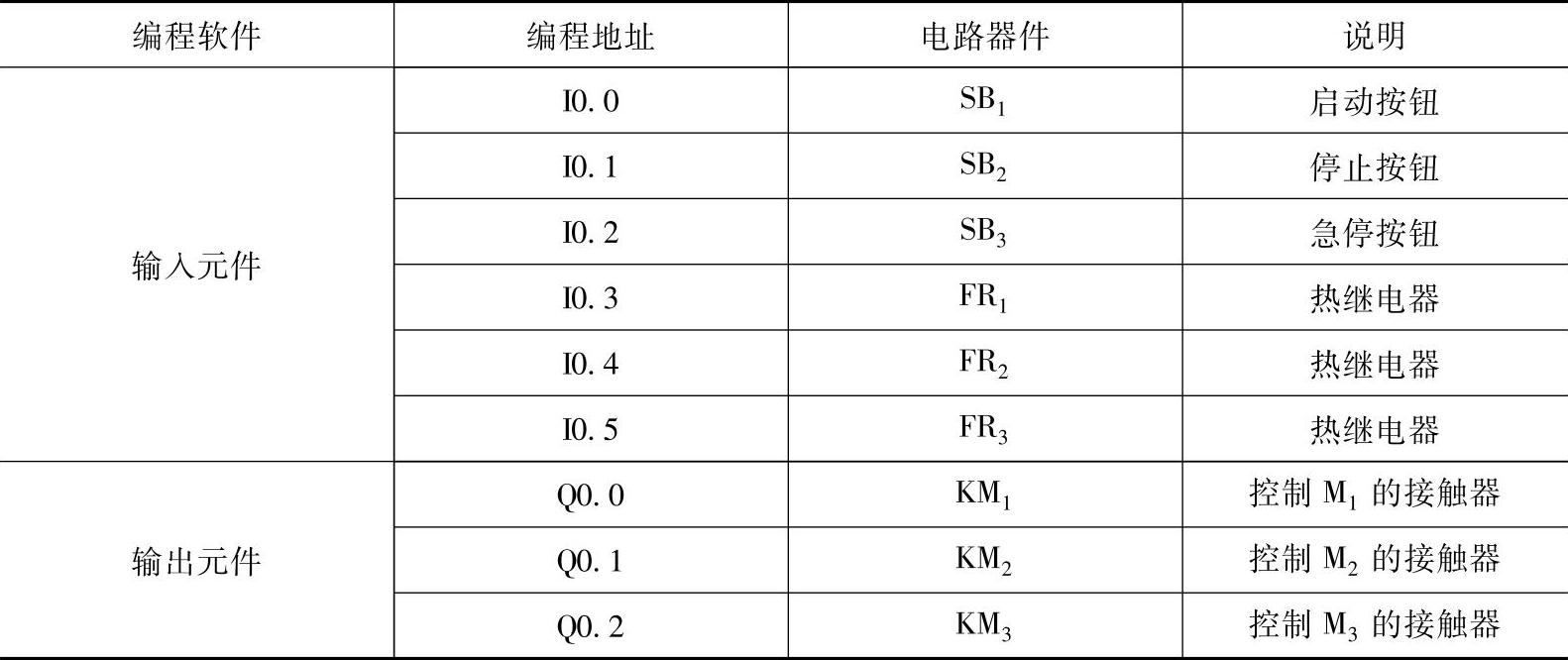
对输入元件和输出元件分配I/O地址,见表3-9。
表3-9 输入/输出元件地址分配表(https://www.xing528.com)
5.PLC外部接线图
本系统的工作电源采用24VDC源输入、24VDC输出的形式。根据外围I/O设备画出PLC的外部实际接线图,如图3-35所示。
6.程序设计
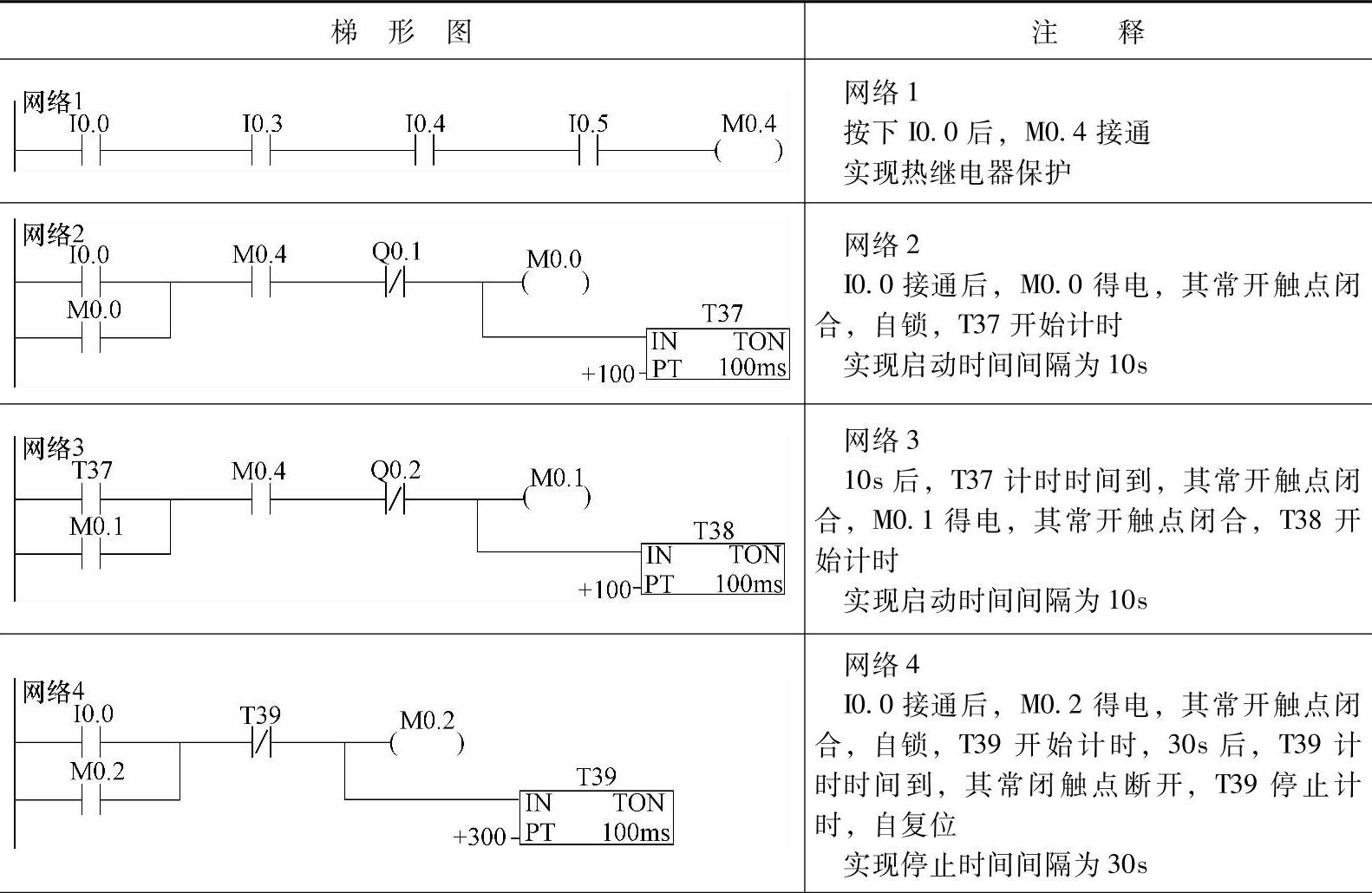
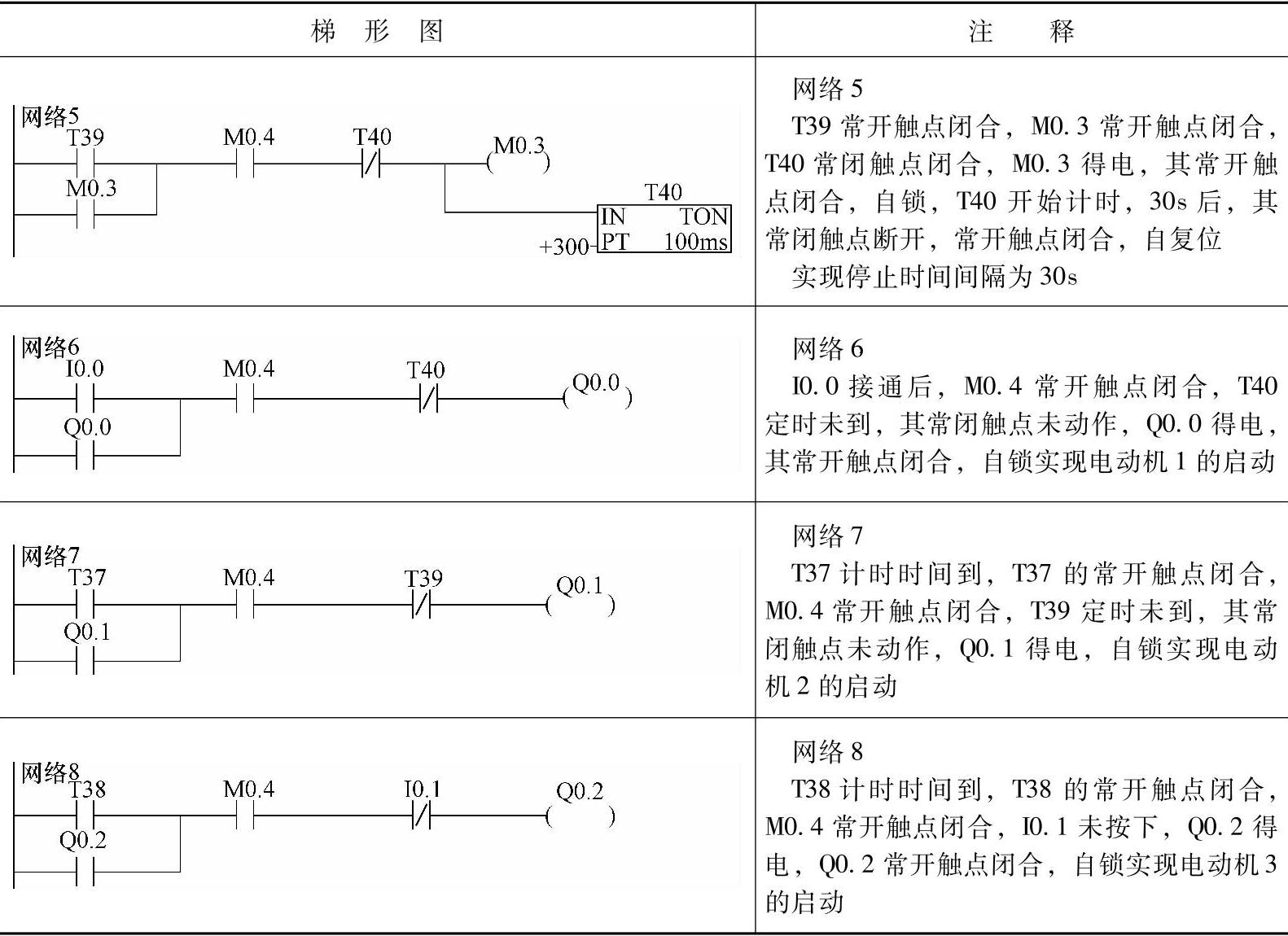
根据控制要求,设计三级带运输机PLC控制的梯形图程序,见表3-10。根据3台电动机启动与停止的顺序可知,实际上I0.0启动M1,I0.1停止M3,M1的停止、M2的启动/停止以及M3的启动都是由定时器产生的脉冲信号来实现操作,本例选用T37~T40这4个100ms的定时器分别实现10s间隔定时和30s间隔定时。因为T37~T40是100ms定时器,所以可以使用自复位来产生脉冲信号,使编程更容易。建议读者使用定时器时,尽可能地选用100ms的定时器。
表3-10的网络1中,使用的是热继电器FR1、FR2、FR3的常开触点。这是因为在图3-35所示的PLC外部接线图中,热继电器以常闭触点的形式接入电路中。当电动机正常工作时,热继电器不动作,I0.3、I0.4、I0.5的输入端为“1”;当继电器动作时,FR1、FR2、FR3断开入电路,则I0.3、I0.4、I0.5的输入端为“0”。表3-10中的网络1亦是如此。
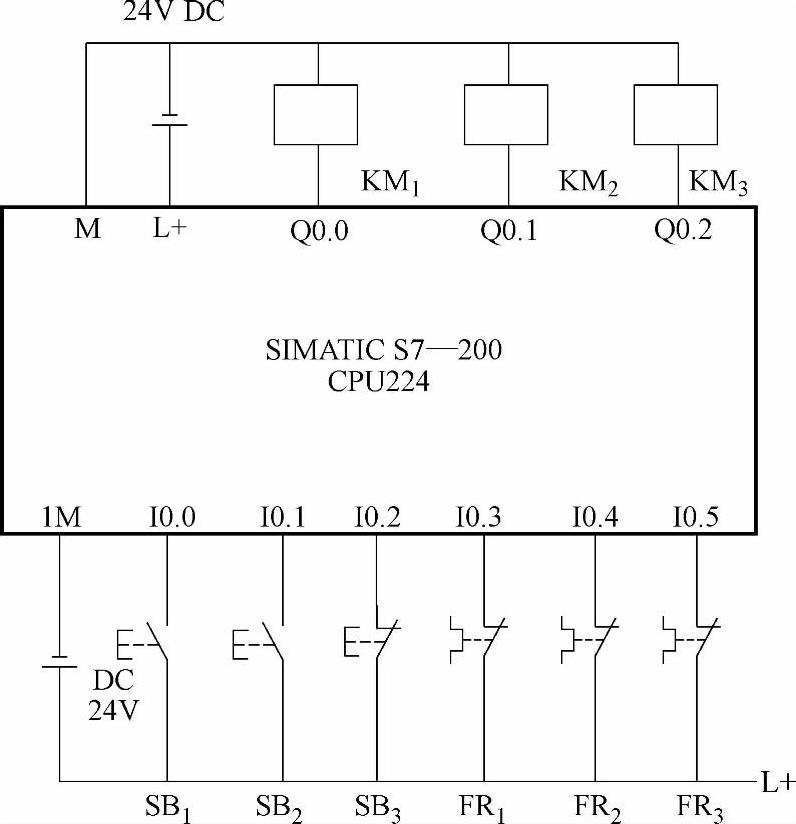
图3-35 PLC的外部实际接线图
表3-10 三级带运输机PLC控制的梯形图程序
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。