



1.刀盘、产形轮和轮坯的位置
以直线刀刃端铣刀盘D,用连续分度法加工摆线齿锥齿轮和准双曲面齿轮i时,在刀盘与轮坯之间,有一个隐形产形轮P(简称产形轮),与铣齿机的摇台共轴线,但两者不是一体[14]。加工右旋齿轮时,刀盘D、产形轮P和轮坯i的位置如图2-4所示。
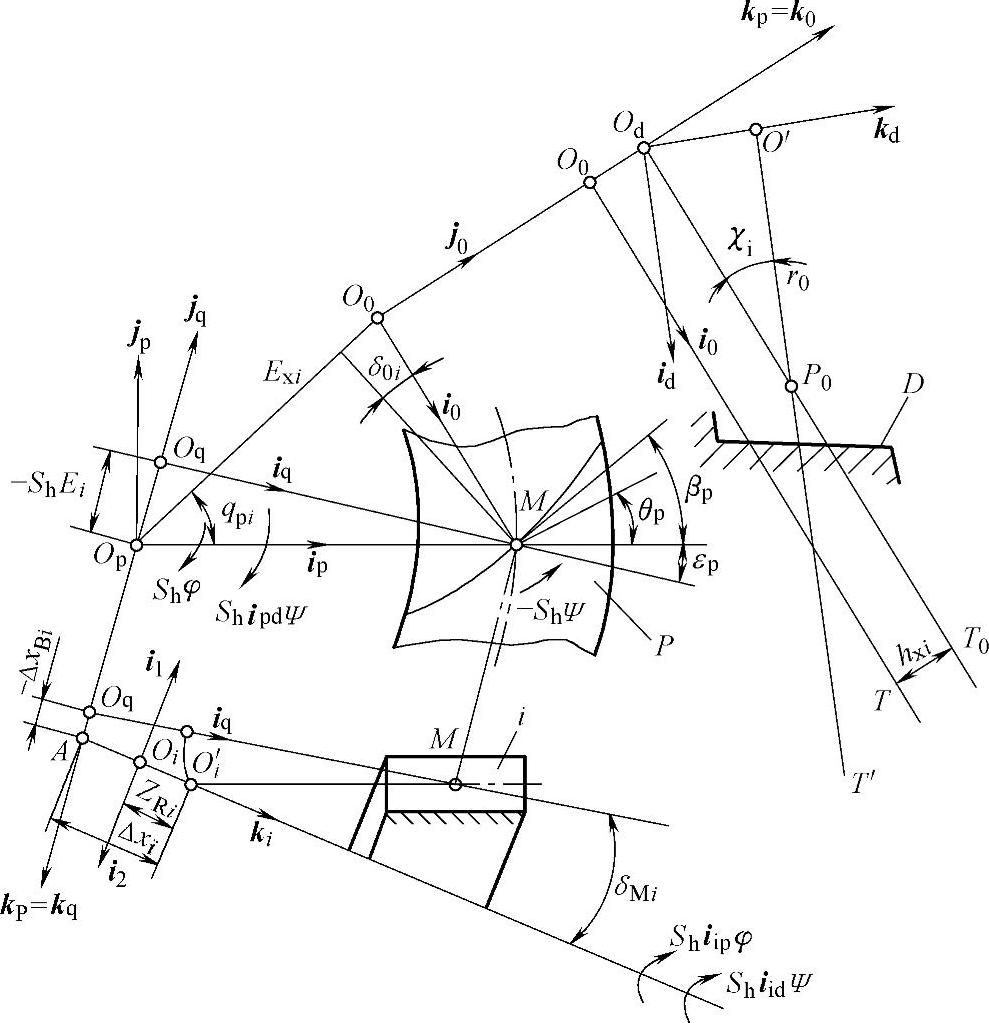
图2-4 刀盘、产形轮和轮坯的位置
取右旋直角坐标系σd(Od;id,jd,kd)与摇台固连,kd与刀盘轴线重合;σp(Op;ip,jp,kp)与机架固连,kp与产形轮轴线(摇台轴线)重合;σi(Oi;ii,ji,ki)与机架固连,加工小轮时i=1,加工大轮时i=2,Oi为被加工齿轮与相配齿轮轴线公垂线垂足(对于准双曲面齿轮),或两轴线交点(对于锥齿轮)[14],ki=k1=k2与轮坯轴线重合,i2=-i1。取辅助坐标系σ0(O0;i0,j0,k0)和σq(Oq;iq,jq,kq);j0=jd,k0=kp=kq。
图2-4中M为齿面的参考点;P0为刀齿节点;A为机床中心。过刀齿节点P0垂直于刀盘轴线的平面T′为度量刀齿半径和刀齿高的基准面;T为未修正分锥角时,产形轮的分度平面是确定轮坯与铣齿机相对位置的基准面。T0为基本齿廓中线所在平面。
利用回转矩阵法进行坐标变换[10],由图2-4得到各坐标系的变换矩阵如下:


加工齿轮1时
σq→σ1 [Mq1]=R[j1,-(90°-δM1)]
加工齿轮2时
σq→σ2 [Mq2]=R[j2,90°-δM2]R[k2,180°]
在变换矩阵中各参数为
θp=βp-δ0i
式中 βp——产形轮参考点M的螺旋角;
δ0i——T0面上刀齿方向角。
εp=arcsin[sin(βmi-βp)cosδi/sinΣpi]
式中 εp——产形轮偏离角[14];
βmi——被加工齿轮参考点M的螺旋角;
δi——被加工齿轮分锥角;
Σpi——产形轮P与被加工齿轮i的轴交角;
χi——刀倾角;
δMi——轮坯安装角。(https://www.xing528.com)
2.刀盘、产形轮和轮坯的相对运动
刀盘D有z0组刀齿,每组至少有两个刀齿,即加工齿凹面的外刀A和加工齿凸面的内刀I。为实现连续分度,刀盘每转过一组刀齿,齿数为zp的产形轮P和齿数为zi的轮坯i各转过一个齿。轮坯与刀盘的传动比iid=z0/zi,产形轮与刀盘的传动比ipd=z0/zp;轮坯与产形轮的传动比iip=zp/zi。连续分度运动参数为刀盘转角ψ。产形轮P展成轮坯i的运动参数为产形轮转角φ。
考虑到加工左旋和右旋齿轮刀盘旋转方向不同,以及刀位角符号不同等因素,在下文的通用公式中引入符号系数Sh:加工左旋齿轮Sh=1,加工右旋齿轮Sh=-1。
刀盘D转角ψd=-Shψ
产形轮P总转角φp=Sh(ipdψ+φ)
轮坯i总转角φi=Sh(iidψ+iipφ)
刀盘角速度矢量 
产形轮角速度矢量 
轮坯角速度矢量 
转角ψ和φ的正向,分别由回转轴线的单位矢量kd、kp和ki按右手定则确定,即大拇指指向与各单位矢量相同时,其余四指的旋向为转角正向。
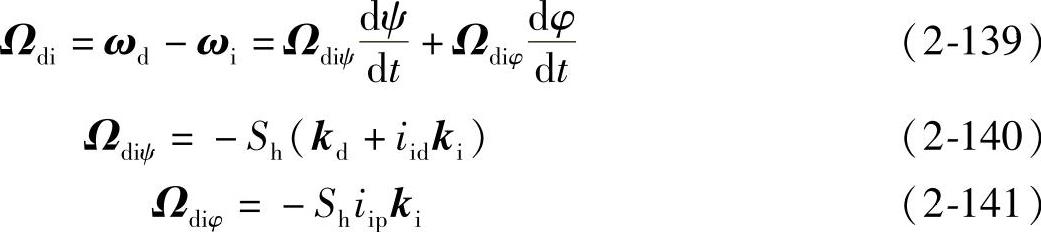
刀盘D与轮坯i的相对角速度为
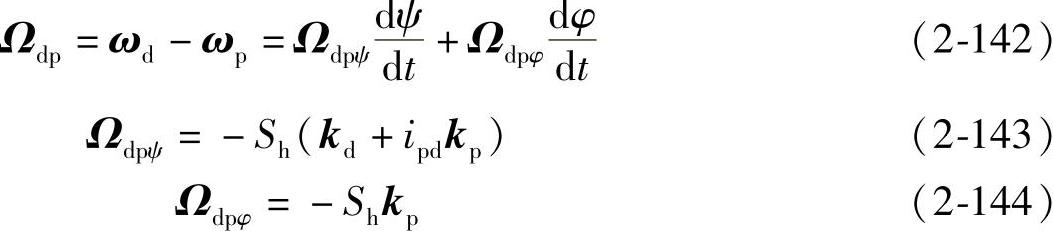
刀盘D与产形轮P的相对角速度为
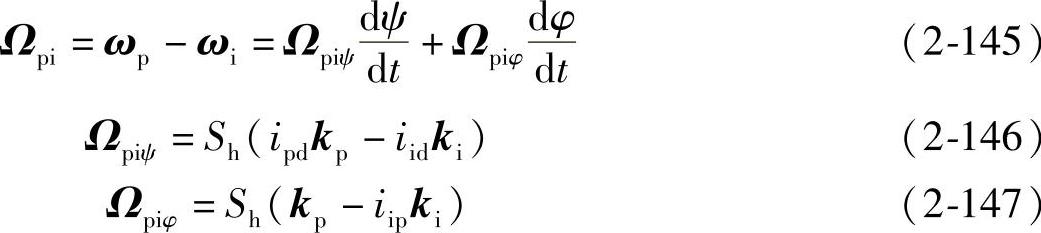
产形轮P与轮坯i的相对角速度为
转角ψ和φ是两个独立的运动参数:ψ保证连续分度铣齿,由切削速度确定刀盘的角速度ωd;φ完成展成铣齿运动,由进给量确定产形轮关于φ的角速度ωpφ。
3.双自由度运动的分解
铣齿面Σi时,直线刀刃Γd的双自由度运动是同时进行的,为了简化计算,可分别按运动参数ψ和φ将其分解如下:
1)直线刀刃Γd按关于ψ的相对角速度Ωdiψ运动,在轮坯i上形成轨迹曲面Σ′i,此面为无展成运动开槽形成的齿面。
2)直线刀刃Γd按关于ψ的相对角速度Ωdpψ运动,在产形轮P上形成轨迹曲面Σp,此面为产形轮P的虚拟产形面(下文简称产形面)。
3)产形轮P的产形面Σp,按关于φ的相对角速度Ωpiφ运动,展成齿轮i,将轨迹曲面Σ′i展成齿面Σi。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。