



为了改进直廓环面蜗杆传动的接触质量,作者提出直线刀刃双自由度展成环面蜗杆新方法[26],得到的环面蜗杆称为双自由度直线环面蜗杆,并开发出相应的环面蜗杆传动,称为双自由度直线环面蜗杆传动[33]。
如图6-1所示,蜗杆轴线5、蜗轮轴线6和刀座轴线7固定,环面蜗杆1和蜗轮滚刀4可互换地安装在蜗杆轴线5上,蜗杆轴线5与蜗轮轴线6垂直交错,公垂线段O1O2即为蜗杆副中心距a,环面蜗杆1和蜗轮2的传动比为i12。
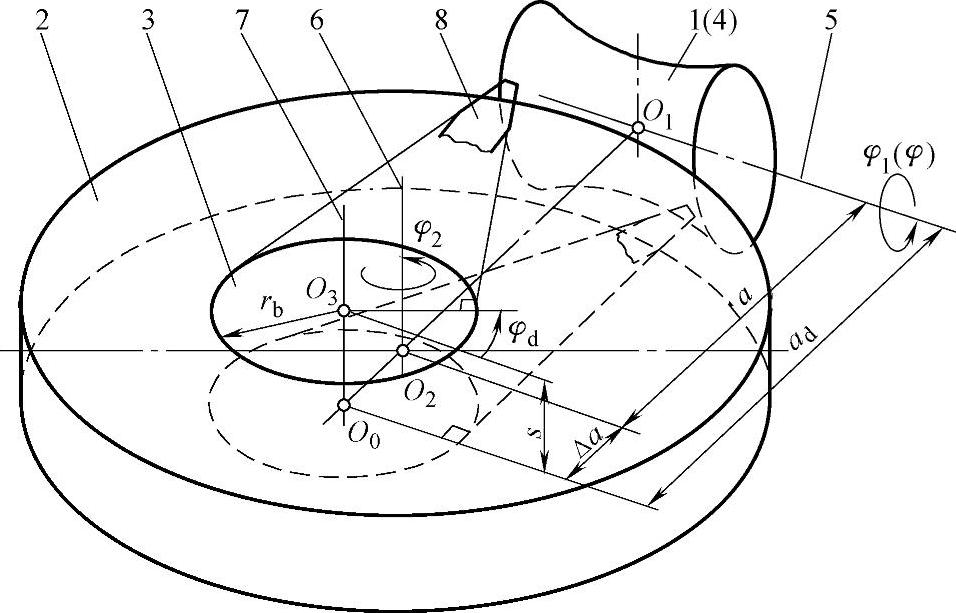
图6-1 双自由度直线环面蜗杆螺旋面加工方法原理图
1—环面蜗杆 2—蜗轮 3—刀座 4—蜗轮滚刀 5—环面蜗杆和蜗轮滚刀的轴线6—蜗轮轴线 7—刀座回转轴线 8—直线刀刃的车刀(https://www.xing528.com)
刀座轴线7与蜗杆轴线5垂直交错,其轴心O0在O1O2线或其延长线上,中心距为ad=a+Δa,Δa为中心距修形量,Δa可取正值、负值或0。本章中Δa为常量。
由固定在刀座3上并与刀座上半径为rb的基圆相切的直线刀刃8加工环面蜗杆1,环面蜗杆1转角为φ时,刀座3除按传动比i1d转动外,还沿刀座轴线7移动s使刀座3的轴心移至O3,根据蜗杆的尺寸,s在零点附近一定范围内的正负区间内取值,刀座3的转角φd则由两部分合成,即φd=id1φ+δ,其中φ/i1d为刀座3由环面蜗杆1转角φ按i1d配滚比交换齿轮得到的转角,δ=s/pd为刀座3轴向移动s需要的附加转角,i1d为环面蜗杆1与刀座3的传动比,i1d=i12+Δi,Δi为加工环面蜗杆1时传动比的修形量,Δi=0或Δi>0或Δi<0,本章中Δi为常量,pd为刀座3的位移s与附加转角Δφ=δ之比,通常是一个常量。
刀座3安装初始位置与加工直廓环面蜗杆时相同(见图6-1虚线);刀座3位移为s、转角为φd时,直线刀刃8的位置如图6-1实线所示。加工环面蜗杆1时,直线刀刃8作双自由度运动:φ和s是两个独立的运动参数,刀座3的转角φd是φ和s的函数。这种由直线刀刃作双自由度运动形成环面蜗杆的螺旋面,得到一种新型的环面蜗杆,称为双自由度直线环面蜗杆。
直线刀刃双自由度展成环面蜗杆与直廓环面蜗杆加工的区别是:除在直廓环面蜗杆螺旋面加工中蜗杆按φ角转动、刀座按id1φ角转动外,增加了刀座沿其回转轴线的位移s和绕刀座轴线的附加转角δ,刀座总转角φd=id1φ+δ,附加转角δ=s/pd,得到的是直线刀刃双自由度展成环面蜗杆螺旋面,它不是轨迹曲面。当s=0时,δ=0,φd=id1φ,就可以得到直廓环面蜗杆的螺旋面,它是轨迹曲面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。