



1.刀盘设计与加工
加工蜗杆时,车刀应安装在滚齿机工作台上,但工作台太低而且妨碍刀架运动,且不能装夹车刀,所以需要制作一刀盘。
刀盘设计如图10-4所示,其底面有一法兰盘,其上直径为Φ230mm的圆上均布6个Φ13的光孔,将刀盘安装在工作台上时,由三个特制的M12螺栓将刀盘拧紧在工作台的T形槽里;刀盘上端面中心有一Φ50的孔,将作为基准的基圆件紧配合压入孔中使基圆件径向和轴向定位。在刀盘的上端面上钻M8的螺纹孔12个,用M8的螺钉将四把车刀(齿顶环面车刀、中间槽刀、左偏刀和右偏刀)拧紧在刀盘的上端面上,齿顶环面车刀或中间槽刀、左偏刀和右偏刀基本上均布在刀盘圆周上,夹角大约为120°。要求刀盘上端面和底面平行(上端面相对于底面平行度0.01mm)。
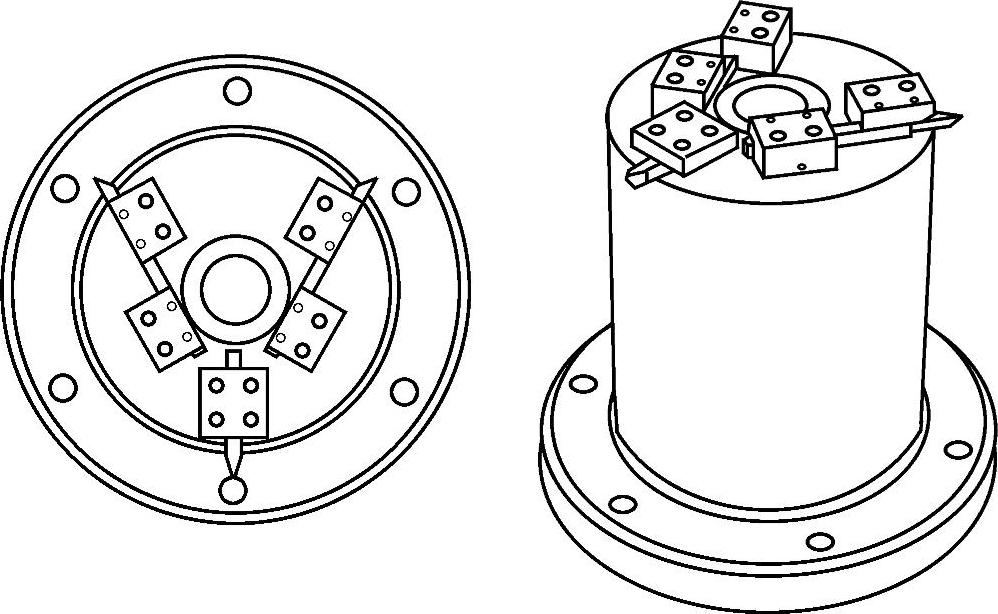
图10-4 试验用刀盘顶视图和轴测图
刀盘高度的确定:将滚刀心轴处于最低位置(距离工作台台面170mm)加20mm即滚刀心轴距离工作台台面190mm作为滚刀心轴实际最低位置,此时刀刃所在平面高出蜗轮滚刀大端的上圆周面,即刀刃所在平面到工作台台面距离大于190mm+67.4mm/2=223.7mm,为稳妥和方便,取刀盘高度为240mm。刀盘上部外径的确定:小于蜗杆齿顶环面半径Ra1=96.25mm,取90mm。
2.加工蜗杆(蜗轮滚刀)的车刀设计与加工
齿顶环面车刀用矩形截面8mm×12mm的高速钢条,中间切槽车刀、左偏刀和右偏刀都采用方形截面8mm×8mm的高速钢条,这种钢条在长度方向上的相对面平行度很好。左、右偏刀刃磨时保证主切削刃为刀条的一条棱边[32]。
图10-5所示为四把车刀的设计图,其中图10-5a、b、c和d分别为齿顶环面车刀、中间切槽车刀、左偏刀和右偏刀的设计图。
3.基圆件设计与加工
因为左右偏刀都采用边长为8mm正方形截面的高速钢条,要求其直边与基圆件的基圆柱相切,所以基圆件的基圆直径应为80mm-2×8mm=64mm(实测为Φ63.98mm),这样,当刀刃与基圆柱相切时,刀刃就是与直径为80mm的基圆相切,刀刃正好处于加工位置,避免了采用其他方法确定刀刃与基圆相切的误差。(https://www.xing528.com)
定位圆柱直径为Φ50mm,用于基圆件在刀盘上端面中心孔中的安装。为便于拆卸,在基圆件上端面上安装两个顶丝。
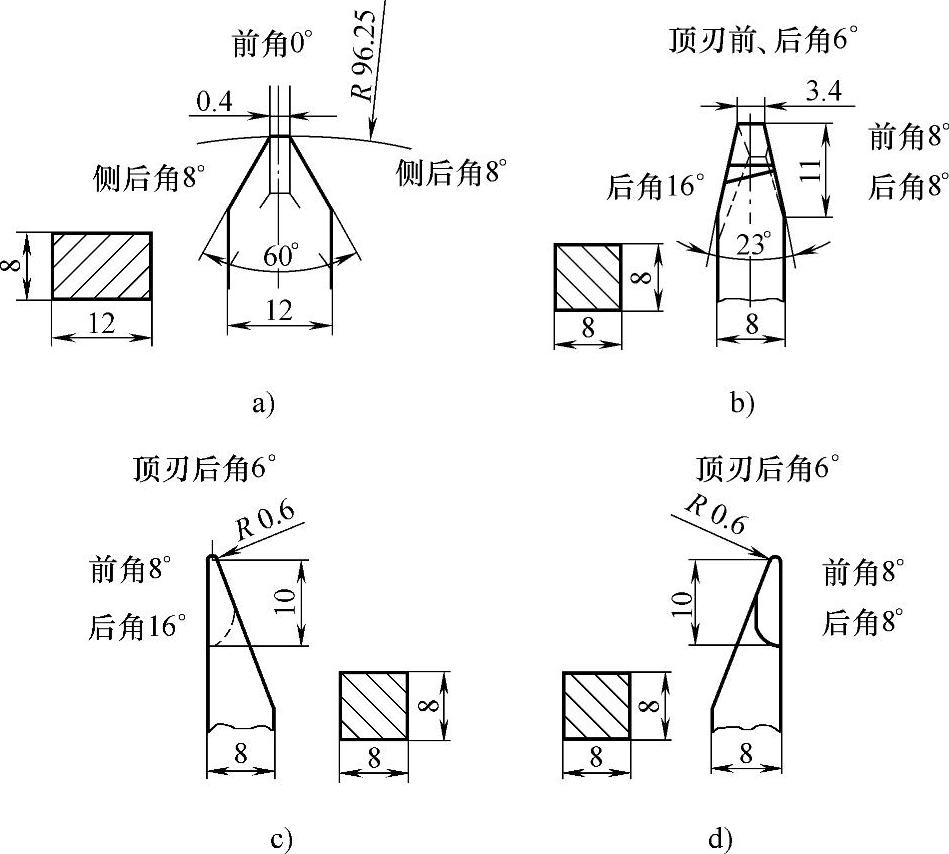
图10-5 四把车刀的设计图
4.车刀压刀片的设计与制作
1)蜗杆齿顶环面车刀和中间切槽车刀:用螺钉将平板压刀片拧紧在刀盘上(见图10-4)。
2)左车刀和右车刀:各采用两个压刀片,用螺钉将压刀片拧紧在刀盘上,再用压刀片上侧边的螺钉将车刀限位在基圆上,用压刀片上面的螺钉将车刀拧紧在刀盘上(见图10-4)。
5.蜗杆(和蜗轮滚刀)的心轴设计
蜗杆和蜗轮滚刀都做成中心带孔的,安装在蜗杆心轴上,以便于蜗杆的测量和滚刀的加工。选用直径为27mm的蜗杆心轴,与加工蜗杆和蜗轮滚刀时采用的刀架心轴直径一致,使用的键也一致。
6.毛坯准备
蜗杆毛坯采用45号圆钢车削而成;蜗轮滚刀毛坯采用T10号工具钢退火后车削而成。蜗轮采用分体式,轮缘部分采用离心浇铸的锡青铜车削而成,中部轮毂部分采用45号圆钢车削而成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。