



【摘要】:对PCBN刀具的切削刃的几何角度要给予特别关注。这是因为PCBN刀具一般都是用来高速加工难加工的材料。切削部分几何角度选择的合理与否对刀具寿命有很大的影响。表7-73所示为DLS-F刀具加工不同工件材料时PCBN刀具几何角度值。表7-73 DLS-F刀具加工不同材料时推荐的PCBN刀具几何参数(续)表7-74 GCDI公司推荐的PCBN刀具负倒棱参数表7-75 前苏联CBN刀具加工淬硬钢和高强度铸铁时车刀几何参数注:为了减小加工表面粗糙度值,可以用0.3~0.5mm的平行刃代替刀尖圆弧半径
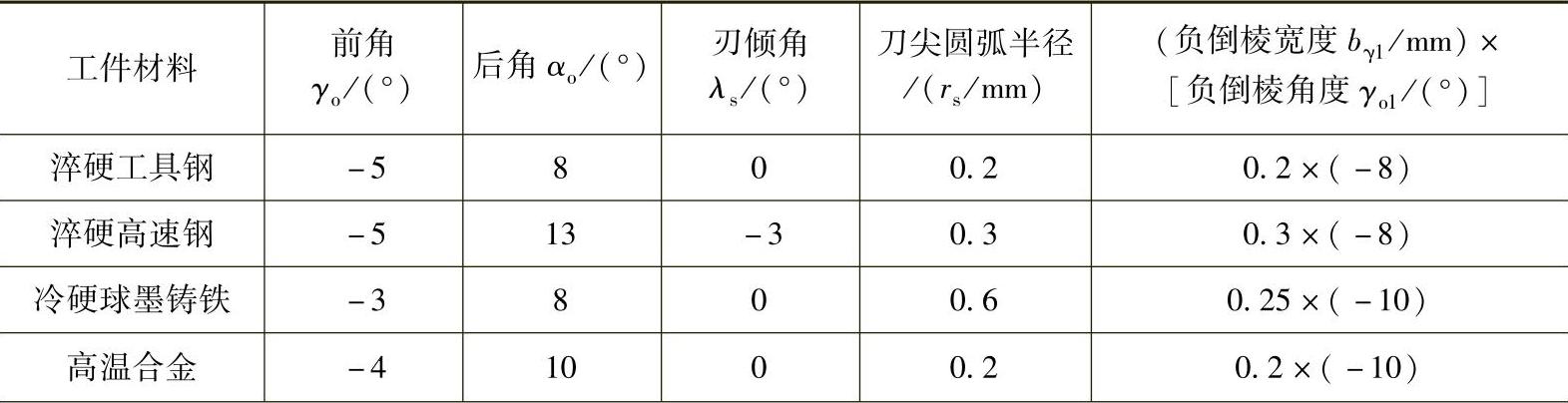
对PCBN刀具的切削刃的几何角度要给予特别关注。这是因为PCBN刀具一般都是用来高速加工难加工的材料。切削部分几何角度选择的合理与否对刀具寿命有很大的影响。PCBN刀具的刀尖角不能太小,一般不要小于90°。刀具前角一般为-10°~0°,通常采用0°,后角一般选择6°~10°,刃倾角无特殊要求时,一般取小于等于0°。为了保证PCBN刀具的切削刃处于压应力状态,PCBN刀具在应用时经常采用负倒棱。通常负倒棱尺寸取(0.1~0.5mm)×(10°~30°)。在苛刻的使用场合(如断续切削)还需要把刀尖研磨成直径20~40μm的圆弧。表7-73所示为DLS-F刀具加工不同工件材料时PCBN刀具几何角度值。表7-74所示为Diamond Innovention公司推荐的加工不同材料时的负倒棱参数。前苏联CBN刀具加工淬硬钢和高强度铸铁时车刀几何参数见表7-75。
表7-73 DLS-F刀具加工不同材料时推荐的PCBN刀具几何参数
(续)
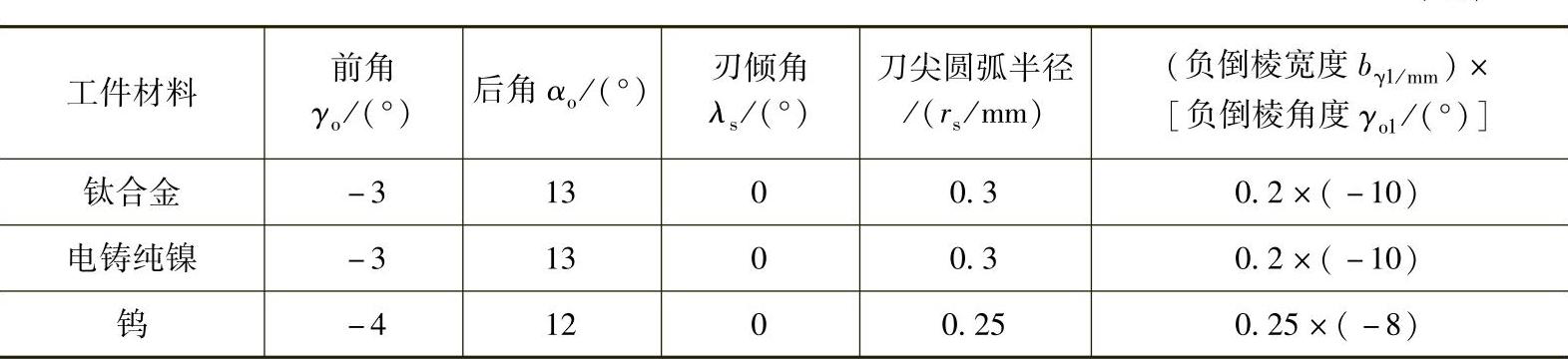
表7-74 GCDI公司推荐的PCBN刀具负倒棱参数(https://www.xing528.com)
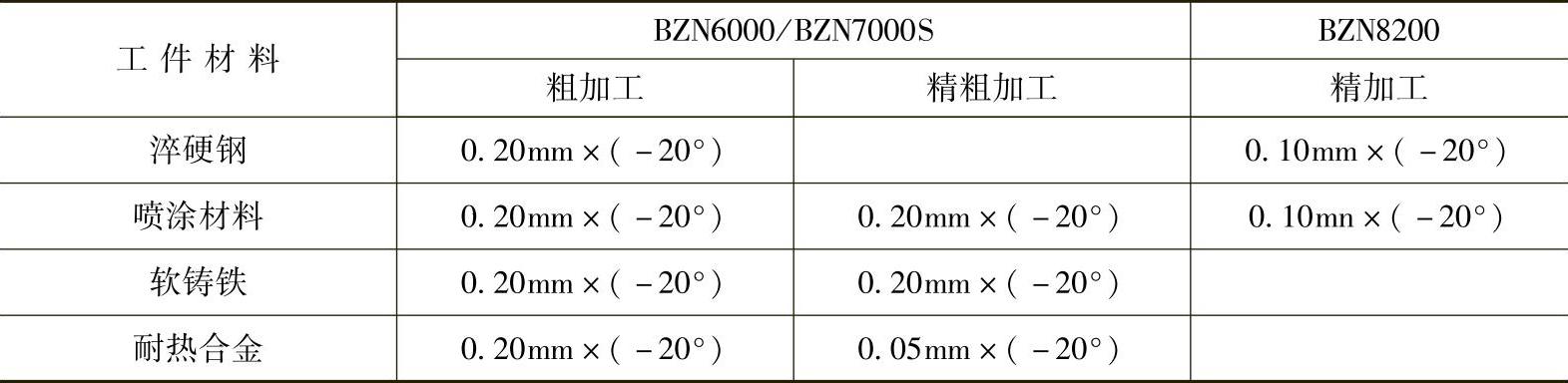
表7-75 前苏联CBN刀具加工淬硬钢和高强度铸铁时车刀几何参数
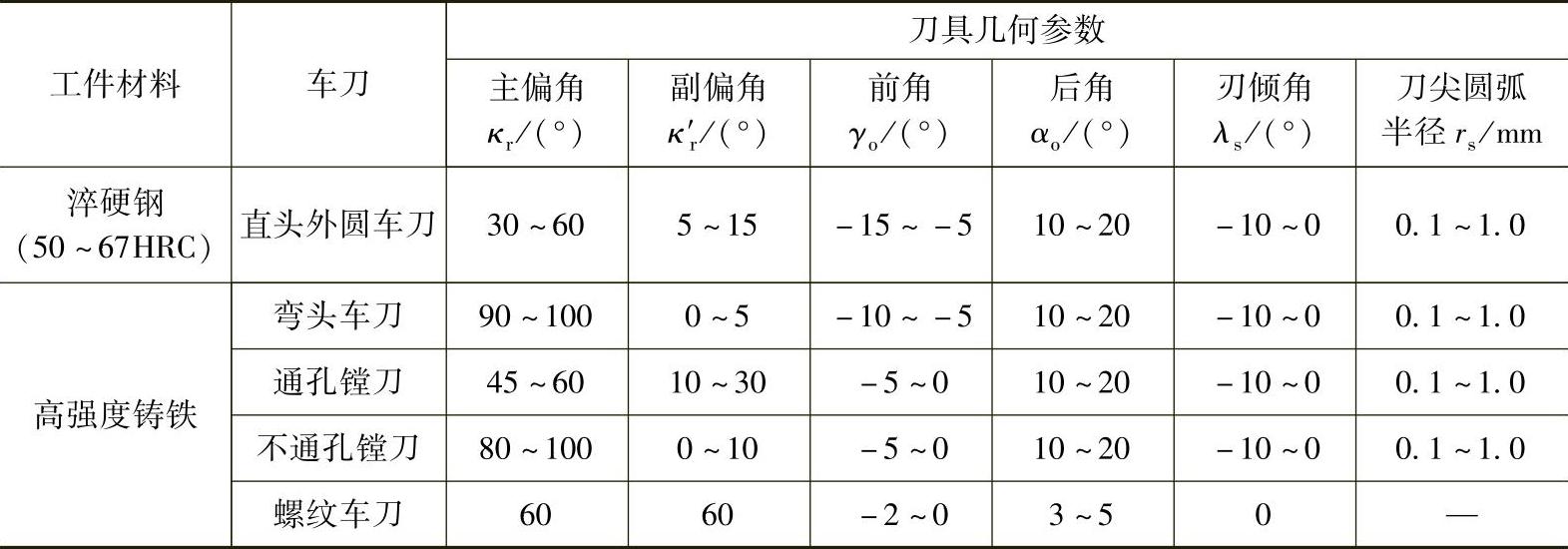
注:为了减小加工表面粗糙度值,可以用0.3~0.5mm的平行刃代替刀尖圆弧半径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。